汽车车身的涂装线体和汽车车身的涂装方法与流程
本发明涉及汽车涂装,尤其涉及汽车车身的涂装线体和汽车车身的涂装方法。
背景技术:
1、在原行业使用方案为双色车先喷涂主色,之后在主线精饰区进行返修,前盖侧围后盖板增加内外遮蔽膜,再次进线喷涂,然后第二次经过精饰,把遮蔽膜撕下,进行返修后出车;其主要的弊端在于:1.双色车粘贴遮蔽膜,撕下遮蔽膜都需要消耗大量工时,在生产峰值情况下会影响正常生产节拍;2.两次都从主线通过,其中双色只用喷涂部分区域,占用主线的能耗成本高。
技术实现思路
1、本发明的主要目的是提出一种汽车车身的涂装线体和汽车车身的涂装方法,旨在解决现有的汽车车身的涂装方法在负载饱和时,存在影响正常生产节拍的问题。
2、为实现上述目的,本发明提出的一种汽车车身的涂装线体,其中所述汽车车身的涂装线体包括:
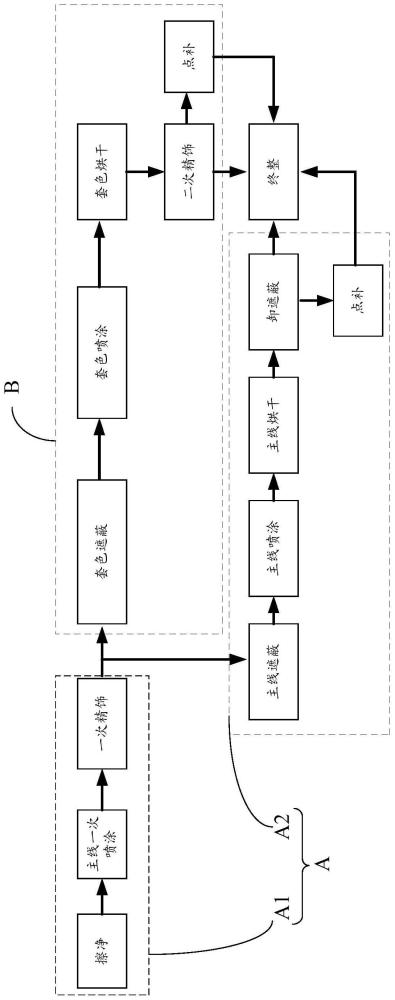
3、主线体,所述主线体包括第一主线体和第二主线体,所述第一主线体上依次设置有主线一次喷涂工位和一次精饰工位,所述第二主线体上依次设置有主线遮蔽工位和主线二次喷涂工位;
4、套色线体,与所述第二主线体并联设置,所述套色线体上依次设置有套色遮蔽工位和套色喷涂工位;以及,
5、输送机构,包括第一输送机构和第二输送机构,所述第一输送机构用于将处于所述一次精饰工位处的车辆输送至所述主线遮蔽工位,并将完成主线遮蔽工序后的车辆输送至所述主线二次喷涂工位,所述第二输送机构用于将处于所述一次精饰工位处的车辆输送至所述套色遮蔽工位,并将完成套色遮蔽工序后的车辆输送至所述套色喷涂工位。
6、可选地,所述第一主线体包括第一喷涂装置,所述第一喷涂装置用于对处于所述主线一次喷涂工位的车辆喷涂;
7、所述套色线体包括第二喷涂装置,所述第二喷涂装置用于对处于所述套色喷涂工位的车辆喷涂。
8、可选地,所述第二喷涂装置包括干式喷房。
9、可选地,所述汽车车身的涂装线体的总长度为l,其中,60m≤l≤70m。
10、可选地,所述第二主线体还包括主线烘干工位,所述第一输送机构还用于将完成主线二次喷涂工序的车辆输送至所述主线烘干工位;和/或,
11、所述套色线体还包括套色烘干工位,所述第二输送机构还用于将完成套色喷涂工序的车辆输送至所述套色烘干工位。
12、可选地,所述第二主线体还包括第一烘干装置,所述第一烘干装置用于对位于所述主线烘干工位的车辆烘干;
13、所述套色线体还包括第二烘干装置,所述第二烘干装置用于对位于所述套色烘干工位的车辆烘干。
14、可选地,所述第二主线体上还设有卸遮蔽工位,所述第一输送机构还用于将完成主线烘干工序的车辆输送至所述卸遮蔽工位;和/或,
15、所述套色线体上还设有二次精饰工位,所述第二输送机构还用于将完成套色烘干工序的车辆输送至所述二次精饰工位。
16、本发明还提供一种汽车车身的涂装方法,基于上述的汽车车身的涂装线体实现,汽车车身的涂装方法包括以下步骤:
17、在当下主线体的负荷不饱和时,经第一主线体后的车辆均经第二主线体实现涂装工艺;
18、在当下主线体的负荷饱和时,经第一主线体后的部分车辆经第二主线体实现涂装工艺,另一部分待套色车辆经套色线体实现套色涂装工艺。
19、可选地,在当下主线体的负荷饱和时,经第一主线体后的部分车辆经第二主线体实现涂装工艺,另一部分待套色车辆经套色线体实现套色涂装工艺的步骤中,
20、在开启套色线体,且当下主线体的负荷饱和时,所有待套色车辆均经套色线体实现套色涂装工艺。
21、可选地,在当下主线体的负荷饱和时,经第一主线体后的部分车辆经第二主线体实现涂装工艺,另一部分待套色车辆经套色线体实现套色涂装工艺的步骤中,
22、在开启套色线体,且当下主线体的负荷不饱和时,关闭套色线体,所有待套色车辆均经第二主线体实现套色涂装工艺。
23、本发明提供的技术方案中,汽车车身的涂装线体包括主线体和套色线体,所述主线体包括第一主线体和第二主线体,所述套色线体与所述第二主线体并联设置,即车辆经所述第一主线体后,可以进入至第二主线体,或者是进入到所述套色线体,在所述第一主线体上依次设置有主线一次喷涂工位和一次精饰工位,所述第二主线体上依次设置有主线遮蔽工位和主线二次喷涂工位;所述套色线体上依次设置有套色遮蔽工位和套色喷涂工位。在当下主线体的负荷不饱和时,可将完成一次精饰工序的车辆均依次输送至主线遮蔽工位和主线二次喷涂工位,此时套色车可以在所述主线二次喷涂工位实现套色喷涂工艺,不会影响整体生产的节拍;在当下主线体的负荷饱和时,说明车辆在所述一次精饰工位处会存在等待滞留,可将完成一次精饰工序的只需纯色涂装的部分车辆依次输送至主线遮蔽工位和主线二次喷涂工位,并将完成一次精饰工序的另一部分需要套色涂装的车辆依次输送至套色遮蔽工位和套色喷涂工位,进行套色工艺,不会影响所述主线体的正常过车,以解决现有的汽车车身的涂装方法在负载饱和时,存在影响正常生产节拍的问题。
技术特征:
1.一种汽车车身的涂装线体,其特征在于,包括:
2.如权利要求1所述的汽车车身的涂装线体,其特征在于,所述第一主线体包括第一喷涂装置,所述第一喷涂装置用于对处于所述主线一次喷涂工位的车辆喷涂;
3.如权利要求2所述的汽车车身的涂装线体,其特征在于,所述第二喷涂装置包括干式喷房。
4.如权利要求1所述的汽车车身的涂装线体,其特征在于,所述汽车车身的涂装线体的总长度为l,其中,60m≤l≤70m。
5.如权利要求1所述的汽车车身的涂装线体,其特征在于,所述第二主线体还包括主线烘干工位,所述第一输送机构还用于将完成主线二次喷涂工序的车辆输送至所述主线烘干工位;和/或,
6.如权利要求5所述的汽车车身的涂装线体,其特征在于,所述第二主线体还包括第一烘干装置,所述第一烘干装置用于对位于所述主线烘干工位的车辆烘干;
7.如权利要求5所述的汽车车身的涂装线体,其特征在于,所述第二主线体上还设有卸遮蔽工位,所述第一输送机构还用于将完成主线烘干工序的车辆输送至所述卸遮蔽工位;和/或,
8.一种汽车车身的涂装方法,基于如权利要求1至7任意一项所述的汽车车身的涂装线体实现,其特征在于,汽车车身的涂装方法包括以下步骤:
9.如权利要求8所述的汽车车身的涂装方法,其特征在于,在当下主线体的负荷饱和时,经第一主线体后的部分车辆经第二主线体实现涂装工艺,另一部分待套色车辆经套色线体实现套色涂装工艺的步骤中,
10.如权利要求8所述的汽车车身的涂装方法,其特征在于,在当下主线体的负荷饱和时,经第一主线体后的部分车辆经第二主线体实现涂装工艺,另一部分待套色车辆经套色线体实现套色涂装工艺的步骤中,
技术总结
本发明公开一种汽车车身的涂装线体和汽车车身的涂装方法,汽车车身的涂装线体包括主线体和套色线体,主线体包括第一主线体和第二主线体,套色线体与第二主线体并联设置,即车辆经第一主线体后,可以进入至第二主线体,或者是进入到套色线体,在当下主线体的负荷不饱和时,可将完成一次精饰工序的车辆均依次输送至第二主线体,此时套色车可以在主线二次喷涂工位实现套色喷涂工艺;在当下主线体的负荷饱和时,可将完成一次精饰工序的部分车辆依次输送至第二主线体,并将完成一次精饰工序的另一部分待套色涂装的车辆输送至套色线体,不会影响主线体的正常过车,以解决现有的汽车车身的涂装方法在负载饱和时,存在影响正常生产节拍的问题。
技术研发人员:周子奇,郑永帅
受保护的技术使用者:岚图汽车科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!