多孔高精度点胶针头的制作方法
本技术涉及点胶针头,具体涉及一种多孔高精度点胶针头。
背景技术:
1、近年来随着精密电子制造和半导体领域的飞速发展,对点胶工艺的要求也越来越高,具体表现为胶量一致性要求高和点径、线径小。尤其是在半导体行业和led封装领域,微米级的高精密点胶已经被广泛使用,比如80μm-200μm范围的点径和线径的胶液分配。而点胶的精度不光由点胶阀决定,点胶针头的精度对点胶效果也会产生很大的影响。目前精密点胶领域用的最多的是单孔不锈钢针头。该种不锈钢针头制造成本低廉,但是在点胶效率方面存在不足,点胶效率不足的缺点在快速高效点胶过程中越发明显,比如单孔针头微量点胶,普通10cc装胶水,点80-200μm点径,一周也打不完整桶的1/2,由于长时间在室温下胶水会变质,导致出胶精度不稳定或者堵针头等现象,最后只能更换胶水,造成浪费。
2、因此,在胶液分配过程中,采用单孔针头会导致出胶效率低,产生胶水浪费的现象。
技术实现思路
1、本实用新型要解决的技术问题是在胶液分配过程中,采用单孔针头会导致出胶效率低,产生胶水浪费的现象。
2、为此,本实用新型提供一种多孔高精度点胶针头,多孔同时出胶,可实现一次完成多点粘接,出胶效率较高,避免胶水浪费。
3、为解决上述技术问题,本实用新型提供如下技术方案:一种多孔高精度点胶针头,包括:
4、安装组件,所述安装组件内设第一液体流道;
5、针头,所述针头与安装组件连接,所述针头内设第二液体流道和多个第三液体流道,所述第二液体流道的上端与第一液体流道连通,多个所述第三液体流道的上端均与第二液体流道的下端相连通,多个所述第三液体流道的下端为针头的出液口,多个所述第三液体流道的长度和直径的尺寸相等。
6、相较于现有技术本实用新型具有如下有益效果:针头中设有多个第三液体流道,在针头出胶时,多个第三液体流道可同时出胶,能够同时对工件上的多个点位进行点胶,点胶效率较高,避免胶桶内胶水长时间在室温下导致胶水变质,避免胶水浪费,也能够避免变质胶水导致出胶精度不稳定或者堵针头,从而提高针头点胶的稳定性和针头使用寿命。
7、优选的,所述第三液体流道的数量为四个,四个所述第三液体流道按矩形阵列方式分布。
8、优选的,所述第三液体流道包括第一上流道和第一下流道,所述第一上流道为锥形流道,所述第一下流道为直流道,多个所述第三液体流道中的第一上流道的锥度相等。
9、优选的,所述第一上流道下端的直径与第一下流道上端的直径相同。
10、优选的,所述第二液体流道包括第二上流道和第二下流道,所述第二上流道为直流道,所述第二下流道为锥形流道,所述第二下流道与第一上流道相连通。
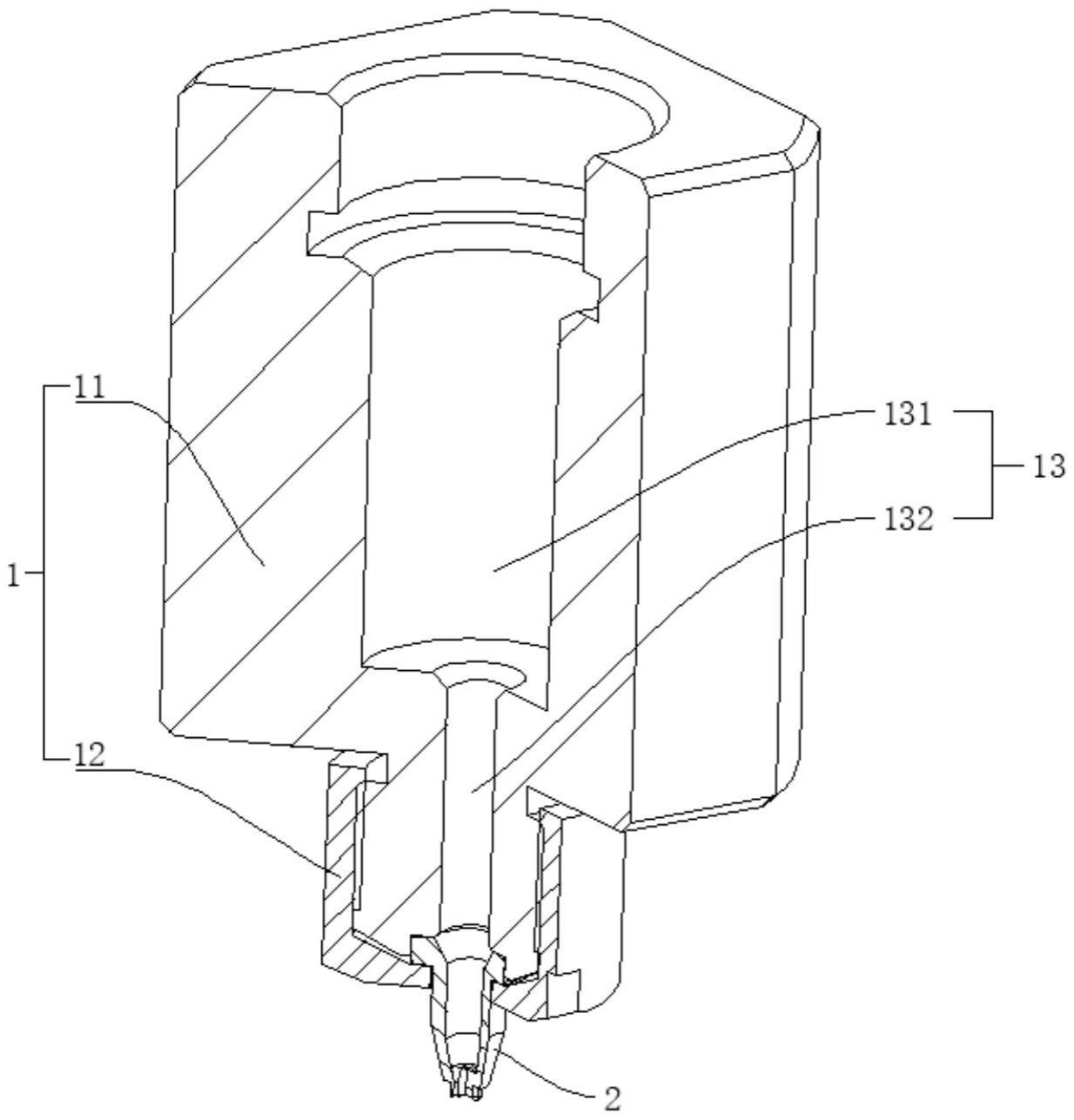
11、优选的,所述安装组件包括安装座和压紧件,所述压紧件与安装座连接,所述压紧件将针头压紧在安装座上。
12、优选的,所述针头上端设有安装凸台,所述安装座下端设有与安装凸台相配合的安装槽,所述压紧件上设有压紧板,以将安装凸台压紧在安装槽内。
13、优选的,所述安装凸台上设有第一限位平面,所述安装槽内设有与第一限位平面相贴合的第二限位平面。
14、优选的,所述安装凸台的上端面与所述安装槽的上槽面相贴合。
15、优选的,所述安装凸台上设有进液口,所述进液口为锥形流道,所述进液口上端的直径与第一液体流道下端的直径相同,所述进液口下端的直径与第二液体流道上端的直径相同。
16、为使本实用新型的上述特征和效果能够明显易懂,下文将通过具体实施例并结合附图进行清楚、完整的说明。
技术特征:
1.一种多孔高精度点胶针头,其特征在于,包括:
2.如权利要求1所述的多孔高精度点胶针头,其特征在于,所述第三液体流道(22)的数量为四个,四个所述第三液体流道(22)按矩形阵列方式分布。
3.如权利要求1所述的多孔高精度点胶针头,其特征在于,所述第三液体流道(22)包括第一上流道(221)和第一下流道(222),所述第一上流道(221)为锥形流道,所述第一下流道(222)为直流道,多个所述第三液体流道(22)中的第一上流道(221)的锥度相等。
4.如权利要求3所述的多孔高精度点胶针头,其特征在于,所述第一上流道(221)下端的直径与第一下流道(222)上端的直径相同。
5.如权利要求1所述的多孔高精度点胶针头,其特征在于,所述第二液体流道(21)包括第二上流道(211)和第二下流道(212),所述第二上流道(211)为直流道,所述第二下流道(212)为锥形流道,所述第二下流道(212)与第一上流道(221)相连通。
6.如权利要求1所述的多孔高精度点胶针头,其特征在于,所述安装组件(1)包括安装座(11)和压紧件(12),所述压紧件(12)与安装座(11)连接,所述压紧件(12)将针头(2)压紧在安装座(11)上。
7.如权利要求6所述的多孔高精度点胶针头,其特征在于,所述针头(2)上端设有安装凸台(23),所述安装座(11)下端设有与安装凸台(23)相配合的安装槽(111),所述压紧件(12)上设有压紧板,以将安装凸台(23)压紧在安装槽(111)内。
8.如权利要求7所述的多孔高精度点胶针头,其特征在于,所述安装凸台(23)上设有第一限位平面(231),所述安装槽(111)内设有与第一限位平面(231)相贴合的第二限位平面(112)。
9.如权利要求7所述的多孔高精度点胶针头,其特征在于,所述安装凸台(23)的上端面与所述安装槽(111)的上槽面相贴合。
10.如权利要求7所述的多孔高精度点胶针头,其特征在于,所述安装凸台(23)上设有进液口(232),所述进液口(232)为锥形流道,所述进液口(232)上端的直径与第一液体流道(13)下端的直径相同,所述进液口(232)下端的直径与第二液体流道(21)上端的直径相同。
技术总结
本技术涉及点胶针头技术领域,尤其涉及一种多孔高精度点胶针头,包括安装组件和针头,安装组件内设第一液体流道;针头与安装组件连接,针头内设第二液体流道和多个第三液体流道,第二液体流道的上端与第一液体流道连通,多个第三液体流道的上端均与第二液体流道的下端相连通,多个第三液体流道的下端为针头的出液口,多个第三液体流道的长度和直径的尺寸相等。本技术的多孔高精度点胶针头,多孔同时出胶,可实现一次完成多点粘接,出胶效率较高,避免胶水浪费。
技术研发人员:马成稳,赵亚军,王强,张鹏
受保护的技术使用者:常州铭赛机器人科技股份有限公司
技术研发日:20230331
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!