自动灌胶装置和自动灌胶方法与流程
本发明涉及电池灌胶,具体而言,涉及一种自动灌胶装置和自动灌胶方法。
背景技术:
1、随着电动汽车的快速发展,续航要求越来越高,三元锂电池使用越来越多,针对灌胶方式采用设备和手动灌胶方式,现有的手动灌胶方式存在如下缺点:
2、(1)胶水浪费太严重:人工灌胶很难控制流量,经常灌多胶水,或者配多胶水没在规定时间用完,固化在桶或壶中,造成耗材浪费严重;
3、(2)产品质量一致性差:生产过程不可控因素多,配的胶不好,灌胶量不准,产品洁净度差,客户投诉率高,或者返工成本高;
4、(3)人工灌胶速度慢,效率低,并且不好管理。
5、如图6所示,现有设备灌胶工序一般为:胶水搅拌和混合在搅拌系统中进行,保证了胶水的混合比例和混合均匀性,混合后胶水的胶水通过输出管道到模组,此工艺过程为:胶水加热搅拌罐中进行搅拌→人工将模组搬入操作平台→灌胶→人工观察灌胶状态→停止灌胶→人工将模组搬下→下一工序。该工艺面临如下问题:
6、①胶水在搅拌过程中产生微小气泡,导致产品灌胶后表面及内部有气泡,外观不良;
7、②人工搬运耗费大量人工;
8、③人工观察灌胶状态,产品质量一致性差;
9、④设备循环时间增加。
10、针对上述的现有的灌胶方式操作复杂且效率低下的问题技术问题,目前尚未提出有效解决方案。
技术实现思路
1、本发明的主要目的在于提供一种自动灌胶装置和自动灌胶方法,以解决现有技术中的灌胶方式操作复杂且效率低下问题。
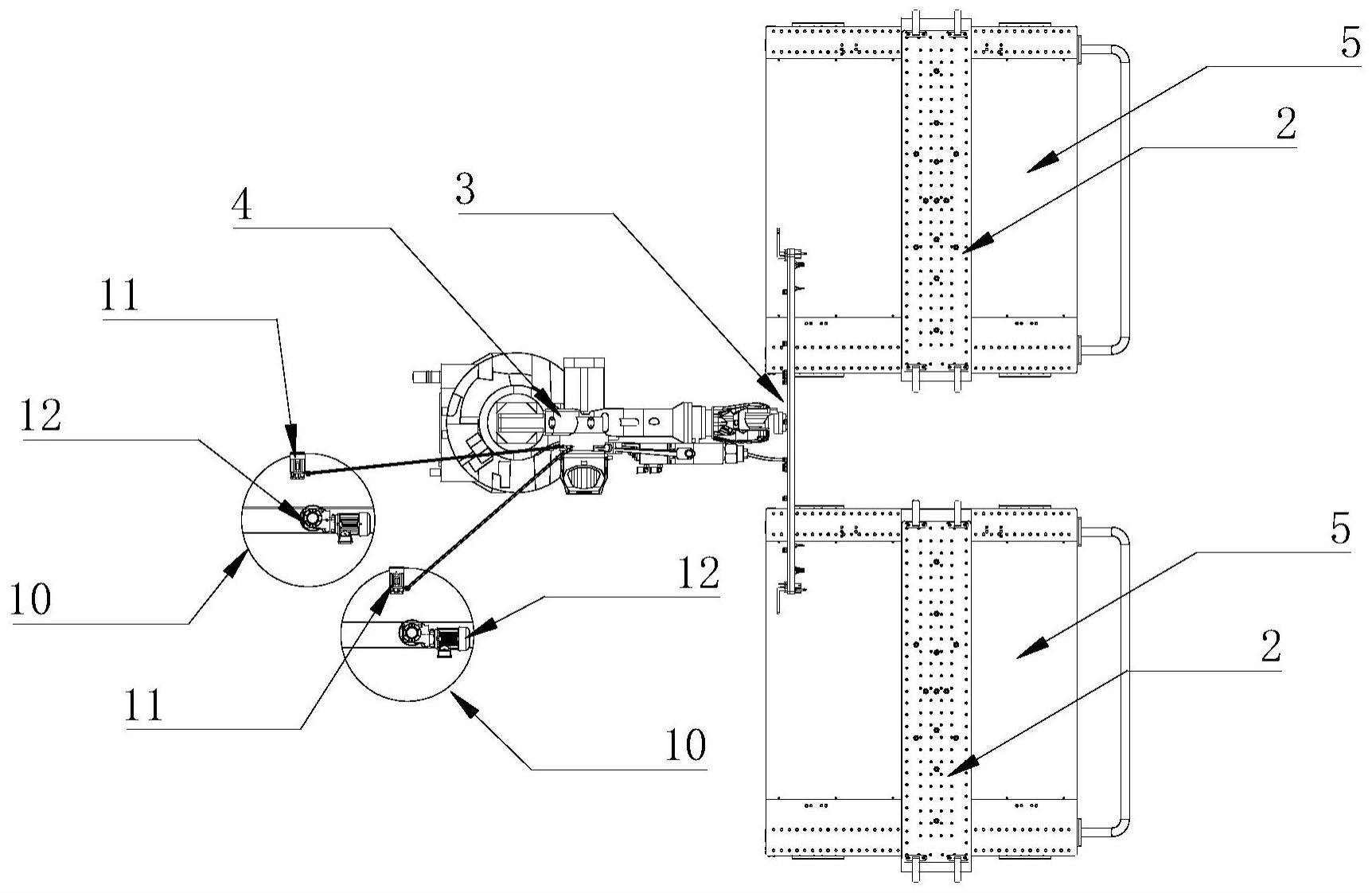
2、为了实现上述目的,根据本发明的一个方面,提供了一种自动灌胶装置,包括:胶水搅拌装置,胶水搅拌装置至少包括胶水搅拌罐,胶水搅拌罐内存储有胶水;灌胶工位,灌胶工位为多个,灌胶工位用于放置待灌胶的电池模组,其中,待灌胶的电池模组为一个或多个;灌胶工装,灌胶工装与胶水搅拌罐通过管道连接,灌胶工装与灌胶工位相邻地设置,灌胶工装用于对电池模组进行灌胶工作;机器臂,机器臂与灌胶工装连接,机器臂用于带动灌胶工装在多个灌胶工位之间移动。
3、进一步地,胶水搅拌装置还包括:真空泵,真空泵与胶水搅拌罐连接,真空泵用于除去胶水中的气泡。
4、进一步地,自动灌胶装置还包括:工作台架,工作台架为至少一个,工作台架上放置有至少一个电池模组,工作台架可移动地设置,工作台架可带动电池模组在多个灌胶工位之间移动。
5、进一步地,工作台架为多个。
6、进一步地,灌胶工装包括:灌胶板,灌胶板内部设置有多个灌胶流道,灌胶流道通过管道与胶水搅拌罐连通,灌胶板具有灌胶平面,灌胶平面上开设有多个灌胶口;灌胶嘴,灌胶嘴与灌胶口对应连接,灌胶嘴用于对电池模组进行灌胶工作。
7、进一步地,管道上设置有流量计,流量计用于检测流入灌胶工装的胶水量。
8、进一步地,工作台架上放置有多个电池模组。
9、根据本发明的另一方面,提供了一种自动灌胶方法,自动灌胶方法采用上述的自动灌胶装置进行,灌胶工位包括第一工位和第二工位,方法包括如下步骤:对胶水搅拌罐内的胶水进行搅拌;将搅拌完成的胶水挤压至灌胶工装内;对位于第一工位的电池模组进行第一次灌胶;将完成第一次灌胶的电池模组移动至第二工位,并将灌胶工装移动过至第二工位,灌胶工装对位于第二工位的电池模组进行第二次灌胶;第二次灌胶完成后,电池模组的灌胶工作完成。
10、进一步地,在将搅拌完成的胶水挤压至灌胶工装内之前,方法还包括:对胶水搅拌罐内的胶水进行真空除泡。
11、进一步地,在第一次灌胶过程中,灌胶工装向电池模组灌入第一预设量的胶水,在第二次灌胶过程中,灌胶工装向电池模组灌入第二预设量的胶水,其中,第一预设量大于第二预设量。
12、应用本发明的技术方案,设置多个灌胶工位,可利于进行多次灌胶,从而提升灌胶质量,机器臂的设置可解决人工搬运问题,避免由于操作疲劳或疏忽而造成的人身事故,灌胶工装可进行自动灌胶,节省人力,提升灌胶效率和灌胶质量,本方案有效解决现有技术中灌胶方式操作复杂且效率低下的问题。
技术特征:
1.一种自动灌胶装置,其特征在于,包括:
2.根据权利要求1所述的自动灌胶装置,其特征在于,所述胶水搅拌装置(1)还包括:
3.根据权利要求1所述的自动灌胶装置,其特征在于,所述自动灌胶装置还包括:
4.根据权利要求3所述的自动灌胶装置,其特征在于,所述工作台架(5)为多个。
5.根据权利要求1所述的自动灌胶装置,其特征在于,所述灌胶工装(3)包括:
6.根据权利要求1所述的自动灌胶装置,其特征在于,所述管道上设置有流量计,所述流量计用于检测流入所述灌胶工装(3)的胶水量。
7.根据权利要求3所述的自动灌胶装置,其特征在于,所述工作台架(5)上放置有多个所述电池模组(2)。
8.一种自动灌胶方法,其特征在于,所述自动灌胶方法采用权利要求1-7中任一项所述的自动灌胶装置进行,所述灌胶工位包括第一工位和第二工位,所述方法包括如下步骤:
9.根据权利要求8所述的自动灌胶方法,其特征在于,在将搅拌完成的所述胶水挤压至所述灌胶工装(3)内之前,所述方法还包括:
10.根据权利要求8所述的自动灌胶方法,其特征在于,在所述第一次灌胶过程中,所述灌胶工装(3)向所述电池模组(2)灌入第一预设量的所述胶水,在所述第二次灌胶过程中,所述灌胶工装(3)向所述电池模组(2)灌入第二预设量的所述胶水,其中,所述第一预设量大于所述第二预设量。
技术总结
本发明提供了一种自动灌胶装置和自动灌胶方法。自动灌胶装置包括:胶水搅拌装置,胶水搅拌装置至少包括胶水搅拌罐,胶水搅拌罐内存储有胶水;灌胶工位,灌胶工位为多个,灌胶工位用于放置待灌胶的电池模组,其中,待灌胶的电池模组为一个或多个;灌胶工装,灌胶工装与胶水搅拌罐通过管道连接,灌胶工装与灌胶工位相邻地设置,灌胶工装用于对电池模组进行灌胶工作;机器臂,机器臂与灌胶工装连接,机器臂用于带动灌胶工装在多个灌胶工位之间移动。本方案中,机器臂的设置可解决人工搬运问题,避免由于操作疲劳或疏忽而造成的人身事故,灌胶工装可进行自动灌胶,提升灌胶效率和灌胶质量,解决现有技术中灌胶方式操作复杂且效率低下的问题。
技术研发人员:尹芳芳,王修远,杨明
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!