大构件涂装生产线及大构件涂装工艺方法与流程
本发明涉及涂装工艺,特别是涉及一种大构件涂装生产线及大构件涂装工艺方法。
背景技术:
1、工程机械产品大多处于室外作业,施工环境差、工况恶劣,设备使用过程中发生锈蚀的概率较大,因此对涂层的防腐和装饰性能要求均较高。而工程机械产品一般包括许多体积较大的大结构件,有的长度可达几十米,重量可达上百吨,需配置大吨位行车才能搬动。请参照图1,目前,对于工程机械产品,通常将工程机械构件91搁置在工装托架93上,并采用人工方式对进行涂装。然而,这种作业方式会产生较大污染,对周围环境的污染较大,工人作业环境极为恶劣,漆膜质量与环保也难以控制。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种大构件涂装生产线及大构件涂装工艺方法,能够降低对环境的污染,提高工人作业环境,并能保证涂装效果。
2、本发明提供一种大构件涂装生产线,包括前处理设备房、第一油漆喷烘房、刮腻子及打磨房、第二油漆喷烘房、废气处理设备和输送设备,所述前处理设备房用于对待涂装的工件进行前处理,所述第一油漆喷烘房用于对前处理后的工件喷底漆和底漆烘干,所述刮腻子及打磨房用于对喷面漆后的工件进行刮腻子和打磨处理,所述第二油漆喷烘房用于对工件喷面漆和面漆烘干,所述废气处理设备用于对喷底漆、喷面漆及刮腻子和打磨过程中产生的废气进行处理,所述输送设备用于将工件在所述前处理设备房、所述第一油漆喷烘房、所述刮腻子及打磨房、所述第二油漆喷烘房之间进行转移。
3、可选地,所述前处理设备房包括第一室体、支撑组件、喷砂机器人和喷砂设备,所述第一室体用于放置工件,所述支撑组件和所述喷砂机器人和所述喷砂设备设于所述第一室体内,所述喷砂机器人设于所述支撑组件,且所述喷砂机器人可由所述支撑组件带动沿两两相互垂直的第一方向、第二方向和第三方向移动,所述喷砂机器人用于夹持所述喷砂设备,所述喷砂机器人为六轴机器人。
4、可选地,所述第一室体顶部设有进风口,以允许空气进入,所述第一室体内为微负压。
5、可选地,所述第一室体包括主开门,所述前处理设备房内还设有控制模块、用于开闭所述主开门的第一开关和用于开启所述喷砂设备的第二开关,所述控制模块用于在所述第一开关控制所述主开门开启时控制所述第二开关自动关闭所述喷砂设备。
6、可选地,所述第一室体内还设有回收装置,所述回收装置包括刮板、皮带回收机构、接砂漏斗、回收槽、提升装置和料箱;所述第一室体的地面上设有位于喷砂设备下方的所述接砂漏斗,所述接砂漏斗用于接收喷砂时掉落的丸料;所述刮板用于将所述接砂漏斗内的丸料推送至所述接砂漏斗的第一端,所述接砂漏斗的所述第一端的下方设有所述皮带回收机构,所述刮板用于将丸料推送至所述接砂漏斗的所述第一端时丸料掉落在所述皮带回收机构上;所述皮带回收机构的两端分别延伸至所述接砂漏斗的所述第一端和所述回收槽,所述皮带回收机构的皮带往复运转将皮带上的丸料转移至所述回收槽;所述提升装置的底部位于所述回收槽内,所述提升装置用于将所述回收槽内的丸料提升,所述料箱用于接收所述提升装置运转的丸料,所述料箱连接于所述喷砂设备,以给所述喷砂设备供料。
7、可选地,所述第一油漆喷烘房和所述第二油漆喷烘房由通风装置通风,所述通风装置包括连通于所述第一油漆喷烘房的进风口的第一新风装置、连通于所述第二油漆喷烘房的进风口的第二新风装置、连通于所述第一油漆喷烘房的第一排风口的第一排风装置和连通于所述第二油漆喷烘房的第一排风口的第二排风装置;所述第一新风装置用于所述在第一油漆喷烘房内喷漆时给所述第一油漆喷烘房供风,所述第二新风装置用于在所述第二油漆喷烘房内喷漆时给所述第二油漆喷烘房供风,所述第一排风装置用于在所述第一油漆喷烘房内喷漆时对所述第一油漆喷烘房排风,所述第二排风装置用于在所述第二油漆喷烘房内喷漆时给所述第二油漆喷烘房排风。
8、可选地,所述所述第一油漆喷烘房和所述第二油漆喷烘房的第二排风口分别连接有第三排风装置和第四排风装置,所述第三排风装置和所述第四排风装置均包括废气排风机;所述第三排风装置用于在所述第一油漆喷烘房内烘干时对所述第一油漆喷烘房排风,且所述第一新风装置和所述第一排风装置关闭;所述第四排风装置用于在所述第二油漆喷烘房内烘干时给所述第二油漆喷烘房排风,且所述第二新风装置和所述第二排风装置关闭。
9、可选地,所述第一油漆喷烘房和所述第二油漆喷烘房的所述第一排风口连通于同一个所述废气处理设备,且所述第一排风装置和所述第二排风装置交替工作。
10、本发明还提供一种大构件涂装工艺方法,采用上述大构件涂装生产线进行涂装,其特征在于,所述大构件涂装工艺方法包括:
11、将工件放置于所述输送设备上,所述输送设备行走将工件运送至所述前处理设备房内,并在所述前处理设备房内对工件进行前处理;
12、所述输送设备将前处理完毕后的工件运送至所述第一油漆喷烘房内,并对工件喷底漆,在喷底漆后对底漆进行烘干,在喷底漆的过程中所述废气处理设备对所述第一油漆喷烘房的排风进行处理后排放;
13、所述输送设备将喷底漆并烘干后的工件运送至所述刮腻子及打磨房内,并对工件进行刮腻子和打磨,在刮腻子和打磨的过程中所述废气处理设备对所述刮腻子及打磨房的排风进行处理后排放;
14、所述输送设备将工件从所述刮腻子及打磨房运送至所述第二油漆喷烘房,并对工件喷面漆,在喷面漆后对面漆进行烘干,在喷面漆的过程中所述废气处理设备对所述第二油漆喷烘房的排风进行处理后排放。
15、可选地,所述第一油漆喷烘房和所述第二油漆喷烘房的排风由同一所述废气处理设备处理,且所述第一油漆喷烘房内喷底漆的同时所述第二油漆喷烘房内进行对面漆烘干的操作,所述第二油漆喷烘房内喷面漆的同时所述第一油漆喷烘房内进行对底漆烘干的操作。
16、本发明实施例提供的大构件涂装生产线及大构件涂装工艺方法中,将涂装过程中的多个工序分布布置在不同的独立房间内,可在独立房间分别设置专业设备对工件进行相应的自动化的处理,避免了人工涂装,避免工人在污染环境下工作,也能够避免涂装过程中产生的污染随意进入到环境中,更为环保;并且,输送设备能够方便地使工件在各独立房间之间转运;另外,在底漆和面漆涂装过程中,采用喷烘一体方案,降低了产线投入面积。
技术特征:
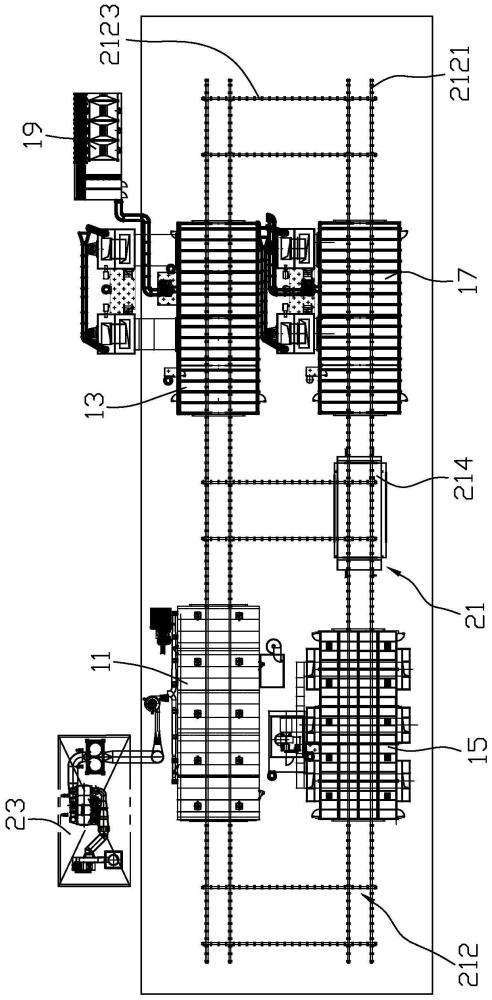
1.一种大构件涂装生产线,其特征在于,包括前处理设备房(11)、第一油漆喷烘房(13)、刮腻子及打磨房(15)、第二油漆喷烘房(17)、废气处理设备(19)和输送设备(21),所述前处理设备房(11)用于对待涂装的工件进行前处理,所述第一油漆喷烘房(13)用于对前处理后的工件喷底漆和底漆烘干,所述刮腻子及打磨房(15)用于对喷面漆后的工件进行刮腻子和打磨处理,所述第二油漆喷烘房(17)用于对工件喷面漆和面漆烘干,所述废气处理设备(19)用于对喷底漆、喷面漆及刮腻子和打磨过程中产生的废气进行处理,所述输送设备(21)用于将工件在所述前处理设备房(11)、所述第一油漆喷烘房(13)、所述刮腻子及打磨房(15)、所述第二油漆喷烘房(17)之间进行转移。
2.如权利要求1所述的大构件涂装生产线,其特征在于,所述前处理设备房(11)包括第一室体(111)、支撑组件(113)、喷砂机器人(115)和喷砂设备,所述第一室体(111)用于放置工件,所述支撑组件(113)和所述喷砂机器人(115)和所述喷砂设备设于所述第一室体(111)内,所述喷砂机器人(115)设于所述支撑组件(113),且所述喷砂机器人(115)可由所述支撑组件(113)带动沿两两相互垂直的第一方向、第二方向和第三方向移动,所述喷砂机器人(115)用于夹持所述喷砂设备,所述喷砂机器人(115)为六轴机器人。
3.如权利要求2所述的大构件涂装生产线,其特征在于,所述第一室体(111)顶部设有进风口(1111),以允许空气进入,所述第一室体(111)内为微负压。
4.如权利要求2所述的大构件涂装生产线,其特征在于,所述第一室体(111)包括主开门(1113),所述前处理设备房(11)内还设有控制模块、用于开闭所述主开门(1113)的第一开关和用于开启所述喷砂设备的第二开关,所述控制模块用于在所述第一开关控制所述主开门(1113)开启时控制所述第二开关自动关闭所述喷砂设备。
5.如权利要求2所述的大构件涂装生产线,其特征在于,所述第一室体(111)内还设有回收装置,所述回收装置包括刮板(1151)、皮带回收机构(1153)、接砂漏斗(1155)、回收槽(1157)、提升装置(1159)和料箱(1161);所述第一室体(111)的地面上设有位于喷砂设备下方的所述接砂漏斗(1155),所述接砂漏斗(1155)用于接收喷砂时掉落的丸料;所述刮板(1151)用于将所述接砂漏斗(1155)内的丸料推送至所述接砂漏斗(1155)的第一端,所述接砂漏斗(1155)的所述第一端的下方设有所述皮带回收机构(1153),所述刮板(1151)用于将丸料推送至所述接砂漏斗(1155)的所述第一端时丸料掉落在所述皮带回收机构(1153)上;所述皮带回收机构(1153)的两端分别延伸至所述接砂漏斗(1155)的所述第一端和所述回收槽(1157),所述皮带回收机构(1153)的皮带往复运转将皮带上的丸料转移至所述回收槽(1157);所述提升装置(1159)的底部位于所述回收槽(1157)内,所述提升装置(1159)用于将所述回收槽(1157)内的丸料提升,所述料箱(1161)用于接收所述提升装置(1159)运转的丸料,所述料箱(1161)连接于所述喷砂设备,以给所述喷砂设备供料。
6.如权利要求1所述的大构件涂装生产线,其特征在于,所述第一油漆喷烘房(13)和所述第二油漆喷烘房(17)由通风装置通风,所述通风装置包括连通于所述第一油漆喷烘房(13)的进风口的第一新风装置、连通于所述第二油漆喷烘房(17)的进风口的第二新风装置、连通于所述第一油漆喷烘房(13)的第一排风口的第一排风装置和连通于所述第二油漆喷烘房(17)的第一排风口的第二排风装置;所述第一新风装置用于所述在第一油漆喷烘房(13)内喷漆时给所述第一油漆喷烘房(13)供风,所述第二新风装置用于在所述第二油漆喷烘房(17)内喷漆时给所述第二油漆喷烘房(17)供风,所述第一排风装置用于在所述第一油漆喷烘房(13)内喷漆时对所述第一油漆喷烘房(13)排风,所述第二排风装置用于在所述第二油漆喷烘房(17)内喷漆时给所述第二油漆喷烘房(17)排风。
7.如权利要求6所述的大构件涂装生产线,其特征在于,所述所述第一油漆喷烘房(13)和所述第二油漆喷烘房(17)的第二排风口分别连接有第三排风装置和第四排风装置,所述第三排风装置和所述第四排风装置均包括废气排风机;所述第三排风装置用于在所述第一油漆喷烘房(13)内烘干时对所述第一油漆喷烘房(13)排风,且所述第一新风装置和所述第一排风装置关闭;所述第四排风装置用于在所述第二油漆喷烘房(17)内烘干时给所述第二油漆喷烘房(17)排风,且所述第二新风装置和所述第二排风装置关闭。
8.如权利要求6所述的大构件涂装生产线,其特征在于,所述第一油漆喷烘房(13)和所述第二油漆喷烘房(17)的所述第一排风口连通于同一个所述废气处理设备(19),且所述第一排风装置和所述第二排风装置交替工作。
9.一种大构件涂装工艺方法,采用如权利要求1-8任意一项所述的大构件涂装生产线进行涂装,其特征在于,所述大构件涂装工艺方法包括:
10.如权利要求9所述的大构件涂装工艺方法,其特征在于,所述第一油漆喷烘房(13)和所述第二油漆喷烘房(17)的排风由同一所述废气处理设备(19)处理,且所述第一油漆喷烘房(13)内喷底漆的同时所述第二油漆喷烘房(17)内进行对面漆烘干的操作,所述第二油漆喷烘房(17)内喷面漆的同时所述第一油漆喷烘房(13)内进行对底漆烘干的操作。
技术总结
一种大构件涂装生产线及大构件涂装工艺方法,属于涂装工艺技术领域,该大构件涂装生产线包括前处理设备房、第一油漆喷烘房、刮腻子及打磨房、第二油漆喷烘房、废气处理设备和输送设备,前处理设备房、第一油漆喷烘房、刮腻子及打磨房、第二油漆喷烘房内分别对工件进行前处理、喷底漆、底漆烘干、刮腻子及打磨、喷面漆和面漆烘干,废气处理设备用于处理废气,输送设备用于转移工件。该大构件涂装生产线及大构件涂装工艺方法中,可对工件进行相自动化的处理,避免了人工涂装,避免工人在污染环境下工作,也能够避免污染环境;输送设备能够方便地使工件在各独立房间之间转运;在底漆和面漆涂装过程中,采用喷烘一体方案,降低了产线投入面积。
技术研发人员:李海微,高哲婷,李小平,徐林,崔楷华
受保护的技术使用者:上海中联重科桩工机械有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!