定子线棒槽衬纸加工装置的制作方法
本技术涉及半导体腻子涂胶领域,尤其是涉及一种定子线棒槽衬纸加工装置。
背景技术:
1、定子线棒按发电机厂家设计要求安装入定子铁芯槽前,首先必须在洁净的防尘棚内对定子线棒进行半导体腻子的缠绕包裹。半导体槽衬结构的定子线棒按要求需要用导电槽衬布或者槽衬纸刷涂半导体腻子,对定子线棒嵌入铁芯的直线部分均匀包裹。目前线棒槽衬成形装置采用两个独立压板与一个底板配合的方式,槽衬布在刷涂半导体腻子过程中,一般采用人工涂胶均匀地铺设在槽衬纸,人工涂半导体腻子胶时,腻子铺设的区域、厚度及重量无法控制,使用过程耗时费力,且涂胶效果较差。
2、中国专利cn215934676u,型提供了一种水轮发电机定子线棒槽衬成形装置,包括底板、压板、快速夹钳以及刮涂机构,快速夹钳包括主动件、基座以及压块,基座安装在底板上,并位于底板边缘,压块与压板固定连接,主动件用于控制压块运动以实现压板翻转,刮涂机构包括导轨、导向座、伸缩杆、连接板以及刮板,导轨设于底板边缘并位于快速夹钳与底板边缘之间,导向座设有与导轨相匹配的凹槽,导向座通过凹槽在导轨上滑动,伸缩杆与导向座远离导轨的一侧固定连接,伸缩杆的顶部固定连接有水平设置的连接板,刮板与连接板可拆卸连接。上述专利采用的人工涂半导体腻子胶,腻子铺设的区域、厚度及重量无法控制,且涂胶效率差。
技术实现思路
1、本实用新型的主要目的在于提供一种定子线棒槽衬纸加工装置,解决人工涂半导体腻子胶时,腻子铺设的区域、厚度及重量无法控制,使用过程耗时费力,且涂胶效果较差的问题。
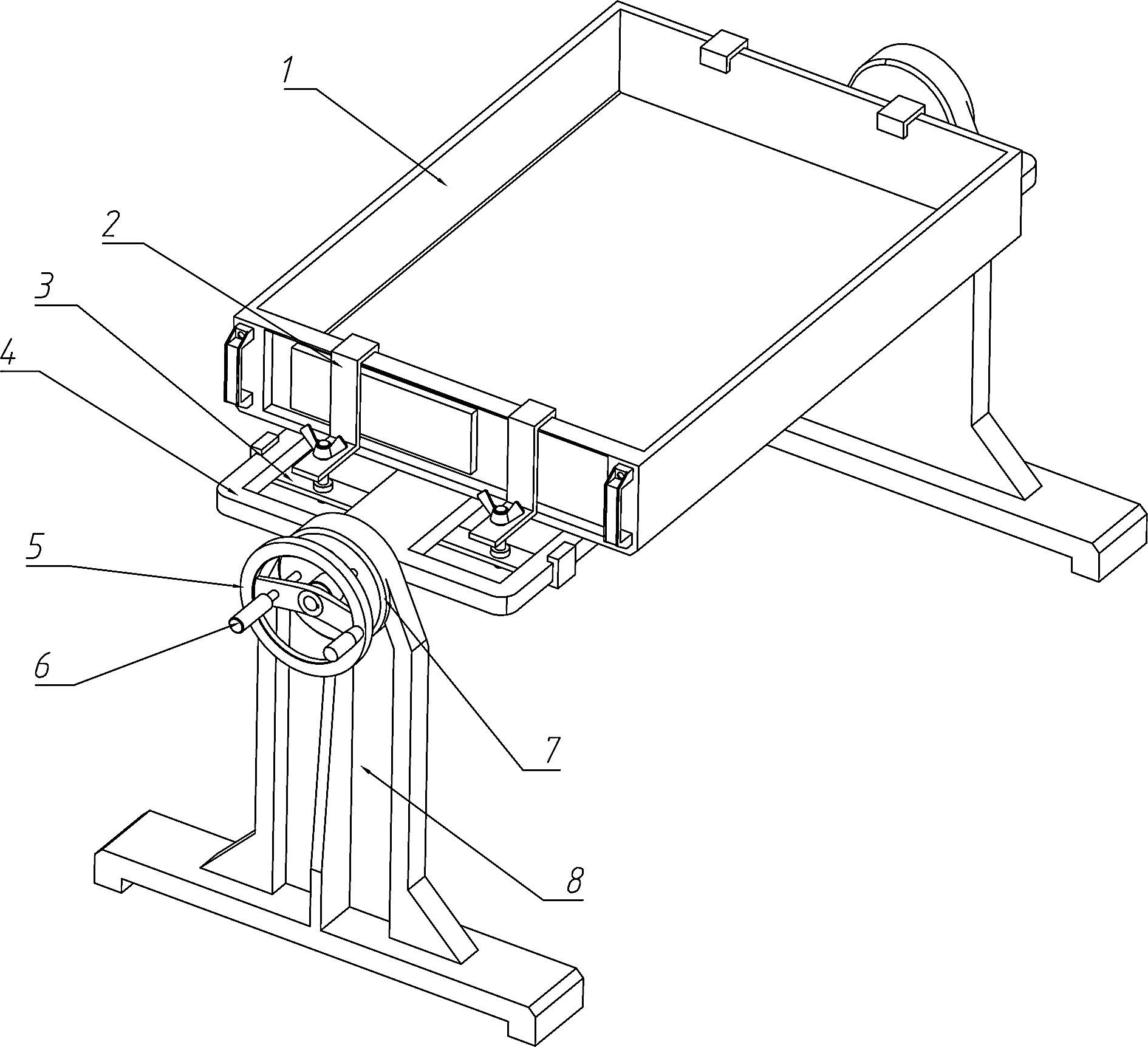
2、为解决上述技术问题,本实用新型所采用的技术方案是:一种定子线棒槽衬纸加工装置,底座上设有两排平行的夹紧板,夹紧板与多个气动快速夹具端部连接,两排夹紧板中部上方设有涂胶头,底座两端设有支撑板,两个支撑板之间通过导向杆连接,涂胶头与导向杆滑动连接,支撑板上设有驱动装置,驱动装置驱动涂胶头横向滑动。
3、涂胶头上方与滑动座连接,滑动座上方设有滑动套,滑动套下方设有螺纹套;
4、两个支撑板之间上设有螺纹杆,螺纹杆与螺纹套螺纹连接,滑动套与导向杆滑动连接;
5、支撑板上还设有电机,电机与螺纹杆连接。
6、优选方案中,涂胶头下端涂胶出口呈扁平的矩形结构,涂胶出口两侧设置有出料宽度控制装置,出料宽度控制装置包括调节片,调节片上端与涂胶头内部上部位置连接,调节片下端与第一电动推杆的伸缩端铰接。
7、优选方案中,第一电动推杆设置在涂胶头一侧,第一电动推杆伸缩端与u形推杆连接,推杆绕过涂胶头一侧并穿过涂胶头侧面与调节片下端铰接。
8、优选方案中,调节片两侧抵靠在涂胶头内部两侧。
9、优选方案中,调节片材料为不锈钢材料,或者为铜;
10、调节片的厚度为1-3mm。
11、优选方案中,涂胶头一侧还设有出料截断装置,出料截断装置的结构为:涂胶头一侧设有开口,开口与截断壳体内部连通,截断壳体与涂胶头侧开口之间设有弹性隔膜,截断壳体内部设有第二电动推杆,第二电动推杆伸缩端与弹性隔膜连接;
12、第二电动推杆缩回抽到弹性隔膜,弹性隔膜形成负压使涂胶头出口的腻子胶缩回。
13、优选方案中,弹性隔膜的厚度为5-6mm,弹性隔膜材料为丁腈橡胶,或者为氯丁橡胶,或者为氟橡胶,或者为聚四氟乙烯,或者为聚四六乙烯。
14、优选方案中,气动快速夹具与储压罐连通,储压罐与气压泵体连通;
15、涂胶头的输送管与注浆泵连通,注浆泵与储存罐连通。
16、优选方案中,底座上还设有指示线。
17、本实用新型提供了一种定子线棒槽衬纸加工装置,利用全自动的气动快速夹具来夹紧槽衬纸,解决现有技术需要多人翻转压板的情况,节约人工成本,能够使槽衬纸牢牢的与底座贴合,防止出现在半导体腻子涂抹过程中带动槽衬布移动的情况,提高槽衬布半导体腻子的涂抹质量。本申请还采用自动出胶的涂胶头,无需人为对槽衬布进行半导体腻子的刮涂,自动出胶的涂胶头能够均匀涂抹槽衬纸上的半导体腻子,提高槽衬布的成品质量。
技术特征:
1.一种定子线棒槽衬纸加工装置,其特征是:底座(1)上设有两排平行的夹紧板(3),夹紧板(3)与多个气动快速夹具(2)端部连接,两排夹紧板(3)中部上方设有涂胶头(5),底座(1)两端设有支撑板(10),两个支撑板(10)之间通过导向杆(8)连接,涂胶头(5)与导向杆(8)滑动连接,支撑板(10)上设有驱动装置,驱动装置驱动涂胶头(5)横向滑动;
2.根据权利要求1所述一种定子线棒槽衬纸加工装置,其特征是:涂胶头(5)下端涂胶出口呈扁平的矩形结构,涂胶出口两侧设置有出料宽度控制装置,出料宽度控制装置包括调节片(502),调节片(502)上端与涂胶头(5)内部上部位置连接,调节片(502)下端与第一电动推杆(16)的伸缩端铰接。
3.根据权利要求2所述一种定子线棒槽衬纸加工装置,其特征是:第一电动推杆(16)设置在涂胶头(5)一侧,第一电动推杆(16)伸缩端与u形推杆(503)连接,推杆(503)绕过涂胶头(5)一侧并穿过涂胶头(5)侧面与调节片(502)下端铰接。
4.根据权利要求2所述一种定子线棒槽衬纸加工装置,其特征是:调节片(502)两侧抵靠在涂胶头(5)内部两侧。
5.根据权利要求2所述一种定子线棒槽衬纸加工装置,其特征是:调节片(502)材料为不锈钢材料,或者为铜;
6.根据权利要求1所述一种定子线棒槽衬纸加工装置,其特征是:涂胶头(5)一侧还设有出料截断装置(17),出料截断装置(17)的结构为:涂胶头(5)一侧设有开口,开口与截断壳体(1703)内部连通,截断壳体(1703)与涂胶头(5)侧开口之间设有弹性隔膜(1702),截断壳体(1703)内部设有第二电动推杆(1701),第二电动推杆(1701)伸缩端与弹性隔膜(1702)连接;
7.根据权利要求6所述一种定子线棒槽衬纸加工装置,其特征是:弹性隔膜(1702)的厚度为5-6mm,弹性隔膜(1702)材料为丁腈橡胶,或者为氯丁橡胶,或者为氟橡胶,或者为聚四氟乙烯,或者为聚四六乙烯。
8.根据权利要求1所述一种定子线棒槽衬纸加工装置,其特征是:气动快速夹具(2)与储压罐(12)连通,储压罐(12)与气压泵体(13)连通;
9.根据权利要求1所述一种定子线棒槽衬纸加工装置,其特征是:底座(1)上还设有指示线。
技术总结
本技术提供一种定子线棒槽衬纸加工装置,底座上设有两排平行的夹紧板,夹紧板与多个气动快速夹具端部连接,两排夹紧板中部上方设有涂胶头,底座两端设有支撑板,两个支撑板之间通过导向杆连接,涂胶头与导向杆滑动连接,支撑板上设有驱动装置,驱动装置驱动涂胶头横向滑动。采用自动出胶的涂胶头,无需人为对槽衬布进行半导体腻子的刮涂,自动出胶的涂胶头能够均匀涂抹槽衬纸上的半导体腻子,提高槽衬布的成品质量。
技术研发人员:柳竺成,黄小楠,李万峰
受保护的技术使用者:中国长江电力股份有限公司
技术研发日:20230322
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!