变压器磁芯中柱自动点胶机构的制作方法
本发明属于变压器生产,具体涉及一种变压器磁芯中柱自动点胶机构。
背景技术:
1、变压器是十分精密的电子元器件,变压器由若干磁芯组成,若干磁芯组成时,为了使磁芯组成时更加稳固,从而在磁芯与磁芯之间加入胶体。
2、现有技术在生产中,加入胶体的方式以人工的方式进行,这种方式在生产中效率低下,出品率低下,因此,出现了能够对变压器磁芯中柱自动点胶即,这种点胶机的点管是垂直对准于由自动化输送带输送来的变压器磁芯中柱,可以对变压器磁芯中柱进行连续的自动点胶,由于点胶管垂直对准于点胶工位,点胶管位置是固定不动的,点胶过程中不免存在有胶体多处滴落在磁芯中柱的现象,甚至出现滴落在输送带上的现象,导致输送带放料端放料时,变压器磁芯背离点胶位的一端也会粘上胶水,从而影响变压器磁芯中柱的干净整洁以及加工的质量。
技术实现思路
1、本发明的目的在于提供一种变压器磁芯中柱自动点胶机构,以解决上述背景技术中提出的问题。
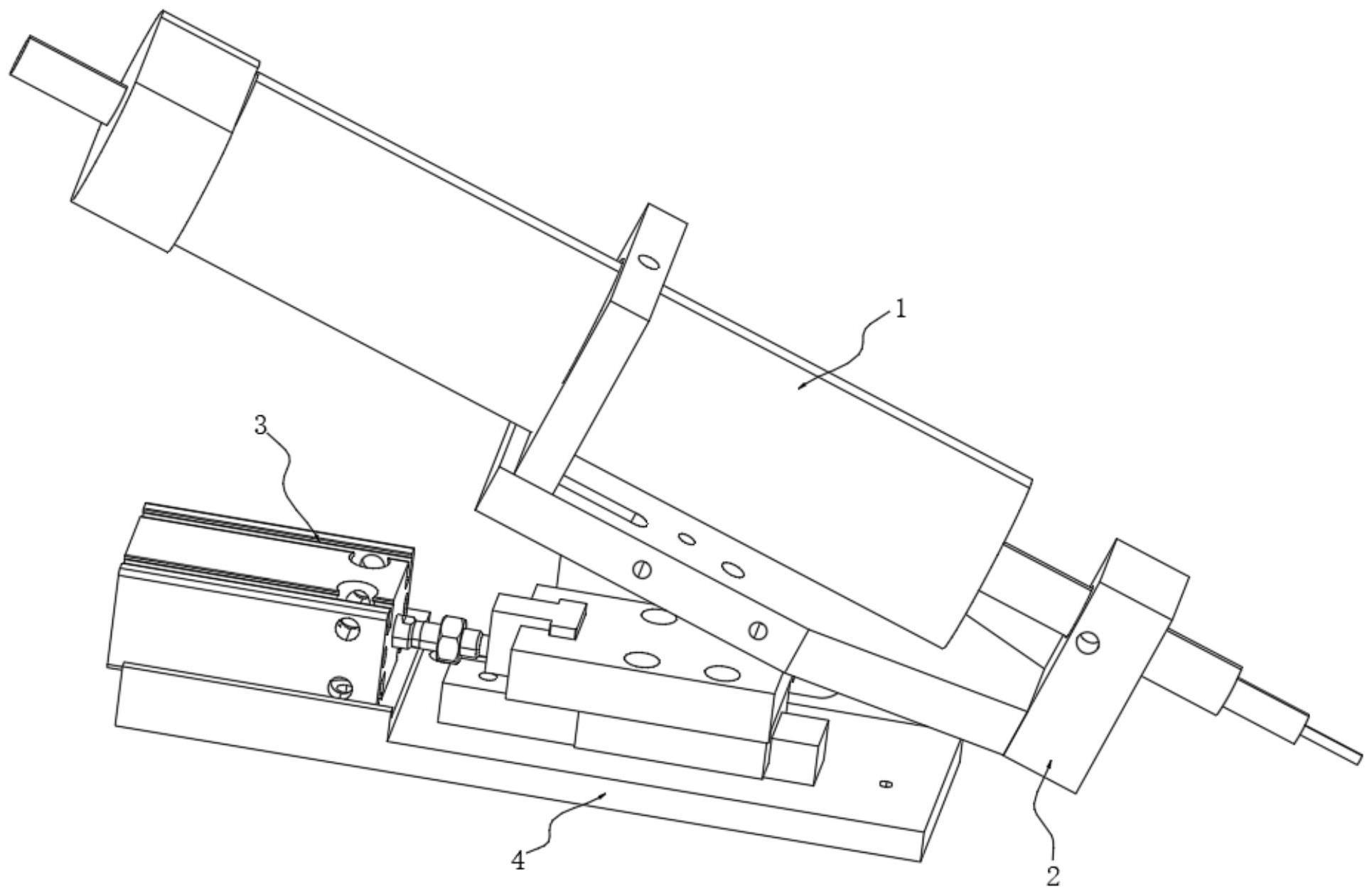
2、为实现上述目的,本发明提供如下技术方案:一种变压器磁芯中柱自动点胶机构,包括点胶装置,所述点胶装置通过托架连接在推拉装置上;
3、所述推拉装置用于推动托架左右移动,进而推动点胶装置于变压器磁芯中柱的点胶工位和等待工位之间往复运动;
4、所述推拉装置包括推拉头和推拉杆,推拉杆连接托架,所述推拉头的推拉端连接推拉杆。
5、推拉装置上的推拉头推动推拉杆左右移动,推拉杆连接托架,带动托架左右移动,从而带动托架上的点胶装置左右移动,推拉头往复式的推拉操作,能够带动点胶装置于变压器磁芯中柱的点胶工位和等待工位之间往复运动,使得点胶装置在变压器磁芯中柱需要点胶时,移动到点胶工位进行点胶,点胶完成后立即回到等待工位,等待下一次的点胶,相比于传统技术中,点胶头直接一直处于点胶工位上方进行点胶的方式相比,点胶完成后远离变压器磁芯中柱以及输送带,不会出现将胶液滴落在输送带上的现象,也不会出现有胶体多处滴落在磁芯中柱上的现象,能够保证变压器磁芯中柱滴胶后的整洁度以及质量。
6、优选的,所述托架包括托架本体、固定在托架本体前端的卡托和固定在托架本体后端的卡板。
7、所述托架本体包括连接卡托和卡板的托架板、滑托、固定在滑托顶部的固定块、固定在固定块边侧的立板,所述托架板固定在立板上。
8、所述立板上设有弧形腰孔槽,所述立板通过贯穿于弧形腰孔槽的螺栓与托架板螺接,所述立板的一侧设有辅助定位孔,立板也通过贯穿于辅助定位孔的螺栓与托架板螺接,所述托架板上设有两组与螺栓对应螺接的孔位。
9、托架上的托架板由于通过螺栓立板上的弧形腰孔槽螺接,因此螺栓在弧形腰孔槽上螺接的位置不同,能够调节托架上托架板的倾斜角度,从而调节点胶装置的倾斜角度,适应不同工况下变压器磁芯中柱的点胶;
10、优选的,所述立板的下方设有两组腰孔,所述立板通过贯穿于两组腰孔的两组螺杆与固定块连接固定,方便立板的安装固定。
11、优选的,所述滑托滑动套在底板顶部固定设置的滑道的外侧面,所述底板的左端还设有与推拉头配合限位的移动道轨,所述推拉头固定在移动道轨上,推拉头通过螺栓固定在移动道轨上,方便根据现场的装配需求,调节推拉头在移动道轨上的位置,推拉头设计为气缸,用于提供动力给推拉杆,方便将点胶装置以及托架在底板上进行往复推拉。
12、优选的,所述固定块的左侧端嵌入有连接块,所述连接块的另一端固定在推拉杆上。
13、优选的,所述点胶装置包括储胶管、连接储胶管的输胶管、连接输胶管的点管以及连接点管且用于对变压器磁芯中柱点胶的点胶口。
14、优选的,所述卡板套在储胶管的外侧面,所述卡托套在输胶管的外侧面。
15、优选的,所述卡板通过贯穿于其上第一定位孔的第一锁紧旋钮将储胶管锁紧固定,所述卡托通过贯穿于其上第二定位孔的第二锁紧旋钮将输胶管锁紧固定。
16、本发明的技术效果和优点:
17、(1)、推拉装置上的推拉头推动推拉杆左右移动,推拉杆连接托架,带动托架左右移动,从而带动托架上的点胶装置左右移动,推拉头往复式的推拉操作,能够带动点胶装置于变压器磁芯中柱的点胶工位和等待工位之间往复运动,使得点胶装置在变压器磁芯中柱需要点胶时,移动到点胶工位进行点胶,点胶完成后立即回到等待工位,等待下一次的点胶,相比于传统技术中,点胶头直接一直处于点胶工位上方进行点胶的方式相比,点胶完成后远离变压器磁芯中柱以及输送带,不会出现将胶液滴落在输送带上的现象,也不会出现有胶体多处滴落在磁芯中柱上的现象,能够保证变压器磁芯中柱滴胶后的整洁度以及质量,把本机构安装于生产变压器的装置上,从而实现自动完成点胶工序;
18、(2)、托架上的托架板由于通过螺栓立板上的弧形腰孔槽螺接,因此螺栓在弧形腰孔槽上螺接的位置不同,能够调节托架上托架板的倾斜角度,从而调节点胶装置的倾斜角度,适应不同工况下变压器磁芯中柱的点胶;
19、(3)、卡板通过贯穿于其上第一定位孔的第一锁紧旋钮将储胶管锁紧固定,所述卡托通过贯穿于其上第二定位孔的第二锁紧旋钮将输胶管锁紧固定,方便将点胶装置固定在托架上,而且方便对点胶装置相对于托架的位置进行调节,调节方便。
技术特征:
1.一种变压器磁芯中柱自动点胶机构,包括点胶装置(1),其特征在于:所述点胶装置(1)通过托架(2)连接在推拉装置(3)上;
2.根据权利要求1所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述托架(2)包括托架本体(201)、固定在托架本体(201)前端的卡托(202)和固定在托架本体(201)后端的卡板(203)。
3.根据权利要求2所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述托架本体(201)包括连接卡托(202)和卡板(203)的托架板(204)、滑托(205)、固定在滑托(205)顶部的固定块(206)、固定在固定块(206)边侧的立板(207),所述托架板(204)固定在立板(207)上。
4.根据权利要求3所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述立板(207)上设有弧形腰孔槽(208),所述立板(207)通过贯穿于弧形腰孔槽(208)的螺栓与托架板(204)螺接,所述立板(207)的一侧设有辅助定位孔(209),立板(207)也通过贯穿于辅助定位孔(209)的螺栓与托架板(204)螺接,所述托架板(204)上设有两组与螺栓对应螺接的孔位(210)。
5.根据权利要求3所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述立板(207)的下方设有两组腰孔(211),所述立板(207)通过贯穿于两组腰孔(211)的两组螺杆与固定块(206)连接固定。
6.根据权利要求3所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述滑托(205)滑动套在底板(4)顶部固定设置的滑道(401)的外侧面,所述底板(4)的左端还设有与推拉头(301)配合限位的移动道轨(402),所述推拉头(301)固定在移动道轨(402)上。
7.根据权利要求3所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述固定块(206)的左侧端嵌入有连接块(303),所述连接块(303)的另一端固定在推拉杆(302)上。
8.根据权利要求2所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述点胶装置(1)包括储胶管(101)、连接储胶管(101)的输胶管(102)、连接输胶管(102)的点管(103)以及连接点管(103)且用于对变压器磁芯中柱点胶的点胶口(104)。
9.根据权利要求8所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述卡板(203)套在储胶管(101)的外侧面,所述卡托(202)套在输胶管(102)的外侧面。
10.根据权利要求9所述的一种变压器磁芯中柱自动点胶机构,其特征在于:所述卡板(203)通过贯穿于其上第一定位孔(2031)的第一锁紧旋钮将储胶管(101)锁紧固定,所述卡托(202)通过贯穿于其上第二定位孔(2021)的第二锁紧旋钮将输胶管(102)锁紧固定。
技术总结
本发明涉及变压器生产技术领域,且公开了一种变压器磁芯中柱自动点胶机构,推拉装置上的推拉头推动推拉杆左右移动,带动托架和点胶装置左右移动,推拉头往复式的推拉操作,能够带动点胶装置于变压器磁芯中柱的点胶工位和等待工位之间往复运动,使得点胶装置在变压器磁芯中柱需要点胶时,移动到点胶工位进行点胶,点胶完成后立即回到等待工位,等待下一次的点胶,相比于传统技术中,点胶头处于点胶工位上方进行点胶的方式相比,点胶完成后能远离变压器磁芯中柱以及输送带,不会出现将胶液滴落在输送带上的现象,也不会出现有胶体多处滴落在磁芯中柱上的现象,能够保证变压器磁芯中柱滴胶后的整洁度以及质量。
技术研发人员:吴旭
受保护的技术使用者:中山市中一电子科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!