一种番茄酱桶桶身用彩涂板的生产工艺的制作方法
本发明涉及一种番茄酱桶桶身用彩涂板的生产工艺。
背景技术:
1、中国番茄酱的主要生产基地每年酱桶用冷轧板的需求量约在3.5万吨,其中酱桶桶身需求在2.5万吨左右。传统的桶身加工流程为冷轧板开卷-冲压成型-清洗-磷化处理-涂料喷涂-烘干,在此过程中清洗、磷化处理及涂料喷涂均会有大量危废产物产生,对环境带来不利因素。发明团队对现有番茄酱桶桶身加工流程对比分析,摒弃原使用冷轧板作为加工桶身基材的工艺,改为使用彩涂板作为酱桶桶身的基材,并根据桶身冲压成型时使用下开卷方式的特点,制定了相应的彩涂涂料配方选择、彩涂板涂覆方式、涂层膜厚控制及烘烤方式的调整,得到了一整套番茄酱酱桶桶身用彩涂板的生产工艺。在检索文献里,目前桶身的加工都是用冷轧板做基材的基础上在冲压方法、磨具上及后期涂料喷涂质量上入手,还没有直接用彩涂板做酱桶桶身基材的先例。
技术实现思路
1、本发明的目的在于提供一种番茄酱桶桶身用彩涂板的生产工艺,是在保证桶身性能的基础上,直接改用彩涂板做桶身基材后对应的彩涂板的生产工艺开发研究,降低生产成本,并避免了在此过程中产生的危废产物。
2、本发明采用的技术方案是,一种番茄酱桶桶身用彩涂板的生产工艺,具体如下:彩涂涂料配方的调整,常规彩涂涂料底漆为环氧底漆、面漆为聚酯面漆,下表面面漆为环氧背面漆或改性环氧背面漆,此发明为适应桶身生产线的生产工艺涂料调整为高分子树脂聚酯面漆,彩涂工艺参数设计:按番茄酱桶桶身加工过程及彩板使用要求,彩涂涂覆工艺设计主要包括彩涂前处理槽液控制工艺、涂覆工艺、彩涂固化炉烘烤工艺,经过反复对比及实践后,得到优化、合理的关键工艺设计参数:
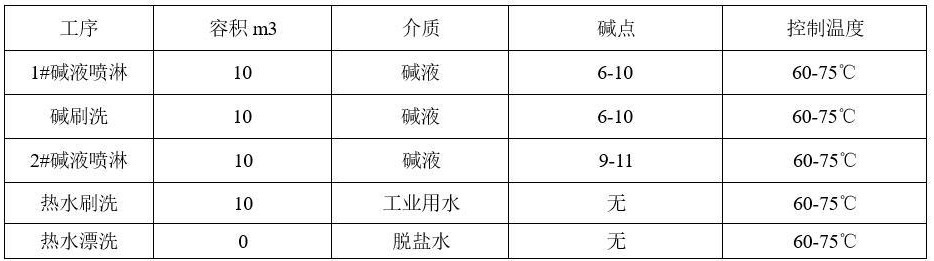
3、彩涂前处理槽液工艺设计:
4、;
5、涂覆工艺设计:
6、1) 涂覆方式:1/2,初涂背面投用,涂淡黄底漆,精涂涂覆上下表面均投用,采用逆涂方式。
7、2) 涂层膜厚和涂料上机粘度:
8、背面底漆:干膜 4±1µm; 粘度:30±2秒 采用环氧淡黄底漆
9、正面漆: 干膜 4±1µm; 粘度:35±2秒 采用冷基彩涂专用涂料酞青中蓝面漆
10、背面漆: 干膜6-9µm; 粘度:55±2秒 采用冷基彩涂专用涂料酞青中蓝面漆
11、3) 涂装工艺要求,机组速度根据基板规格设定:工艺段速度40-50米/分钟
12、涂覆辊辊速比:
13、背面底漆:涂料辊:汲料辊=1.3: 0.4
14、面涂正面 涂料辊:汲料辊=1.3: 0.5 辊间压力:1100kn±100
15、面涂背面 涂料辊:汲料辊=1.6: 0.6 辊间压力:1000kn±100
16、彩涂固化炉烘烤工艺设计:
17、;
18、与发明相关的核心因素分析:
19、原桶身加工工艺是选用冷轧板作为基材,加工成型后再喷涂涂料,现改用彩涂板作为基材,直接在冷轧板上涂覆涂料后再加工成型。鉴于桶厂加工工艺限制,要求下表面作为桶身正面,彩涂生产工艺由原基板使用镀锌板改为冷轧板涂覆,为保证桶身板的平直度,冷轧板要求经过平整及重卷工序,并且彩涂涂覆工艺由上表面底漆加面漆,下表面单涂面漆改为上表面涂一层面漆,下表面涂二层(底漆加面漆)。
20、为保证基板改变后,彩涂涂层性能符合桶身加工性能,涂料配方选择为此工艺实现第一步;第二步冷基彩涂板相对于镀锌彩涂板,表面附着的防锈油变为残留的平整液及带钢表面热处理后的碳灰,通过调整彩涂前处理的碱液浓度、刷辊投用方式及漂洗水更换频次,实现彩涂前基板的清洁度。第三步,调整彩涂膜厚控制方式,涂覆方式由2/1变更为1/2,下表面涂层膜厚由单涂3-5µm调整为涂二层:底漆3-5µm加面漆6-9µm,总膜厚大于9µm。为保证桶身的美观及亮度,相应的对涂料配方进行调整,漆面光泽由原来大于16调高到大于80.通过以上三步的实施,冷轧板作为彩涂基板用于番茄酱桶桶身的研发工作才能真正实现。
21、发明效果:通过涂料配方、涂覆工艺、烘烤工艺调整,酱桶桶身用彩涂板涂层性能稳定,满足了用户的需求。
22、。
23、此酱桶桶身用彩涂板生产工艺的设计,省去了酱桶生产线清洗-磷化处理-涂料喷涂-烘干的生产过程,从而使桶身生产过程成本降低,提高了此产品在市场中的竞争力。
24、此酱桶桶身用彩涂板生产工艺的设计,由于取消了酱桶生产线清洗-磷化处理-涂料喷涂的生产过程,从而去除了此过程中的危废产生,符合国家环境保护的要求。
25、该发明通过冷轧彩涂机组原有设备,调整生产工艺配方,生产的番茄酱桶桶身原料,可以减少酱桶生产线清洗-磷化处理-涂料喷涂-烘干的生产过程,从而使桶身生产过程成本降低。并且从而去除了桶身加工过程中的危废产生,符合国家环境保护的要求。可以在彩涂机组及制桶生产线推广。
26、实施方式
27、一种番茄酱桶桶身用彩涂板的生产工艺,具体如下:彩涂涂料配方的调整,常规彩涂涂料底漆为环氧底漆、面漆为聚酯面漆,下表面面漆为环氧背面漆或改性环氧背面漆,此发明为适应桶身生产线的生产工艺涂料调整为高分子树脂聚酯面漆,彩涂工艺参数设计:按番茄酱桶桶身加工过程及彩板使用要求,彩涂涂覆工艺设计主要包括彩涂前处理槽液控制工艺、涂覆工艺、彩涂固化炉烘烤工艺,经过反复对比及实践后,得到优化、合理的关键工艺设计参数:
28、彩涂前处理槽液工艺设计:
29、。
30、涂覆工艺设计:
31、1) 涂覆方式:1/2,初涂背面投用,涂淡黄底漆,精涂涂覆上下表面均投用,采用逆涂方式。
32、2) 涂层膜厚和涂料上机粘度:
33、背面底漆:干膜 4±1µm; 粘度:30±2秒 采用环氧淡黄底漆
34、正面漆: 干膜 4±1µm; 粘度:35±2秒 采用冷基彩涂专用涂料酞青中蓝面漆
35、背面漆: 干膜6-9µm; 粘度:55±2秒 采用冷基彩涂专用涂料酞青中蓝面漆
36、3) 涂装工艺要求,机组速度根据基板规格设定:工艺段速度40-50米/分钟
37、涂覆辊辊速比:
38、背面底漆:涂料辊:汲料辊=1.3: 0.4
39、面涂正面 涂料辊:汲料辊=1.3: 0.5 辊间压力:1100kn±100
40、面涂背面 涂料辊:汲料辊=1.6: 0.6 辊间压力:1000kn±100
41、彩涂固化炉烘烤工艺设计:
42、。
技术特征:
1.一种番茄酱桶桶身用彩涂板的生产工艺,其特征在于具体如下:彩涂涂料配方的调整,常规彩涂涂料底漆为环氧底漆、面漆为聚酯面漆,下表面面漆为环氧背面漆或改性环氧背面漆,此发明为适应桶身生产线的生产工艺涂料调整为高分子树脂聚酯面漆,彩涂工艺参数设计:按番茄酱桶桶身加工过程及彩板使用要求,彩涂涂覆工艺设计主要包括彩涂前处理槽液控制工艺、涂覆工艺、彩涂固化炉烘烤工艺,经过反复对比及实践后,得到优化、合理的关键工艺设计参数:
技术总结
本发明公开了一种番茄酱桶桶身用彩涂板的生产工艺,工艺涂料调整为高分子树脂聚酯面漆,彩涂工艺参数设计:涂覆方式:1/2,初涂背面投用,涂淡黄底漆,精涂涂覆上下表面均投用,采用逆涂方式。涂层膜厚和涂料上机粘度:背面底漆:干膜4±1µm;粘度:30±2秒,采用环氧淡黄底漆,正面漆:干膜4±1µm;粘度:35±2秒,采用冷基彩涂专用涂料酞青中蓝面漆,背面漆:干膜6‑9µm;粘度:55±2秒,采用冷基彩涂专用涂料酞青中蓝面漆;涂装工艺要求,机组速度根据基板规格设定:工艺段速度40‑50米/分钟。
技术研发人员:杨付海,符新涛,徐建生
受保护的技术使用者:新疆八一钢铁股份有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!