一种进料控制方法及气磨粉碎系统与流程
本发明涉及粉碎设备的领域,尤其涉及一种进料控制方法及气磨粉碎系统。
背景技术:
1、气流磨是台动态设备,要求进设备(也叫投料)的物料和产出(也叫出料)的物料要达到动态平衡(也即气流磨处于满载状态),若投料量大于出料量会造成分级轮超负荷运行,同时产出的物料达不到产品要求;若投料量小于出料量,会造成设备无效功率,浪费设备和能源。
2、基于此故而,如何保持气流磨处于满载状态是本领域内技术人员亟需解决的技术问题。
技术实现思路
1、有鉴于此,本发明的目的是为了克服现有技术中的不足,提供一种进料控制方法,能够实时调节气流磨的运行状态,以使气流磨保持处在满载状态,以解决上述问题;
2、另,一种应用上述进料控制方法的气磨粉碎系统。
3、本发明提供如下技术方案:
4、一种进料控制方法,应用于气流磨,包括:
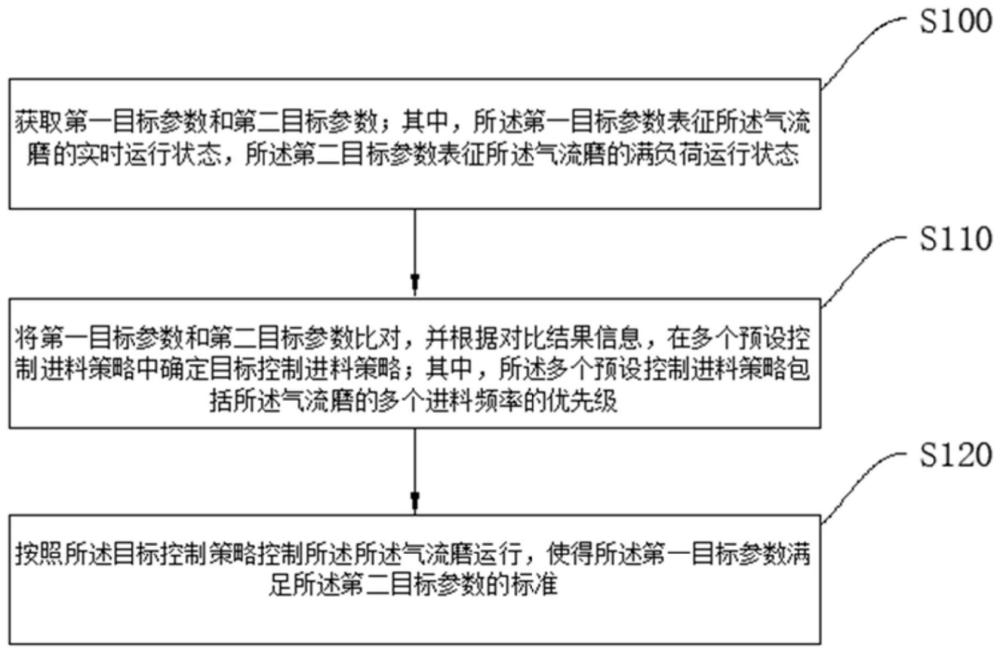
5、获取第一目标参数和第二目标参数;其中,所述第一目标参数表征所述气流磨的实时运行状态,所述第二目标参数表征所述气流磨的满负荷运行状态;
6、将第一目标参数和第二目标参数比对,并根据对比结果信息,在多个预设控制进料策略中确定目标控制进料策略;其中,所述多个预设控制进料策略包括所述气流磨的多个进料频率的优先级;
7、按照所述目标控制策略控制所述气流磨运行,使得所述第一目标参数满足所述第二目标参数的标准。
8、进一步,所述第一目标参数包括:
9、所述气流磨的分级机的实时工作电流值;
10、相应的,所述第二目标参数包括:
11、所述气流磨满负荷运行时,所述分级机的满负荷工作电流值。
12、进一步,所述获取第一目标参数和第二目标参数,包括:
13、利用所述气流磨的电流监测模块获取第一目标参数和第二目标参数。
14、进一步,所述多个预设控制进料策略,包括:
15、过量进料策略、饱和进料策略和不饱和进料策略;
16、相应的,所述根据对比结果信息,在多个预设控制进料策略中确定目标控制进料策略,包括:
17、若所述第一目标参数小于所述第二目标参数,确定所述不饱和进料策略为目标控制进料策略;
18、若所述第一目标参数等于所述第二目标参数,确定所述饱和进料策略为目标控制进料策略;
19、若所述第一目标参数大于所述第二目标参数,确定所述过量进料策略为目标控制进料策略。
20、进一步,若所述不饱和进料策略为目标控制进料策略的情况下,所述按照所述目标控制策略控制所述气流磨运行,包括:
21、按照所述目标控制策略中增加气流磨的进料频率的方式控制所述气流磨运行;
22、若所述饱和进料策略为目标控制进料策略的情况下,所述按照所述目标控制策略控制所述气流磨运行,包括:
23、按照所述目标控制策略中保持当前气流磨的进料频率的方式控制所述气流磨运行;
24、若所述过量进料策略为目标控制进料策略的情况下,所述按照所述目标控制策略控制所述气流磨运行,包括:
25、按照所述目标控制策略中减少气流磨的进料频率的方式控制所述气流磨运行。
26、另外,本发明还提供一种气磨粉碎系统,包括:
27、气流磨;
28、检测模块,所述检测模块用于获取、并发送所述气流磨的第一目标参数和第二目标参数;
29、处理模块,所述处理模块用于接收第一目标参数和第二目标参数,并将第一目标参数和第二目标参数比对,并根据对比结果信息,在多个预设控制进料策略中确定目标控制进料策略,以及按照所述目标控制策略控制所述气流磨运行,使得所述第一目标参数满足所述第二目标参数的标准。
30、进一步,所述气流磨具有分级机;
31、所述检测模块用于检测所述分级机的工作电流,以获取实时工作电流值和满负荷工作电流值。
32、进一步,所述气流磨还具有进料机构,所述进料机构包括绞龙输送机,所述绞龙输送机用于输送物料;
33、所述控制模块和绞龙输送机的驱动电机电连接,以按照所述目标控制策略控制所述驱动电机的运行。
34、进一步,所述进料机构包括:
35、文丘里进料管;所述文丘里进料管具有进料口,所述进料口和所述绞龙输送机的出料口管连接,且所述进料口通过第一空气过滤器与外界连通。
36、进一步,所述气磨粉碎系统还包括起源,所述起源用于向所述气流磨的进气口输送压缩气体;
37、所述气源包括:
38、储气容器,所述储气容器和所述进气口连通;
39、至少1台空压机,所述空压机用于向所述储气容器充气。
40、本发明的实施例具有如下优点:
41、采用本申请提供的进料控制方法能够通过实时监测气流磨的工作状态,以获取第一目标参数,进而可将第一目标参数和表征为气流磨处于满载时的工作状态的第二目标参数对比,如该第一目标参数和第二目标参数可为气流磨内的气固比、气流磨的运行电流或者进料量和出料量的比值等,以判定气流磨当前的工作状态是否为满负荷,如未达到满负荷,则可根据实际情况进行增减进料频率,直至第一目标参数符合第二目标参数的标准;因此,本申请能够实时监测、调节气流磨的运行状态,以使气流磨保持处在满载状态。
42、此外,本发明还涉及一种气磨粉碎系统,由于上述进料控制方法具有上述技术效果,因此包括该进料控制方法的气磨粉碎系统应当具有相同的技术效果,在此不再赘述。
43、为使本发明的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
1.一种进料控制方法,应用于气流磨,其特征在于,包括:
2.根据权利要求1所述的进料控制方法,其特征在于,所述第一目标参数包括:
3.根据权利要求2所述的进料控制方法,其特征在于,所述获取第一目标参数和第二目标参数,包括:
4.根据权利要求2或3所述的进料控制方法,其特征在于,所述多个预设控制进料策略,包括:
5.根据权利要求4所述的进料控制方法,其特征在于,若所述不饱和进料策略为目标控制进料策略的情况下,所述按照所述目标控制策略控制所述气流磨运行,包括:
6.一种气磨粉碎系统,其特征在于,包括:
7.根据权利要求6所述的气磨粉碎系统,其特征在于,所述气流磨具有分级机;
8.根据权利要求6或7所述的气磨粉碎系统,其特征在于,所述气流磨还具有进料机构,所述进料机构包括绞龙输送机;
9.根据权利要求8所述的气磨粉碎系统,其特征在于,所述进料机构包括:
10.根据权利要求6所述的气磨粉碎系统,其特征在于,所述气磨粉碎系统还包括气源,所述气源用于向所述气流磨的进气口输送压缩气体;
技术总结
本发明提供一种进料控制方法及气磨粉碎系统,应用于气流磨,该进料控制方法包括:获取第一目标参数和第二目标参数;第一目标参数表征气流磨的实时运行状态,第二目标参数表征气流磨的满负荷运行状态;将第一目标参数和第二目标参数比对,并根据对比结果信息,在多个预设控制进料策略中确定目标控制进料策略;多个预设控制进料策略包括气流磨的多个进料频率的优先级;按照目标控制策略控制所述气流磨运行,使得第一目标参数满足所述第二目标参数的标准。本申请能够通过监测气流磨的工作状态,以获取第一目标参数,进而可将第一目标参数和第二目标参数对比,以判定气流磨当前的工作状态是否为满负荷,则可根据实际情况进行增减进料频率。
技术研发人员:李文龙,郭伟,张兴祖,张佳奇,宋卓勇
受保护的技术使用者:广东聚芯半导体材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!