一种辊涂机刮液器的制作方法
本发明涉及辊涂机,尤其涉及一种辊涂机刮液器。
背景技术:
1、连续热镀锌机组的辊涂机在生产使用过程中,可以采用顺涂或者逆涂两种方式。逆涂方式时由于辊涂机的涂辊逆着带钢运行,其转速相对较慢,但涂辊辊面磨损较快,磨损后的辊面易出现色泽不均的钝化质量缺陷,辊子使用时间短,换辊频次大,正常情况下一般都采用顺涂方式。
2、但是,顺涂方式时为保证膜厚达标,辊涂机涂辊的转速必须大于机组带钢运行的速度,这样便存在蘸液辊带液量大,甩液严重,最终造成液体飞溅甩出接液盘影响环境,如果甩到运行的带钢上还会产生钝化斑缺陷影响质量。因此,如何避免甩液成为当下亟需解决的技术问题。
技术实现思路
1、本发明目的在于提供一种辊涂机刮液器,该刮液器使用安全、方便,消除了人工处理钝化斑质量缺陷,避免了大量的钝化斑质量缺陷废次品。
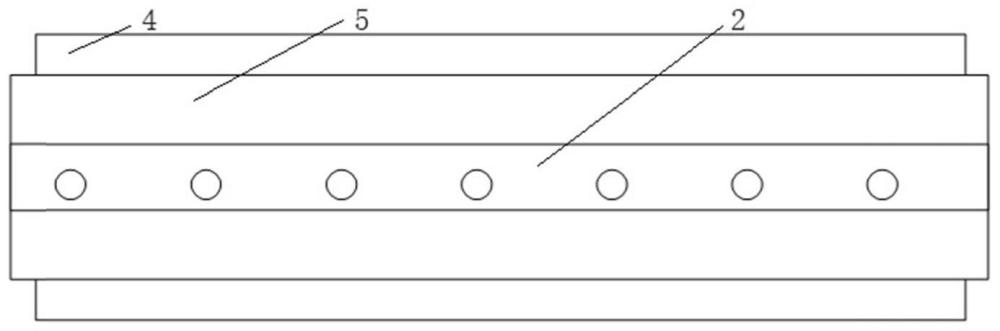
2、为实现上述目的,本发明提供一种辊涂机刮液器,所述刮液器包括:第一钢板、第二钢板、钢管、刮板;
3、其中,所述钢管、所述第一钢板、所述刮板、所述第二钢板依次连接;在所述第一钢板、所述刮板、所述第二钢板表面的相应位置上均设置多个孔洞,用于固定所述刮板、所述第二钢板和所述第一钢板;所述刮板、所述第一钢板、所述第二钢板的宽度依次减小;所述刮板与辊涂机的蘸液辊接触。
4、本发明的技术效果和优点:
5、本发明提供一种辊涂机刮液器,所述刮液器包括:第一钢板、第二钢板、钢管、刮板;其中,所述钢管、所述第一钢板、所述刮板、所述第二钢板依次连接;在所述第一钢板、所述刮板、所述第二钢板表面的相应位置上均设置多个孔洞,用于固定所述刮板、所述第二钢板和所述第一钢板;所述刮板、所述第一钢板、所述第二钢板的宽度依次减小;所述刮板与辊涂机的蘸液辊接触。
6、该刮液器使用起来安全、方便,其主要目的是防止辊涂机在顺涂模式下,蘸液辊和涂辊高速运行甩液造成钝化斑质量缺陷,减少了废次品量,同时减少钝化液消耗和涂辊损耗,减轻了处理钝化斑质量缺陷大量的人工和人身伤害的安全隐患。
7、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地方从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种辊涂机刮液器,其特征在于,所述刮液器包括:第一钢板(1)、第二钢板(2)、钢管(3)、刮板(4);
2.根据权利要求1所述的刮液器,其特征在于,所述刮液器还包括:一端设有钻孔的角钢(6),用于将所述刮液器安装在辊涂机上。
3.根据权利要求2所述的刮液器,其特征在于,所述刮液器还包括:角度调节部件(7),所述角度调节部件(7)通过角钢(6)上的钻孔将角钢(6)安装在刮液器两端。
4.根据权利要求3所述的刮液器,其特征在于,所述角度调节部件(7)为通过螺杆和钢管焊接形成的丁字形部件。
5.根据权利要求1所述的刮液器,其特征在于,所述刮液器还包括:在所述刮板(4)和所述第二钢板(2)之间设置于第一塑料板(5);
6.根据权利要求1所述的刮液器,其特征在于,利用螺栓和螺母通过孔洞固定所述刮板(4)、所述第二钢板(2)和所述第一钢板(1)。
7.根据权利要求1所述的刮液器,其特征在于,所述刮板(4)为塑料板。
8.根据权利要求1所述的刮液器,其特征在于,所述第一钢板(1)和所述钢管(3)通过焊接的方式连接。
9.根据权利要求1所述的刮液器,其特征在于,所述第一钢板(1)和所述第二钢板(2)的长度相同。
10.根据权利要求1所述的刮液器,其特征在于,所述第一钢板(1)和所述第二钢板(2)的长度均小于所述刮板(4)的长度。
技术总结
本发明公开了一种辊涂机刮液器,所述刮液器包括:第一钢板、第二钢板、钢管、刮板;其中,所述钢管、所述第一钢板、所述刮板、所述第二钢板依次连接;在所述第一钢板、所述刮板、所述第二钢板表面的相应位置上均设置多个孔洞,用于固定所述刮板、所述第二钢板和所述第一钢板;所述刮板、所述第一钢板、所述第二钢板的宽度依次减小;所述刮板与辊涂机的蘸液辊接触。该刮液器使用起来安全、方便,其主要目的是防止辊涂机在顺涂模式下,蘸液辊和涂辊高速运行甩液造成钝化斑质量缺陷,减少了废次品量,同时减少钝化液消耗和涂辊损耗,减轻了处理钝化斑质量缺陷大量的人工和人身伤害的安全隐患。
技术研发人员:李振华,李梁,高超,孙凯
受保护的技术使用者:攀钢集团攀枝花钢钒有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!