一种自动化垫片锌铝涂覆工艺的制作方法
本发明涉及垫片涂覆,特别是涉及一种自动化垫片锌铝涂覆工艺。
背景技术:
1、垫片是两个物体之间的机械密封,通常用以防止两个物体之间受到压力、腐蚀和管路自然地热胀冷缩泄漏。由于机械加工表面不可能完美,使用垫片即可填补不规则性。金属垫片是现有机械设备中最常使用的垫片,如行星式垫片,为了提高垫片的性能,如防腐蚀性、耐用性、密封性等,业界通常需要对金属垫片进行涂覆处理。
2、目前,垫片涂覆基本上使用人工涂刷,人工涂刷不可避免地存在如下问题:
3、1、涂覆质量不稳定,存在粘连、搭印、漏涂、盐雾性能差等问题,无法保证产品品质;
4、2、涂覆过程中需要进行多次返工,造成资源浪费,降低生产效率,产品成型率低。如为了保证盐雾要求,甚至重复刷涂,造成垫片装配时大量掉粉,磕碰伤严重等问题,且多涂工序还会造成垫片结合力不理想;对于粘连的垫片,只能通过人工挑选出粘连产品进行抛掉重做;对于搭印的垫片进行强制分开,还会造成漆膜破坏损伤。
技术实现思路
1、本发明通过提供一种自动化垫片锌铝涂覆工艺,能够解决现有技术中手工/人工涂覆存在的上述问题。
2、为解决上述技术问题,本发明一种自动化垫片锌铝涂覆工艺,全程采用机器人进行垫片的上料、卸料以及工序间的转运操作,将待处理的垫片依次进行如下工序处理;
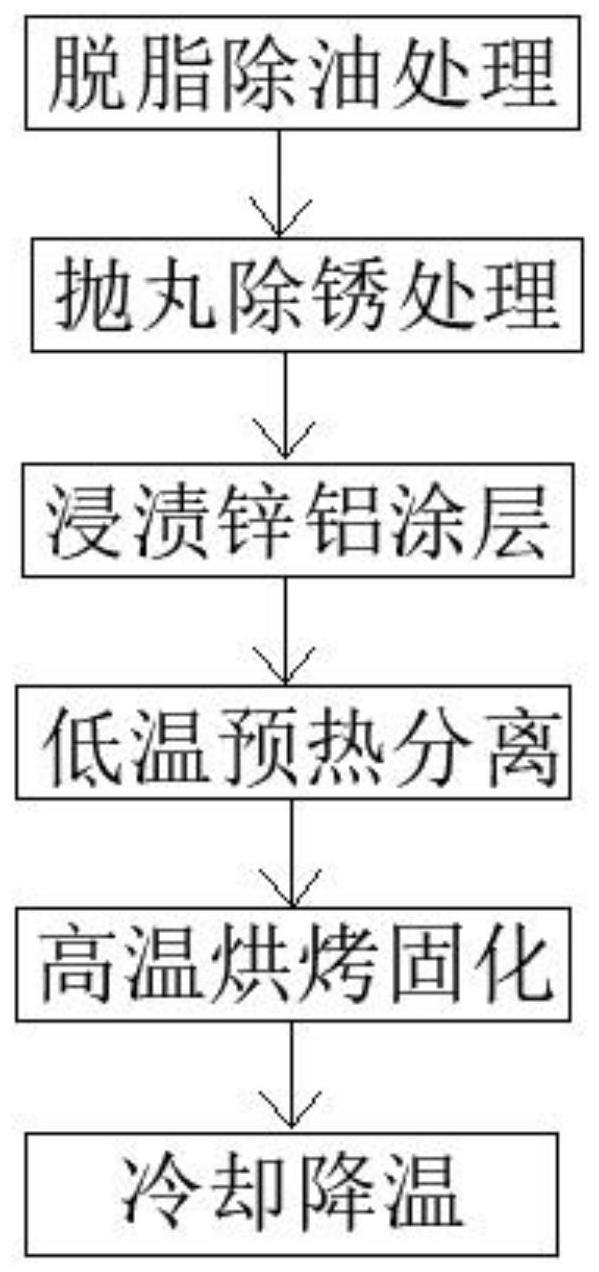
3、(1)脱脂除油处理;
4、(2)抛丸除锈处理;
5、(3)浸渍锌铝涂层,将步骤(2)中抛丸除锈处理后的垫片放置于镂空框内,然后利用所述机器人将所述垫片及镂空框一同浸入到盛有锌铝涂层药液的池中,使垫片的表面浸渍涂覆上锌铝涂层;
6、(4)低温预热分离:利用所述机器人将所述镂空框内完成浸渍后的垫片倒到加热成型装置的上层传送带上,通过所述传送带传送至加热炉的预热箱段内进行低温预热,使垫片表面的锌铝涂层药液达到微干而未发生化学交联反应的状态,然后继续传送至自然掉落到下层传送带上;
7、(5)高温烘烤固化:所述垫片随同下层传送带输送到所述加热炉的高温箱段进行烘烤固化,完成交联反应;
8、(6)完成固化后的垫片随同下层传送带输送到加热炉外,冷却降温,得到涂覆有锌铝涂层的垫片。
9、在本发明一个较佳实施例中,所述机器人为6轴机器人,采用dkl-2025智能云识别系统控制。
10、在本发明一个较佳实施例中,所述步骤(3)中,所述镂空框内垫片的装载量小于15kg。
11、在本发明一个较佳实施例中,所述步骤(3)中,所述锌铝涂层药液的粘度为15~30pa·s。
12、在本发明一个较佳实施例中,所述步骤(4)中,所述预热的温度为30~60℃。
13、在本发明一个较佳实施例中,所述步骤(4)中,所述机器人将所述镂空框内的垫片分多次倒到所述上层传送带上,每次倒完后摊薄。
14、在本发明一个较佳实施例中,所述加热成型装置包括加热箱、第一传送带和第二传送带;其中,所述加热箱包括预热箱段和高温箱段,所述第一传送带的一端位于所述加热箱外,其另一端位于所述加热箱的预热箱段内;所述第二传送带位于所述第一传送带的下方,所述第二传送带贯穿所述加热箱,其两端位于所述加热箱的外部。
15、在本发明一个较佳实施例中,所述脱脂除油工序包括离心除油、脱脂剂脱脂、高压水冲洗和离心烘干步骤。
16、在本发明一个较佳实施例中,所述脱脂剂脱脂的工艺条件为:脱脂剂温度50~70℃,脱脂时间小于等于220s,脱脂剂ph值为7~9。
17、在本发明一个较佳实施例中,所述抛丸除锈工序的工艺条件为:抛丸时间12~24min,钢丸直径为0.3mm。
18、本发明的有益效果是:本发明一种自动化垫片锌铝涂覆工艺,通过机器人实现垫片在各个工序的上料、卸料及工序间的转运,有效提高了作业效率,降低成本;通过低温预热达到微干而未发生化学反应的状态,然后实现分离后再固化,提高涂覆效果和产品质量,涂覆后的垫片外观质量好,无粘连、搭印等缺陷,垫片性能优异。
技术特征:
1.一种自动化垫片锌铝涂覆工艺,其特征在于,全程采用机器人进行垫片的上料、卸料以及工序间的转运操作,将待处理的垫片依次进行如下工序处理;
2.根据权利要求1所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述机器人为6轴机器人,采用dkl-2025智能云识别系统控制。
3.根据权利要求1所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述步骤(3)中,所述镂空框内垫片的装载量小于15kg。
4.根据权利要求1所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述步骤(3)中,所述锌铝涂层药液的粘度为15~30pa·s。
5.根据权利要求1所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述步骤(4)中,所述预热的温度为30~60℃。
6.根据权利要求1所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述步骤(4)中,所述机器人将所述镂空框内的垫片分多次倒到所述上层传送带上,每次倒完后摊薄。
7.根据权利要求1所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述加热成型装置包括加热箱、第一传送带和第二传送带;其中,所述加热箱包括预热箱段和高温箱段,所述第一传送带的一端位于所述加热箱外,其另一端位于所述加热箱的预热箱段内;所述第二传送带位于所述第一传送带的下方,所述第二传送带贯穿所述加热箱,其两端位于所述加热箱的外部。
8.根据权利要求1所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述脱脂除油工序包括离心除油、脱脂剂脱脂、高压水冲洗和离心烘干步骤。
9.根据权利要求8所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述脱脂剂脱脂的工艺条件为:脱脂剂温度50~70℃,脱脂时间小于等于220s,脱脂剂ph值为7~9。
10.根据权利要求1所述的一种自动化垫片锌铝涂覆工艺,其特征在于,所述抛丸除锈工序的工艺条件为:抛丸时间12~24min,钢丸直径为0.3mm。
技术总结
本发明公开了一种自动化垫片锌铝涂覆工艺,全程采用机器人进行垫片的上料、卸料以及工序内和工序间的转运操作,以将待处理的垫片依次进行如下工序处理:(1)脱脂除油处理;(2)抛丸除锈处理;(3)浸渍锌铝涂层;(4)低温预热分离;(5)高温烘烤固化;(6)冷却降温。本发明通过机器人实现垫片在各个工序的上料、卸料、工序内及工序件的搬运以及涂覆操作,有效提高作业效率,降低成本;通过低温预热达到微干而未发生化学反应的状态,然后实现分离后再固化,提高涂覆效果和产品质量,涂覆后的垫片外观质量好,无粘连、搭印等缺陷,垫片性能优异。
技术研发人员:曹富胤
受保护的技术使用者:常熟市常力紧固件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!