一种链条自动浸油生产线及浸油工艺的制作方法
本发明属于链条生产,具体涉及一种链条自动浸油生产线及浸油工艺。
背景技术:
1、链条是一种由若干个环状或条状金属部件依次首尾连接构成的条形结构,用于传动、牵引或固定,链条使用过程中需要弯折,链条的弯折由相邻两个金属环相互转动执行,转动时两个金属环会相互摩擦,由于构成链条的若干个金属环表面摩擦系数较大,相互之间摩擦时,有概率导致链条弯折性能下降,因此在链条生产的过程中,需要引入浸油工艺,降低链条表面的摩擦系数。
2、一般的浸油工艺生产线需要人工将链条放入盛放润滑油的容器中,随后作业人员将链条捞出沥干,完成浸油,此种生产方法自动化程度不足,作业时间较长,需要耗费较大的人工成本,为此,中国专利cn112495883b公开了一种链条生产用环保型浸油装置,包括有:底座和第一支撑杆,底座顶部对称固接有第一支撑杆;存料框,两根第一支撑杆之间连接有存料框,存料框的数量为一个,存料框的形状为正方形;输送机构,底座顶部安装有输送机构;泡油机构,输送机构位于擦水机构下方,底座顶部焊接有泡油机构,泡油机构位于输送机构下方;泡油机构包括有:放油框,底座顶部焊接有放油框,放油框的数量为一个;自捞起机构,用于将浸油完成链条的捞起:其通过设置输送机构、泡油机构和自捞起机构配合,可自动将链条输送至泡油的容器中,并自动捞起链条,完成链条浸油;实际生产过程中,油主要通过均匀附着于链条表面发挥润滑作用,且不能附着过多,因此在浸油后需要捞出沥干并通过离心作用甩干,使得油形成均匀附着于链条表面的油膜,而不同的链条表面积不同,对于表面积更大的链条,需要更充分的浸泡,确保油的附着量,同时表面积更大的链条表面的油膜有更大的概率出现破裂,因此在沥干甩干过程中,链条表面需要更充分的沥干甩干步骤,降低油膜破裂的概率,而上述结构中,其对链条浸油的设备无法获取不同生产批次之间链条表面积的变化,并根据链条表面积的变化调整生产工艺,控制精确程度不足,浸油效果不足,为此,需要一种控制精确性高以保证浸油效果的链条自动浸油生产线及浸油工艺。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种链条自动浸油生产线及浸油工艺,具有控制精确性高,浸油效果好的特点。
2、本发明的目的可以通过以下技术方案实现:
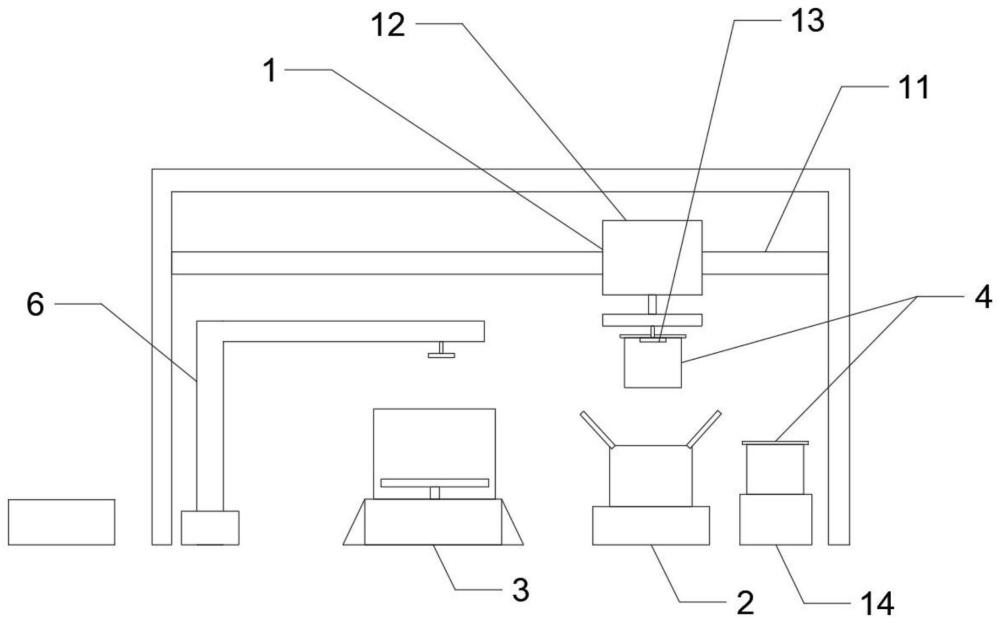
3、一种链条自动浸油生产线,包括自动上料机构、浸泡机构、脱油机构、料桶和控制模块,所述料桶中设有悬挂点,所述悬挂点用于悬挂链条,所述上料机构用于在控制模块指令下将料桶依次放入浸泡机构和脱油机构中,所述控制模块分别与自动上料机构和脱油机构电连接,所述浸泡机构用于对料桶中的链条进行浸油,所述脱油机构用于旋转料桶;
4、所述上料机构中设置有和控制模块电连接的重量传感器和长度测量仪,所述重量传感器用于测量料桶中链条重量并上传至控制模块,所述长度测量仪用于测量料桶中链条长度并上传至控制模块,所述控制模块根据链条重量和链条长度计算链条的面积系数,所述控制模块在面积系数增大时,指令自动上料机构延长将料桶放入浸泡机构的时间
5、作为本发明的一种优选技术方案,所述重量传感器用于测量料桶中链条重量并将重量数据m上传至控制模块,所述长度测量仪用于测量链条长度并上传至控制模块,所述控制模块预先输入有链条材料密度ρ、面积系数参考值s0和浸泡时间参考值t0,所述控制模块计算面积系数s,所述控制模块指令自动上料机构将料桶放入浸泡机构的时间调整为t0×s/s0;
6、其中,s=m/ρ×h。
7、作为本发明的一种优选技术方案,所述料桶中设置有若干悬挂点,若干所述悬挂点分别用于悬挂若干链条。
8、作为本发明的一种优选技术方案,所述脱油机构包括旋转台,所述上料机构用于将料桶放入旋转台上,所述旋转台和控制模块电连接,所述旋转台在控制模块指令下对料桶进行旋转。
9、作为本发明的一种优选技术方案,所述控制模块预先输入有旋转台的标准转速r0和旋转时间t0,所述控制模块指令料桶旋转前获取面积系数s,所述控制模块指令旋转台以r0×s0/s的转速旋转t0×s/s0的时间。
10、作为本发明的一种优选技术方案,所述重量传感器用于测量料桶浸油前重量m0和浸油后重量mj,所述控制模块计算mj-m0的值,所述控制模块计算a1并指令旋转台以r0×s0/s×(1/a1)的转速旋转;
11、其中,a1=1-(mj-m0)/m0。
12、作为本发明的一种优选技术方案,还包括自动下料机构,所述自动下料机构用于从脱油机构取出料桶,并放至下料工位处。
13、作为本发明的一种优选技术方案,所述浸泡机构包括盛有油的油缸和加热模块,所述加热模块设置于油缸中,所述加热模块和控制模块电连接,所述控制模块指令加热模块对油缸进行加热。
14、作为本发明的一种优选技术方案,所述加热模块包括加热油管,所述油缸外设置有电热组件,所述加热油管一部分设置于油缸中,所述加热油管的另一端与电热组件连接,所述加热油管中设置有油泵,所述油泵和电热组件分别与控制模块电连接,所述控制模块用于控制电热组件的功率和加热油泵的功率。
15、本发明还提供一种链条自动浸油工艺,包括下列步骤:
16、步骤一:作业人员将链条放入料桶中的悬挂点;
17、步骤二:上料机构将料桶放入浸泡机构中,在此过程中重量传感器测量链条重量,长度测量仪测量链条长度,并分别将重量数据和长度数据上传至控制模块;
18、步骤三:链条在浸泡机构中进行浸油,控制模块根据重量数据和长度数据计算面积系数,控制模块在面积系数增大时,指令自动上料机构延长将料桶放入浸泡机构的时间;
19、步骤四:自动上料机构将料桶连通浸油完毕的链条取出,放入脱油机构。
20、本发明的有益效果为:
21、(1)通过设置重量传感器测量料桶中链条重量,设置长度测量仪测量料桶中链条长度,并根据重量数据和链条长度计算代表表面积相对大小的面积系数s,并根据面积系数s的增大增加浸泡时间,使得当链条表面积更大,需要的浸泡时间越多时,同步提高浸泡时间,提高了浸泡效果的同时,提高了根据采集的链条数据控制浸泡时间的精确性;
22、(2)通过使控制模块获取面积系数s,并根据面积系数s指令脱油机构的旋转台以r0×s0/s的转速旋转t0×s/s0的时间,完成在链条表面积较大时脱油工序的时间延长,并降低脱油转速,降低油膜破裂的概率,保证浸油效果,同时在链条表面积较小时降低脱油工序的时间,提高转速,保证脱油效率;
23、(3)通过使控制模块测量料桶浸油前重量和浸油后重量,得到附着的油量,并根据附着的油量进一步修正旋转台的转速,在附着油量较多时增加旋转台的转速提高幅度,在附着油量较小时降低旋转台的转速提高幅度,提高了控制精确性的同时,提高了浸油效果。
技术特征:
1.一种链条自动浸油生产线,其特征在于:包括自动上料机构、浸泡机构、脱油机构、料桶和控制模块,所述料桶中设有悬挂点,所述悬挂点用于悬挂链条,所述上料机构用于在控制模块指令下将料桶依次放入浸泡机构和脱油机构中,所述控制模块分别与自动上料机构和脱油机构电连接,所述浸泡机构用于对料桶中的链条进行浸油,所述脱油机构用于旋转料桶;
2.根据权利要求1所述的一种链条自动浸油生产线,其特征在于:所述重量传感器用于测量料桶中链条重量并将重量数据m上传至控制模块,所述长度测量仪用于测量链条长度并上传至控制模块,所述控制模块预先输入有链条材料密度ρ、面积系数参考值s0和浸泡时间参考值t0,所述控制模块计算面积系数s,所述控制模块指令自动上料机构将料桶放入浸泡机构的时间调整为t0×s/s0;
3.根据权利要求2所述的一种链条自动浸油生产线,其特征在于:所述料桶中设置有若干悬挂点,若干所述悬挂点分别用于悬挂若干链条。
4.根据权利要求1所述的一种链条自动浸油生产线,其特征在于:所述脱油机构包括旋转台,所述上料机构用于将料桶放入旋转台上,所述旋转台和控制模块电连接,所述旋转台在控制模块指令下对料桶进行旋转。
5.根据权利要求4所述的一种链条自动浸油生产线,其特征在于:所述控制模块预先输入有旋转台的标准转速r0和旋转时间t0,所述控制模块指令料桶旋转前获取面积系数s,所述控制模块指令旋转台以r0×s0/s的转速旋转t0×s/s0的时间。
6.根据权利要求5所述的一种链条自动浸油生产线,其特征在于:所述重量传感器用于测量料桶浸油前重量m0和浸油后重量mj,所述控制模块计算mj-m0的值,所述控制模块计算a1并指令旋转台以r0×s0/s×(1/a1)的转速旋转;
7.根据权利要求1所述的一种链条自动浸油生产线,其特征在于:还包括自动下料机构,所述自动下料机构用于从脱油机构取出料桶,并放至下料工位处。
8.根据权利要求1所述的一种链条自动浸油生产线,其特征在于:所述浸泡机构包括盛有油的油缸和加热模块,所述加热模块设置于油缸中,所述加热模块和控制模块电连接,所述控制模块指令加热模块对油缸进行加热。
9.根据权利要求8所述的一种链条自动浸油生产线,其特征在于:所述加热模块包括加热油管,所述油缸外设置有电热组件,所述加热油管一部分设置于油缸中,所述加热油管的另一端与电热组件连接,所述加热油管中设置有油泵,所述油泵和电热组件分别与控制模块电连接,所述控制模块用于控制电热组件的功率和加热油泵的功率。
10.一种链条自动浸油工艺,适用于权利要求1~9任意一条所述的链条自动浸油生产线,包括下列步骤:
技术总结
本发明涉及一种链条自动浸油生产线及浸油工艺,属于链条生产技术领域,包括自动上料机构、浸泡机构、脱油机构、料桶和控制模块,所述料桶中设有悬挂点,所述悬挂点用于悬挂链条,所述上料机构用于在控制模块指令下将料桶依次放入浸泡机构和脱油机构中,所述浸泡机构用于对料桶中的链条进行浸油,所述脱油机构用于旋转料桶;所述上料机构中设置有和控制模块电连接的重量传感器和长度测量仪,所述重量传感器用于测量链条重量并上传至控制模块,所述长度测量仪用于测量链条长度并上传至控制模块,所述控制模块根据链条重量和链条长度指令自动上料机构延长将料桶放入浸泡机构的时间;其控制精确性高,浸油效果好。
技术研发人员:张建辉
受保护的技术使用者:广东韶链科技有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!