雾化二氧化碳喷嘴、加工装置及机床的制作方法
本技术涉及金属加工,特别是涉及一种雾化二氧化碳喷嘴、加工装置及机床。
背景技术:
1、随着现代先进制造技术的突飞猛进,各类新材料、新工艺应运而生,对机床切削速度,刀具寿命以及加工效率提出了更高的要求。清洁生产、绿色制造已成为发展先进制造技术的主题之一。采用低温冷却润滑切削技术,已被证实为解决高硬高强度材料强烈切削热冲击和振动以及塑性材料切削易产生加工毛刺等难加工特性有效方案。
2、目前常用的低温切削技术主要为:低温冷风(-30℃)冷却技术、液氮(-179℃)冷却技术、液态二氧化碳(-78.5℃)冷却技术等。其中液态二氧化碳冷却技术采用压力为5.0-6.5mpa的液态二氧化碳经管路输送并在喷嘴前端释放,可在喷嘴处迅速膨胀吸热产生-78.5℃(理论值)低温,已经被成功应用于难加工材料切削冷却。为尽可能接近其理论低温值,需严格控制输送管路内部的液态二氧化碳压降速率,并且需对输送管路进行有效保温,以避免液态二氧化碳在管路内部因快速压降而结冰堵塞管路。由于液态二氧化碳冷却技术上述缺点,目前该技术尚未实现大面积推广应用。针对上述问题,近年来采用超临界二氧化碳流体进行冷却获得了关注。将低压的二氧化碳气体通过增压系统增压至7.4mpa以上并将其升温至31.7℃以上,二氧化碳即可处于超临界状态。将超临界状态的二氧化碳喷射出去,由于超临界二氧化碳流体的快速压降而瞬间吸热膨胀,从而使喷射区域达到瞬间低温(-78.5℃)的效果。
3、目前的超临界二氧化碳从喷嘴喷射出来后,由于超临界co2从喷嘴喷射出来后,会急速膨胀吸热,形成局部低温,对金属切削加工过程有良好的降温效果,能显著提高刀具的使用寿命,但是在加工难加工材料(钛合金、高温合金、不锈钢等)时,仅仅对加工过程进行强制降温还不能达到加工要求,因此需要超临界co2与油品复合喷射,同时对加工过程进行冷却和润滑。常规喷嘴的复合结构是采用多种精细零件的组装,零件之间的组装存在间隙,且没有密封,而油路空腔结构复杂,油品在传输过程中,输出不畅,一方面容易堆积形成大的油滴,不利于油品的雾,另一方面容易造成油品回流,污染空气传输管路。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种雾化二氧化碳喷嘴、加工装置及机床,所述雾化二氧化碳喷嘴能解决现有的喷嘴零件较多且复杂,零件与零件装配之间存在间隙,且没有密封,致使二氧化碳喷嘴在使用过程中,油雾输出不畅,且易产生油品回流,污染空气传输管路现象的问题。
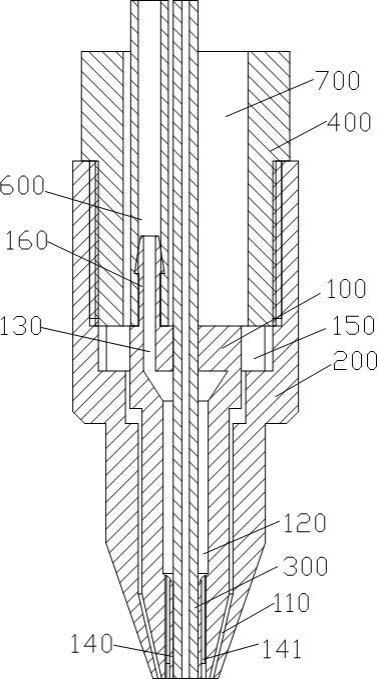
2、本实用新型提供一种雾化二氧化碳喷嘴,包括:超临界二氧化碳引流管、具有轴向通孔的喷嘴主体、设于所述喷嘴主体外的喷嘴外壳以及传输管连接头,所述喷嘴主体通过所述传输管连接头与所述喷嘴外壳连接,所述喷嘴主体和所述喷嘴外壳之间形成气体通道,所述超临界二氧化碳引流管穿过所述轴向通孔且所述超临界二氧化碳引流管与所述喷嘴主体的尾部过盈连接,所述喷嘴主体的尾部设有进油口,所述超临界二氧化碳引流管和所述喷嘴主体之间形成油液通道,所述进油口连通所述油液通道;所述油液通道的前端设有引流管固定件,所述引流管固定件分别与所述喷嘴主体的内壁和所述超临界二氧化碳引流管的外壁连接,所述引流管固定件沿轴向开设有供油液通过的第一通道。
3、进一步的,所述第一通道具有多个,多个所述第一通道沿所述引流管固定件周向间隔设置。
4、进一步的,所述喷嘴外壳的内壁设有台阶结构,所述喷嘴主体设有与所述台阶结构相对应的凸起部,所述传输管连接头的顶部与所述喷嘴外壳的尾部内壁螺纹连接,且所述传输管连接头的顶部面与所述凸起部贴合,以将所述凸起部限位于所述台阶结构。
5、进一步的,所述凸起部具有多个,多个所述凸起部沿所述喷嘴主体周向间隔设置。
6、进一步的,还包括油液供应组件,所述油液供应组件包括油管连接件和进油管,所述油管连接件的前端连通所述进油口,所述油管连接件的后端设有第一锥形卡接部,所述第一锥形卡接部连接所述进油管的前端内壁。
7、进一步的,还包括进气管,所述传输管连接头的尾部与所述进气管连接,所述进气管连通所述气体通道,所述超临界二氧化碳引流管和所述进油管均穿设于所述进气管内。
8、进一步的,所述喷嘴主体的前端部和所述喷嘴外壳的前端部均为锥形结构且向所述喷嘴主体的前端收缩。
9、进一步的,所述引流管固定件为管状结构且所述引流管固定件沿轴向开设有供油液通过的第一通道。
10、本实用新型还提供一种加工装置,包括:油液供给装置、二氧化碳供给装置、气体供给装置以及上述的雾化二氧化碳喷嘴,所述雾化二氧化碳喷嘴连接所述油液供给装置、所述二氧化碳供给装置和所述气体供给装置。
11、本实用新型还提供一种机床,包括:机床本体和设置于机床本体上的上述的加工装置。
12、本实用新型通过设置喷嘴主体、超临界二氧化碳引流管、喷嘴外壳和传输管连接头,喷嘴主体和喷嘴外壳之间形成气体通道,超临界二氧化碳引流管穿过喷嘴主体的轴向通孔,超临界二氧化碳引流管和喷嘴主体之间形成油液通道;其中,超临界二氧化碳引流管处于喷嘴主体的中心,与喷嘴主体间过盈配合,同时设置引流管固定件,防止超临界二氧化碳引流管回缩,使喷嘴主体内部的空腔形成了一个封闭的油液传输通道,油液在传输过程中不会受到其他的因素的影响,始终稳定传输,油液在喷嘴出口处被超临界二氧化碳和压缩空气雾化,形成稳定的油雾颗粒,此结构一方面保证了油液的雾化稳定性,另一方面油雾产生后形成油雾隔离层,避免了喷嘴口产生冰堵的现象产生,保证了超临界二氧化碳喷射的稳定性。
技术特征:
1.一种雾化二氧化碳喷嘴,其特征在于,包括:超临界二氧化碳引流管、具有轴向通孔的喷嘴主体、设于所述喷嘴主体外的喷嘴外壳以及传输管连接头,所述喷嘴主体通过所述传输管连接头与所述喷嘴外壳连接,所述喷嘴主体和所述喷嘴外壳之间形成气体通道,所述超临界二氧化碳引流管穿过所述轴向通孔且所述超临界二氧化碳引流管与所述喷嘴主体的尾部过盈连接,所述喷嘴主体的尾部设有进油口,所述超临界二氧化碳引流管和所述喷嘴主体之间形成油液通道,所述进油口连通所述油液通道;所述油液通道的前端设有引流管固定件,所述引流管固定件分别与所述喷嘴主体的内壁和所述超临界二氧化碳引流管的外壁连接,所述引流管固定件沿轴向开设有供油液通过的第一通道。
2.如权利要求1所述的雾化二氧化碳喷嘴,其特征在于,所述第一通道具有多个,多个所述第一通道沿所述引流管固定件周向间隔设置。
3.如权利要求1所述的雾化二氧化碳喷嘴,其特征在于,所述喷嘴外壳的内壁设有台阶结构,所述喷嘴主体设有与所述台阶结构相对应的凸起部,所述传输管连接头的顶部与所述喷嘴外壳的尾部内壁螺纹连接,且所述传输管连接头的顶部面与所述凸起部贴合,以将所述凸起部限位于所述台阶结构。
4.如权利要求3所述的雾化二氧化碳喷嘴,其特征在于,所述凸起部具有多个,多个所述凸起部沿所述喷嘴主体周向间隔设置。
5.如权利要求1所述的雾化二氧化碳喷嘴,其特征在于,还包括油液供应组件,所述油液供应组件包括油管连接件和进油管,所述油管连接件的前端连通所述进油口,所述油管连接件的后端设有第一锥形卡接部,所述第一锥形卡接部连接所述进油管的前端内壁。
6.如权利要求5所述的雾化二氧化碳喷嘴,其特征在于,还包括进气管,所述传输管连接头的尾部与所述进气管连接,所述进气管连通所述气体通道,所述超临界二氧化碳引流管和所述进油管均穿设于所述进气管内。
7.如权利要求1所述的雾化二氧化碳喷嘴,其特征在于,所述喷嘴主体的前端部和所述喷嘴外壳的前端部均为锥形结构且向所述喷嘴主体的前端收缩。
8.如权利要求1所述的雾化二氧化碳喷嘴,其特征在于,所述引流管固定件为管状结构且所述引流管固定件沿轴向开设有供油液通过的第一通道。
9.加工装置,其特征在于,包括:油液供给装置、二氧化碳供给装置、气体供给装置以及权利要求1-8任一项所述的雾化二氧化碳喷嘴,所述雾化二氧化碳喷嘴连接所述油液供给装置、所述二氧化碳供给装置和所述气体供给装置。
10.机床,其特征在于,包括:机床本体和设置于机床本体上的权利要求9所述的加工装置。
技术总结
本技术提出雾化二氧化碳喷嘴、加工装置及机床,所述雾化二氧化碳喷嘴包括:超临界二氧化碳引流管、具有轴向通孔的喷嘴主体、设于所述喷嘴主体外的喷嘴外壳以及传输管连接头,喷嘴主体通过传输管连接头与喷嘴外壳连接,喷嘴主体和喷嘴外壳之间形成气体通道,超临界二氧化碳引流管和喷嘴主体之间形成油液通道,油液通道的前端设有引流管固定件,引流管固定件沿轴向开设有供油液通过的第一通道;设置引流管固定件防止超临界二氧化碳引流管回缩,油液在喷嘴出口处雾化,形成稳定的油雾颗粒,保证了油液的雾化稳定性,油雾产生后形成油雾隔离层,避免了喷嘴口产生冰堵的现象产生,保证了超临界二氧化碳喷射的稳定性。
技术研发人员:颜炳姜,李伟秋,袁尧辉,汪喜
受保护的技术使用者:科益展智能装备有限公司
技术研发日:20230425
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!