一种液化气脱硫醇碱液再生尾气处理装置的制作方法
本技术属于石油化工,具体地说,是涉及一种液化气脱硫醇碱液再生尾气处理装置。
背景技术:
1、目前,常用的精制装置液化气脱硫醇装置产生的尾气送至尾气分液罐分液后送至低压瓦斯。此种尾气处理的方式存在如下不足:一是尾气含硫,直接去低压瓦斯系统,会对低压瓦斯系统产生腐蚀,形成安全隐患;二是尾气因氧含量较高,进入低压瓦斯系统存在严重的安全隐患。
2、因此,研发一种液化气脱硫醇碱液再生尾气处理装置,能够消除了尾气含硫对低压瓦斯系统产生腐蚀带来的安全隐患,消除了氧含量较高的尾气中进入低压瓦斯系统存在严重的安全隐患,实现了装置安全平稳、尾气零排放运行,为亟待解决的技术问题。
技术实现思路
1、本实用新型的目的在于提供一种液化气脱硫醇碱液再生尾气处理装置,以解决现有技术中存在的尾气中含硫以及高含氧量所引起的安全隐患等问题,实现尾气零排放。
2、为实现上述发明目的,本发明采用下述技术方案予以实现:
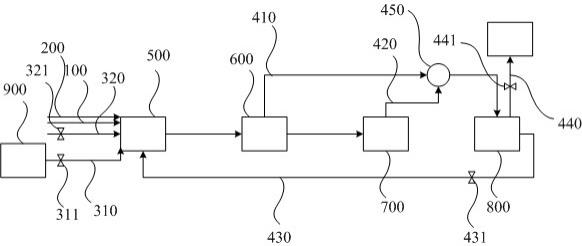
3、一种液化气脱硫醇碱液再生尾气处理装置,包括碱液通路、反抽提油通路、氧气通路组件、尾气处理通路组件、再生混合反应器、氧化再生塔以及三相分离罐;所述碱液通路,其用于输送碱液经与液化气进行脱硫醇反应后生成的碱液混合物;所述反抽提油通路,其用于输送反抽提油;所述氧气通路组件,其用于生成氧气;所述尾气处理通路组件,其包括第一尾气循环通路和第二尾气循环通路;其中,碱液混合物、反抽提油与氧气流入所述再生混合反应器进行混合反应后流入所述氧化再生塔内氧化再生后流入所述三相分离罐进行沉降分离,自所述三相分离罐反应生成的尾气通过所述第二尾气循环通路流回至所述再生混合反应器内;自所述氧化再生塔反应生成的尾气通过所述第一尾气循环通路流回至所述再生混合反应器内。
4、在本申请的一些实施例中,所述氧气通路组件包括富氧气通路,富氧气通路入口端与制氮机废气出口端连通,富氧气通路出口端与所述再生混合反应器连通。
5、在本申请的一些实施例中,所述氧气通路组件还包括非净化风通路,非净化风通路出口端与所述再生混合反应器连通。
6、在本申请的一些实施例中,所述尾气处理通路组件还包括压缩机和尾气分液罐,自所述氧化再生塔反应生成的尾气通过所述第一尾气循环通路流出后流经所述压缩机流至所述尾气分液罐,自所述三相分离罐反应生成的尾气通过所述第二尾气循环通路流出后流经所述压缩机流至所述尾气分液罐,自所述尾气分液罐流出至所述再生混合反应器。
7、在本申请的一些实施例中,所述尾气处理通路组件还包括第三尾气循环通路,第三尾气循环通路入口端与所述尾气液化罐连通,第三尾气循环通路出口端与所述再生混合反应器连通。
8、在本申请的一些实施例中,所述第三尾气循环通路中连接有第一调节阀。
9、在本申请的一些实施例中,所述尾气处理通路组件还包括尾气排放通路,尾气排放通路入口端与所述尾气液化罐连通,尾气排放通路出口端用于与火炬连通,所述尾气排放通路中连接有第二调节阀。
10、在本申请的一些实施例中,所述富氧气通路中连接有第三调节阀。
11、在本申请的一些实施例中,所述非净化风通路连接有第四调节阀。
12、与现有技术相比,本实用新型的优点和积极效果是:
13、碱液混合物、反抽提油与氧气流入再生混合反应器进行混合反应后流入氧化再生塔内氧化再生后流入三相分离罐进行沉降分离,自三相分离罐反应生成的尾气通过第二尾气循环通路流回至再生混合反应器内;自氧化再生塔反应生成的尾气通过第一尾气循环通路流回至再生混合反应器内,从而实现尾气零排放,能够消除了尾气含硫对低压瓦斯系统产生腐蚀带来的安全隐患,消除了氧含量较高的尾气中进入低压瓦斯系统存在严重的安全隐患。
14、结合附图阅读本实用新型的具体实施方式后,本实用新型的其他特点和优点将变得更加清楚。
技术特征:
1.一种液化气脱硫醇碱液再生尾气处理装置,其特征在于,包括:
2.根据权利要求1所述的液化气脱硫醇碱液再生尾气处理装置,其特征在于,所述氧气通路组件包括富氧气通路,富氧气通路入口端与制氮机废气出口端连通,富氧气通路出口端与所述再生混合反应器连通。
3.根据权利要求2所述的液化气脱硫醇碱液再生尾气处理装置,其特征在于,所述氧气通路组件还包括非净化风通路,非净化风通路出口端与所述再生混合反应器连通。
4.根据权利要求1所述的液化气脱硫醇碱液再生尾气处理装置,其特征在于,所述尾气处理通路组件还包括压缩机和尾气分液罐,自所述氧化再生塔反应生成的尾气通过所述第一尾气循环通路流出后流经所述压缩机流至所述尾气分液罐,自所述三相分离罐反应生成的尾气通过所述第二尾气循环通路流出后流经所述压缩机流至所述尾气分液罐,自所述尾气分液罐流出至所述再生混合反应器。
5.根据权利要求4所述的液化气脱硫醇碱液再生尾气处理装置,其特征在于,所述尾气处理通路组件还包括第三尾气循环通路,第三尾气循环通路入口端与所述尾气液化罐连通,第三尾气循环通路出口端与所述再生混合反应器连通。
6.根据权利要求5所述的液化气脱硫醇碱液再生尾气处理装置,其特征在于,所述第三尾气循环通路中连接有第一调节阀。
7.根据权利要求1所述的液化气脱硫醇碱液再生尾气处理装置,其特征在于,所述尾气处理通路组件还包括尾气排放通路,尾气排放通路入口端与所述尾气液化罐连通,尾气排放通路出口端用于与火炬连通,所述尾气排放通路中连接有第二调节阀。
8.根据权利要求2所述的液化气脱硫醇碱液再生尾气处理装置,其特征在于,所述富氧气通路中连接有第三调节阀。
9.根据权利要求3所述的液化气脱硫醇碱液再生尾气处理装置,其特征在于,所述非净化风通路连接有第四调节阀。
技术总结
本技术公开了一种液化气脱硫醇碱液再生尾气处理装置,碱液通路用于输送碱液经与液化气进行脱硫醇反应后生成的碱液混合物;反抽提油通路用于输送反抽提油;氧气通路组件用于生成氧气;尾气处理通路组件包括第一尾气循环通路和第二尾气循环通路;其中,碱液混合物、反抽提油与氧气流入再生混合反应器进行混合反应后流入氧化再生塔内氧化再生后流入三相分离罐进行沉降分离,自三相分离罐反应生成的尾气通过第二尾气循环通路流回至再生混合反应器内;自氧化再生塔反应生成的尾气通过第一尾气循环通路流回至再生混合反应器内。能够消除了尾气含硫对设备产生腐蚀带来的安全隐患,消除了氧含量较高的尾气存在的安全隐患,实现了尾气零排放。
技术研发人员:尹桂超,徐金文,杨卫锋,柳艳青,高强,聂仁国,周海峰,肖申伟,李文飞
受保护的技术使用者:正和集团股份有限公司
技术研发日:20230214
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!