一种静电喷涂设备及干法涂布机的制作方法
本申请涉及涂布设备,尤其涉及一种静电喷涂设备及干法涂布机。
背景技术:
1、极片是电池生产中的重要原材料之一,而极片的生产过程中涉及到涂布工序,干法涂布则为其中一种涂布工艺,其具体工序如下:将经原纤维化处理后的混料通过落料仓下落至辊压装置的压辊组中进行辊压,以形成具备自支撑特性的电极膜,与集流体覆合并经过另一辊压装置的压辊组辊压形成单面形成有电极膜的极片,但自支撑的电极膜在无支撑单元进行支撑的情况下,容易发生断裂问题,为避免该问题,可通过静电喷涂的方式替代通过辊压形成自支撑膜的方式,具体方式为:通过将混料置入静电喷涂装置内以使粉末带静电,随后将混合的粉末喷涂至集流体表面以在集流体表面形成涂覆层。
2、然而,由于喷出的粉末平面存在高度差,即涂覆层中心部分要厚于周围部分,常规的静电喷涂装置无法将混料均匀地喷涂在集流体表面,最终影响产品的生产质量。
技术实现思路
1、本申请目的在于提供一种静电喷涂设备及干法涂布机,以解决上述至少一个技术问题。
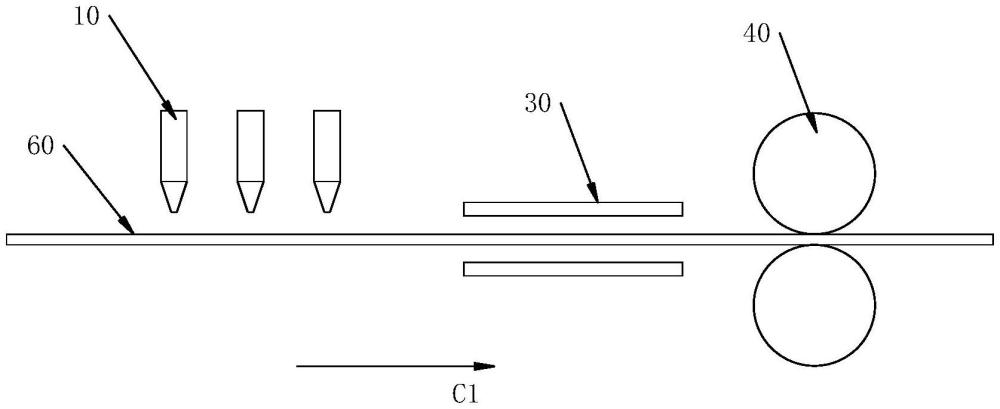
2、为了解决上述技术问题,本申请提供一种静电喷涂设备及干法涂布机,第一方面,本申请提供一种静电喷涂设备,包括输送组件,用于输送料带;
3、喷涂组件,设有多个且分别沿所述料带的输送路径间隔排布;
4、第一驱动组件,所述第一驱动组件与所述喷涂组件连接并适于驱动所述喷涂组件沿所述料带的宽度方向移动;
5、在上述实现过程中,输送组件用于输送料带,喷涂组件沿着料带的输送路径排布,并可将涂料喷涂于料带上,第一驱动组件可带动喷涂组件沿着料带的宽度方向移动,可理解的是,喷枪的移动与料带的移动最终令涂料在料带上形成的涂覆面呈现倾斜的带状,而下一喷枪所形成的涂覆面也呈现出倾斜的带状,两个喷枪所形成的涂覆面边缘位置重叠,最终可令涂覆层的周围部分的高度在涂覆重叠后与涂覆层中心位置的厚度更为接近,最终提升整个涂覆层密度的均匀性,提升涂布效果,提升产品质量。
6、优选的,多个所述喷涂组件呈等间隔分布;
7、相邻所述喷涂组件的喷涂启动时间点的间隔时间相等;
8、在上述实现过程中,相邻喷涂组件启动时间点的间隔时间相等,如当前喷涂组件启动喷涂五秒后,下一喷涂组件配合第一驱动组件开始喷涂,再下一喷涂组件则在十秒后开始喷涂,而多个喷涂组件之间又呈等间隔分布,如此可令最终形成的多个涂覆层之间形状相同,间隔相等,可进一步提升整个涂覆层的均匀性,进一步提升喷涂效果。
9、优选的,每一个所述喷涂组件包括多个沿所述料带的输送路径等间隔排布的喷枪,同一所述喷涂组件中的多个所述喷枪同步喷涂;
10、在上述实现过程中,每一喷涂组件包括多个喷枪,即表示每一个喷涂组件可喷涂的区域范围为多个喷枪可喷涂区域范围的总和,本方案通过在单个喷涂组件中增设喷枪的数量,且令同一个喷涂组件中的喷枪同时启动喷涂,可加大两侧喷涂的间隔距离,如此可令相邻的喷涂组件具有更多的时间缓冲,降低在上一次喷枪喷涂时,后一次喷枪无法及时衔接的风险。
11、优选的,多个所述喷涂组件呈等间隔分布;
12、相邻所述喷涂组件的喷涂启动时间点的间隔时间相等;
13、至少两组相邻所述喷涂组件的喷枪数量相等,且相邻所述喷枪之间的间隔距离相等;
14、在上述实现过程中,不同的喷涂组件设置的喷枪数量相等,且喷枪件的间隔距离相等,即表示不同喷涂组件形成的喷涂面的形状及区域相同,从而可进一步提升在单个喷涂组件具备多个喷枪情况下的喷涂效果。
15、优选的,所述第一驱动组件包括第一旋转驱动件、丝杆及与所述丝杆螺纹配合的连接件;
16、所述喷涂组件包括喷枪,所述喷枪设于所述连接件上,所述丝杆设于所述第一旋转驱动件的驱动端,所述第一旋转驱动件适于驱动所述丝杆转动以驱使所述连接件沿所述丝杆轴向移动;
17、所述丝杆轴向平行于所述料带的宽度方向;
18、在上述实现过程中,第一旋转驱动件驱动丝杆转动,进而带动连接件沿着丝杆的轴向移动,即沿着料带的宽度方向移动,喷枪设于连接件上,以此实现驱动喷枪沿着料带的宽度方向移动。
19、优选的,所述喷涂组件包括喷枪;还包括与所述喷枪连通的混合装置,所述混合装置用于混合形成带静电的混料并通过所述喷枪喷涂于所述料带上。
20、优选的,所述料带包括极片料带。
21、优选的,所述输送组件包括第二旋转驱动件、输送带、输送台及若干设于所述输送台上的传动辊;
22、若干所述传动辊间隔排布并限定形成所述料带的输送路径,所述输送带绕设于所述传动辊上,所述第二旋转驱动件适于驱动至少一个所述传动辊转动以驱动所述输送带沿所述料带的移动路径移动;
23、在上述实现过程中,输送带饶设于若干个传动辊上,第二旋转驱动件驱动至少一个传动辊转动以实现输送带的移动,输送带可对传动辊起到支撑作用,进而令喷涂后形成的涂覆面更加平整,提升涂覆质量。
24、第二方面,本申请提供一种干法涂布机,包括如上述任意所述的静电喷涂设备。
25、优选的,还包括预热装置及辊压装置;
26、所述静电喷涂设备、所述预热装置及所述辊压装置沿所述料带的输送方向依次排布;
27、在上述实现过程中,料带经过静电喷涂设备喷涂后经过预热装置进行预热;以生产极片为例,辊压装置辊压预热后的涂覆层于集流体中,最终形成极片。
28、与现有技术相比,本申请的有益效果在于:本申请通过沿料带输送路径设置多个喷涂组件,并令第一驱动组件驱动喷涂组件沿料带的宽度方向移动,配合料带的移动令相邻两个喷涂组件形成的涂覆层边缘位置形成重叠,最终可令涂覆层的周围部分的高度在涂覆重叠后与涂覆层中心位置的厚度更为接近,最终提升整个涂覆层密度的均匀性,提升涂布效果,提升产品质量。
技术特征:
1.一种静电喷涂设备,其特征在于:包括
2.根据权利要求1所述的静电喷涂设备,其特征在于:至少一个所述喷涂组件包括多个沿所述料带的输送路径等间隔排布的喷枪(10),同一所述喷涂组件中的多个所述喷枪(10)适于同步喷涂。
3.根据权利要求2所述的静电喷涂设备,其特征在于:多个所述喷涂组件呈等间隔分布;
4.根据权利要求1所述的静电喷涂设备,其特征在于:所述第一驱动组件(20)包括第一旋转驱动件、丝杆及与所述丝杆螺纹配合的连接件;
5.根据权利要求1所述的静电喷涂设备,其特征在于:所述喷涂组件包括喷枪(10);还包括与所述喷枪(10)连通的混合装置,所述混合装置用于混合形成带静电的混料并通过所述喷枪(10)喷涂于所述料带上。
6.根据权利要求1所述的静电喷涂设备,其特征在于:所述料带包括极片料带。
7.根据权利要求1-6任一项所述的静电喷涂设备,其特征在于:所述输送组件包括第二旋转驱动件、输送带、输送台及若干设于所述输送台上的传动辊;
8.一种干法涂布机,其特征在于:包括如权利要求1-7任一项所述的静电喷涂设备。
9.根据权利要求8所述的干法涂布机,其特征在于:还包括预热装置(30)及辊压装置(40);
技术总结
本申请公开一种静电喷涂设备,包括输送组件,用于输送料带;喷涂组件,设有多个且分别沿所述料带的输送路径间隔排布;第一驱动组件,所述第一驱动组件与所述喷涂组件连接并适于驱动所述喷涂组件沿所述料带的宽度方向移动;本实施例还提供一种干法涂布机,包括上述静电喷涂设备;采用本申请提供的技术方案可令涂覆层的周围部分的高度在涂覆重叠后与涂覆层中心位置的厚度更为接近,最终提升整个涂覆层密度的均匀性,提升涂布效果,提升产品质量。
技术研发人员:请求不公布姓名,请求不公布姓名
受保护的技术使用者:广东利元亨智能装备股份有限公司
技术研发日:20230428
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!