屏幕安装工艺的集成式设备的制作方法
本申请涉及生产线设备,尤其涉及一种屏幕安装工艺的集成式设备。
背景技术:
1、电子产品,如智能手表或手机的屏幕安装工艺一般通过生产线实现,整个工艺流程涉及多道工序,生产线将工件输送至各工序对应的工位处,每个工序设备在一个工位内完成对应的工序动作,以实现屏幕的输送及安装。
2、相关技术中,工件的输送普遍通过同步带或板链线实现,多个工件载具沿同步带或链条等距排布,使得多个工件在同步带或链条上同步运动。但是,由于各工序工位间的距离可能不同,将导致前一工件在工位进行对应工序动作时,后一工件未到达工位,进而增加工艺整体时长;或者,由于不同工序的时长可能不同,将导致前一工件在完成对应工序时,后一工件还未完成对应工序,前一工件只能等待后一工件的工序动作完成后再同步运动,进而增加工艺整体时长。该结构的生产线设备工艺整体流程耗时较长,生产效率低,难以适应快节奏、高效益的生产需求。
技术实现思路
1、本申请实施例提供一种屏幕安装工艺的集成式设备,能够解决现有设备工艺整体流程耗时较长、生产效率低的问题。
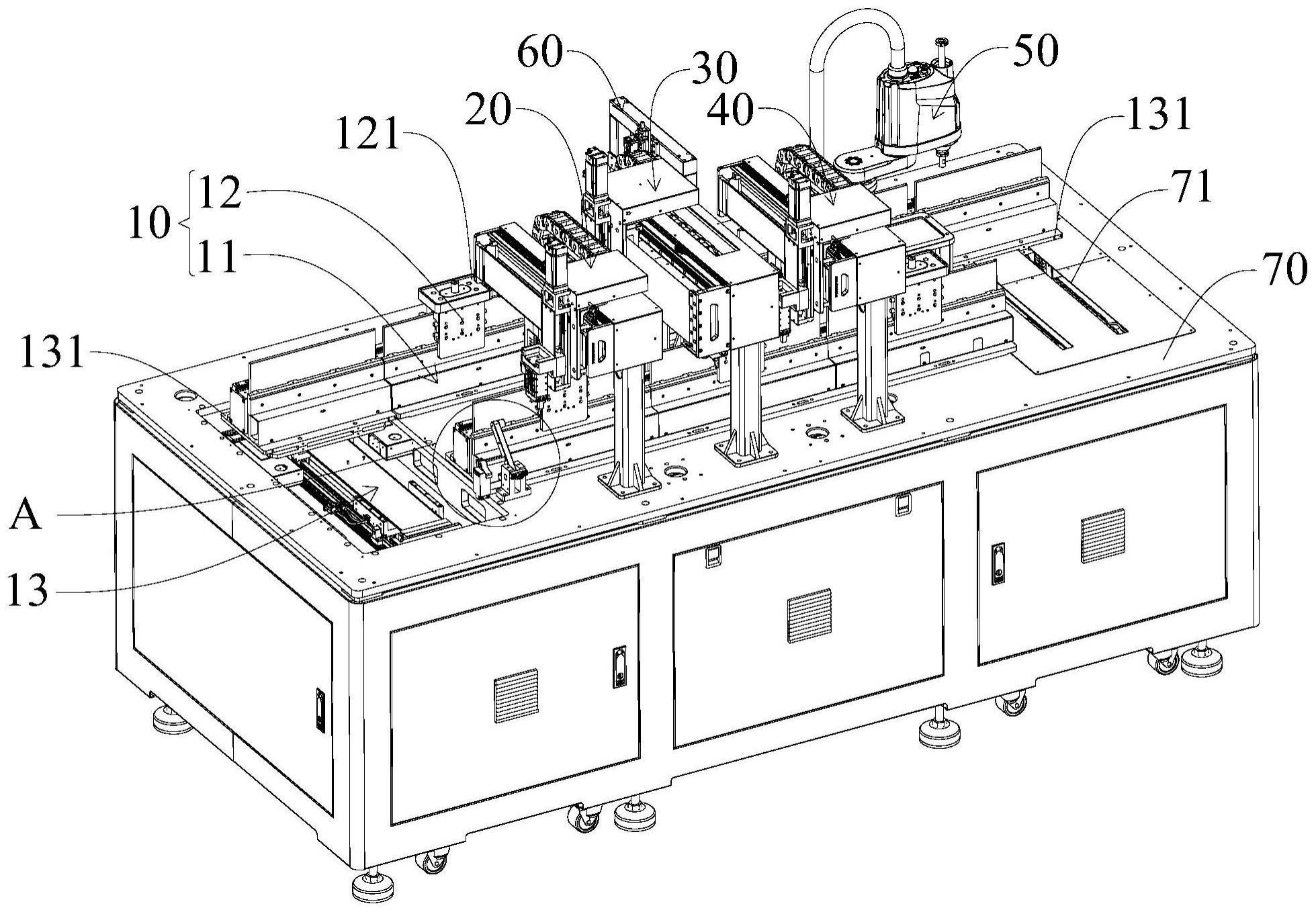
2、本申请实施例提供了一种屏幕安装工艺的集成式设备,包括输送机构、夹持机构、点胶机构、组装机构、贴标机构、检测机构以及控制器;输送机构包括定子轨道和多个动子,各所述动子均通过磁动力沿所述定子轨道移动,每个所述动子上均设有用于承载工件的托盘;夹持机构用于将待加工工件放置于所述托盘内;点胶机构用于对所述托盘内的待加工工件进行点胶;组装机构用于将屏幕压合至点胶后的待加工工件上安装;贴装机构用于对屏幕安装后的待加工工件进行贴标;检测机构用于对贴标后的待加工工件进行检测;沿所述动子运动方向,所述夹持机构、所述点胶机构、所述组装机构、所述贴标机构以及所述检测机构顺次设置于所述定子轨道上方;控制器与所述输送机构电性连接,所述控制器被配置为:控制各个所述动子独立地相对于所述定子轨道运动。本申请实施例的屏幕安装工艺的集成式设备通过对各个动子的运动独立控制,避免工位闲置浪费,减小了工艺整体流程耗时,加快了生产节奏,提高了生产效率。
3、在其中一些实施例中,所述夹持机构、所述点胶机构以及所述组装机构均包括水平移动单元和竖直移动单元,所述水平移动单元与所述竖直移动单元连接,以带动所述竖直移动单元水平移动;所述水平移动单元包括基体与连接板,所述基体设有永磁体阵列及滑轨,所述连接板设有电枢绕组及滑块,所述竖直移动单元设于所述连接板上;所述永磁体阵列与电枢绕组磁性配合,以提供所述连接板相对所述基体运动的驱动力;所述滑轨与所述滑块滑动配合,以限制所述连接板相对所述基体运动的方向。
4、在其中一些实施例中,所述夹持机构还包括第一夹爪,所述夹持机构的所述竖直移动单元与所述第一夹爪连接,且用于带动所述第一夹爪沿竖直方向移动;和/或,所述点胶机构还包括胶枪,所述点胶机构的所述竖直移动单元与所述胶枪连接,且用于带动所述胶枪沿竖直方向移动;和/或,所述组装机构还包括第二夹爪,所述组装机构的所述竖直移动单元与所述第二夹爪连接,且用于带动所述第二夹爪沿竖直方向移动。
5、在其中一些实施例中,所述竖直移动单元包括电机、丝杆螺母副以及移动板,所述电机与所述丝杆螺母副的丝杆传动连接,所述移动板与所述丝杆螺母副的螺母固定连接,以使所述电机驱动所述丝杆螺母副的丝杆转动进而带动所述移动板移动;所述第一夹爪、所述胶枪以及所述第二夹爪均与对应的所述移动板连接。
6、在其中一些实施例中,所述贴装机构包括基台、第一驱动件、大臂、第二驱动件、小臂、第三驱动件、活动杆以及贴装嘴,所述大臂的一端与所述基台可转动连接,另一端与所述小臂可转动连接,所述活动杆螺纹连接于所述小臂远离所述大臂的一端,所述贴装嘴连接于所述活动杆上;所述第一驱动件设于所述基台内,以驱动所述大臂相对所述基台在水平面转动;所述第二驱动件设于所述大臂内,以驱动所述小臂相对所述大臂在水平面转动;所述第三驱动件设于所述小臂内,以驱动所述活动杆通过螺纹在竖直方向移动。
7、在其中一些实施例中,所述检测机构包括工业相机,所述工业相机用于获取所述动子上的待加工工件的图像并判断待加工工件的屏幕安装质量是否符合要求。
8、在其中一些实施例中,所述输送机构还包括接驳模组,所述定子轨道包括固定轨道和活动轨道,所述活动轨道设于所述接驳模组上;所述接驳模组用于将与外部输送线连接的所述活动轨道移动至与所述固定轨道连接,和/或,所述接驳模组用于将与一个所述固定轨道连接的所述活动轨道移动至与另一所述固定轨道连接。
9、在其中一些实施例中,所述固定轨道设有两条,包括第一固定轨道和第二固定轨道,所述第一固定轨道和所述第二固定轨道平行设置;所述接驳模组设有两个,包括第一接驳模组和第二接驳模组,所述第一接驳模组和所述第二接驳模组分别位于所述第一固定轨道和所述第二固定轨道的相近的两端,所述第一接驳模组和所述第二接驳模组上均设有一所述活动轨道;所述夹持机构、所述点胶机构以及所述组装机构顺次设于所述第一固定轨道的上方,所述贴标机构设于所述第一固定轨道和第二固定轨道之间,所述检测机构设于所述第二固定轨道的上方。
10、在其中一些实施例中,所述固定轨道与所述活动轨道的连接处设有防脱轨组件,以限制所述动子在所述固定轨道与所述活动轨道连接处的换轨移动。
11、在其中一些实施例中,所述定子轨道设有编码器阵列,所述控制器分别与所述定子轨道以及所述编码器电性连接,以通过所述编码器阵列获取所述动子的位置信息,且根据所获取的所述动子的位置信息和预设的所述动子的目标位置控制所述定子轨道的对应位置通电或不通电,进而控制所述动子运动或在目标位置停止运动。
12、基于本申请实施例的屏幕安装工艺的集成式设备采用磁动力驱动的方式输送工件,启动加速度快,定位精度高,动子的启动和停止更灵活;相较于采用同步带或板链线的输送方式,该集成式设备通过对各个动子的运动独立控制,避免工位闲置浪费,减小了工艺整体流程耗时,加快了生产节奏,提高了生产效率。
技术特征:
1.一种屏幕安装工艺的集成式设备,其特征在于,包括:
2.根据权利要求1所述的屏幕安装工艺的集成式设备,其特征在于,所述夹持机构、所述点胶机构以及所述组装机构均包括水平移动单元和竖直移动单元,所述水平移动单元与所述竖直移动单元连接,以带动所述竖直移动单元水平移动;
3.根据权利要求2所述的屏幕安装工艺的集成式设备,其特征在于,所述夹持机构还包括第一夹爪,所述夹持机构的所述竖直移动单元与所述第一夹爪连接,且用于带动所述第一夹爪沿竖直方向移动;和/或,
4.根据权利要求3所述的屏幕安装工艺的集成式设备,其特征在于,所述竖直移动单元包括电机、丝杆螺母副以及移动板,所述电机与所述丝杆螺母副的丝杆传动连接,所述移动板与所述丝杆螺母副的螺母固定连接,以使所述电机驱动所述丝杆螺母副的丝杆转动进而带动所述移动板移动;
5.根据权利要求1所述的屏幕安装工艺的集成式设备,其特征在于,所述贴装机构包括基台、第一驱动件、大臂、第二驱动件、小臂、第三驱动件、活动杆以及贴装嘴,所述大臂的一端与所述基台可转动连接,另一端与所述小臂可转动连接,所述活动杆螺纹连接于所述小臂远离所述大臂的一端,所述贴装嘴连接于所述活动杆上;
6.根据权利要求1所述的屏幕安装工艺的集成式设备,其特征在于,所述检测机构包括工业相机,所述工业相机用于获取所述动子上的待加工工件的图像并判断待加工工件的屏幕安装质量是否符合要求。
7.根据权利要求1所述的屏幕安装工艺的集成式设备,其特征在于,所述输送机构还包括接驳模组,所述定子轨道包括固定轨道和活动轨道,所述活动轨道设于所述接驳模组上;
8.根据权利要求7所述的屏幕安装工艺的集成式设备,其特征在于,所述固定轨道设有两条,包括第一固定轨道和第二固定轨道,所述第一固定轨道和所述第二固定轨道平行设置;
9.根据权利要求7所述的屏幕安装工艺的集成式设备,其特征在于,所述固定轨道与所述活动轨道的连接处设有防脱轨组件,以限制所述动子在所述固定轨道与所述活动轨道连接处的换轨移动。
10.根据权利要求1所述的屏幕安装工艺的集成式设备,其特征在于,所述定子轨道设有编码器阵列,所述控制器分别与所述定子轨道以及所述编码器电性连接,以通过所述编码器阵列获取所述动子的位置信息,且根据所获取的所述动子的位置信息和预设的所述动子的目标位置控制所述定子轨道的对应位置通电或不通电,进而控制所述动子运动或在目标位置停止运动。
技术总结
本申请公开了一种屏幕安装工艺的集成式设备,包括输送机构、夹持机构、点胶机构、组装机构、贴标机构、检测机构以及控制器,其中,输送机构包括定子轨道和多个动子,各动子均通过磁动力沿定子轨道移动,每个动子上均设有托盘;夹持机构、点胶机构、组装机构、贴标机构以及检测机构沿动子运动方向顺次设置;控制器与输送机构电性连接,控制器被配置为控制各个动子独立地相对于定子轨道运动。该集成式设备采用磁动力驱动的方式输送工件,启动加速度快,定位精度高,动子的启动和停止更灵活;通过对各个动子的运动独立控制,避免工位闲置浪费,减小了工艺整体流程耗时,提高了生产效率。
技术研发人员:池峰,聂成涛,刘黎明
受保护的技术使用者:果栗智造(上海)技术股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!