一种喷涂工装的制作方法
本技术属于喷涂,具体涉及一种喷涂工装。
背景技术:
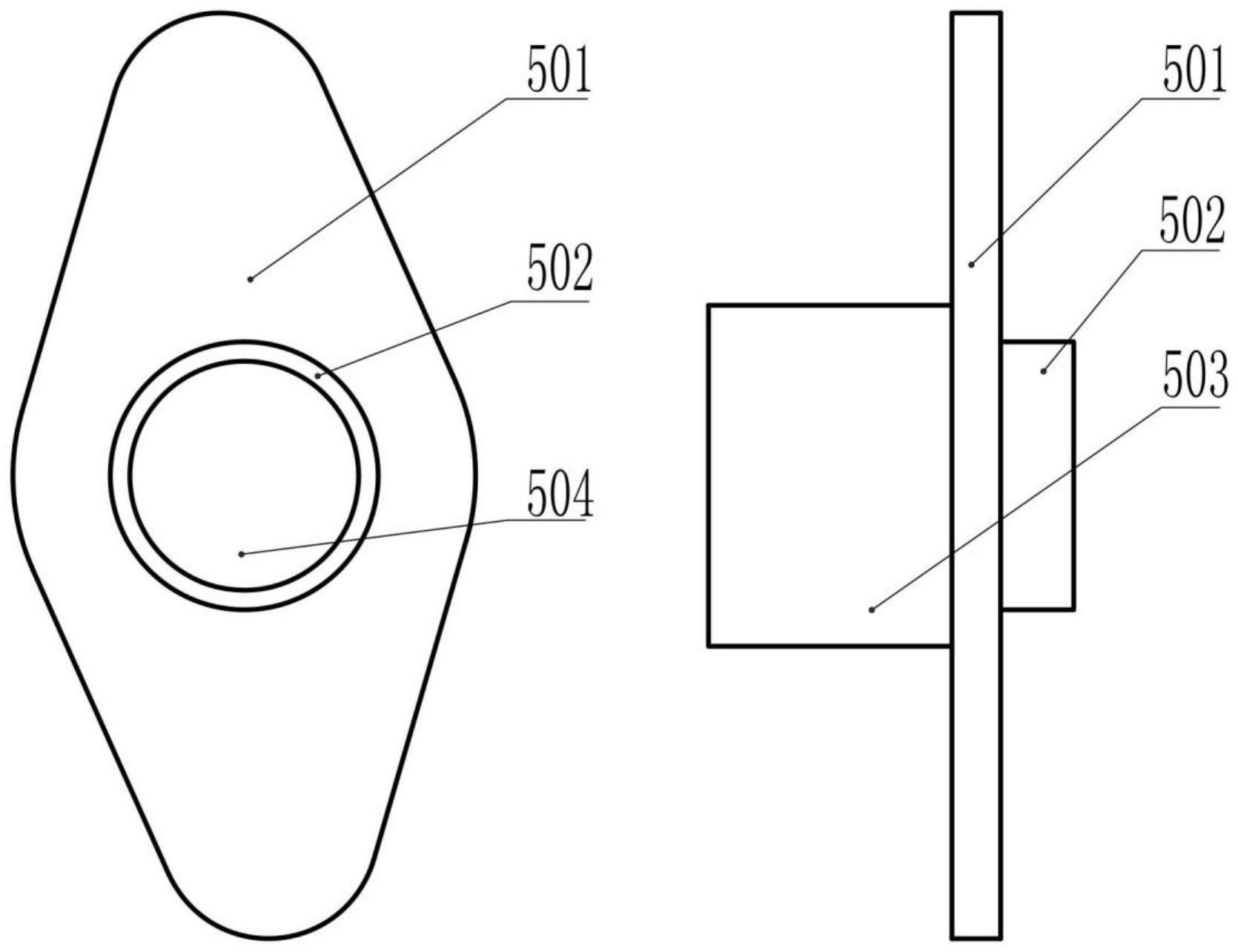
1、在喷漆领域,对小体积的工件进行喷漆时,通常是把工件集中摆放后进行喷漆,如图1所示为一种待喷涂工件,它由一块椭圆形平板与设置在平板右侧面的短柱体以及正对短柱体设置在平板左侧面的长柱体构成, 工件中央横向设有一个贯穿短柱体、平板、长柱体的中心孔,在对工件进行喷漆时,一般喷涂短柱体所在侧的平板表面及短柱体外侧面,但是在用喷涂过程中,发现如下问题: 由于该工件喷枪或喷头在喷出的高速漆料的冲击下(因为平板宽度大于长柱体直径,也是冲击平板远端,工件越是容易偏斜),很容易发生偏转或移位,严重时会滑动到其他工件上或甚至翻转,导致喷涂到无需喷涂的面上或喷涂不均匀的情况发生。
技术实现思路
1、针对上述问题,本实用新型的目的在于,提供一种可有效固定工件,防止工件移位,有效避免喷涂不均匀或喷涂位置错位等情况发生的喷涂工装。具体技术方案如下:
2、一种喷涂工装,包括底座、支撑套、堵头、压缩弹簧、弹簧夹头;所述底座右侧面设有多个与工件的平板形状相匹配的凹槽,在凹槽中部设有贯通孔;工件的平板卡入凹槽内时,工件左侧面的长柱体刚好穿过贯通孔并伸入支撑套内;所述支撑套内部中空并对应于贯通孔可拆卸连接在底座左侧面,支撑套左侧设有导向孔;所述弹簧夹头的右侧位于支撑套内,而其左侧由导向孔伸出支撑套外;在弹簧夹头中部设有环形限位板,所述环形限位板位于支撑套内且其外径大于导向孔内径;工件在在底座上安装好后,堵头左端插入并穿过工件的中心孔并伸入支撑套内,再卡紧在弹簧夹头内,夹紧工件,堵头右端直径大于工件的中心孔直径;所述压缩弹簧位于支撑套内,其左端套设在弹簧夹头位于环形限位板右侧的部位上,右端套设在工件的长柱体外。
3、进一步地,所述弹簧夹头为空心管状体,在弹簧夹头位于环形限位板右侧的部位上均匀设有多个横向的条形缺口,在弹簧夹头右端内侧设有环形凸起;对应的在堵头左端外侧设有环形卡槽,当堵头卡入弹簧夹头内时,环形卡槽与环形凸起互相卡合,弹簧夹头为机床上常用的夹头,只是与现有的夹头相比,本实用新型所述夹头还设置了环形限位板与环形凸起。
4、进一步地,所述堵头上位于环形卡槽左侧的部分为锥形体,以便环形卡槽与环形凸起卡合。
5、进一步地,所述支撑套通过多颗螺钉可拆卸连接在底座左侧面上。
6、进一步地,为保证平板能完全卡入凹槽内,防止喷涂时喷到平板侧面,所述凹槽深度等于平板的厚度。
7、本实用新型,结构简单,操作方便,可有效固定工件,防止工件移位,有效避免喷涂不均匀或喷涂位置错位等情况发生。
技术特征:
1.一种喷涂工装,其特征在于:包括底座、支撑套、堵头、压缩弹簧、弹簧夹头;所述底座右侧面设有多个与工件的平板形状相匹配的凹槽,在凹槽中部设有贯通孔;工件的平板卡入凹槽内时,工件左侧面的长柱体刚好穿过贯通孔并伸入支撑套内;所述支撑套内部中空并对应于贯通孔可拆卸连接在底座左侧面,支撑套左侧设有导向孔;所述弹簧夹头右侧位于支撑套内,而其左侧由导向孔伸出支撑套外;在弹簧夹头中部设有环形限位板,所述环形限位板位于支撑套内且其外径大于导向孔内径;工件在底座上安装好后,堵头左端插入并穿过工件的中心孔并伸入支撑套内,再卡紧在弹簧夹头内,夹紧工件,堵头右端直径大于工件的中心孔直径;所述压缩弹簧位于支撑套内,其左端套设在弹簧夹头位于环形限位板右侧的部位上,右端套设在工件的长柱体外。
2.根据权利要求1所述的一种喷涂工装,其特征在于:所述弹簧夹头为空心管状体,在弹簧夹头位于环形限位板右侧的部位上均匀设有多个横向的条形缺口,在弹簧夹头右端内侧设有环形凸起;对应的在堵头左端外侧设有环形卡槽,当堵头卡入弹簧夹头内时,环形卡槽与环形凸起互相卡合。
3.根据权利要求2所述的一种喷涂工装,其特征在于:所述堵头上位于环形卡槽左侧的部分为锥形体。
4.根据权利要求1所述的一种喷涂工装,其特征在于:所述支撑套通过螺钉可拆卸连接在底座左侧面上。
5.根据权利要求1-4中任意一项所述的一种喷涂工装,其特征在于:所述凹槽深度等于平板的厚度。
技术总结
本技术提供一种喷涂工装,包括底座、支撑套、堵头、压缩弹簧、弹簧夹头;底座右侧面设有多个凹槽,在凹槽中部设有贯通孔;支撑套对应于贯通孔可拆卸连接在底座左侧面,支撑套左侧设有导向孔;弹簧夹头右侧位于支撑套内;在弹簧夹头中部设有环形限位板,环形限位板位于支撑套内;工件在在底座上安装好后,堵头左端插入并穿过工件的中心孔并伸入支撑套内,再卡紧在弹簧夹头内,夹紧工件,堵头右端直径大于工件的中心孔直径;压缩弹簧位于支撑套内,其左端套设在弹簧夹头位于环形限位板右侧的部位上,右端套设在工件的长柱体外。本技术结构简单,操作方便,可有效固定工件,防止工件移位,避免喷涂不均匀或喷涂位置错位等情况发生。
技术研发人员:杨广,王映东
受保护的技术使用者:贵州东钛精密制造有限公司
技术研发日:20230511
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!