一种多工位点胶设备的制作方法
本技术涉及点胶设备领域,尤其涉及一种多工位点胶设备。
背景技术:
1、公知地,高压保险丝的结构一般包括芯管、侧端盖、熔断丝以及石英砂,其中熔断丝一般设置为两组,且该两组熔断丝容量相同并且并联使用,如此可起到双重保护的作用。熔断丝的两端分别连接一端子连接片,端子连接片从芯管上的对应的侧端盖伸出并且与侧端盖之间密封连接,每个芯管的一端对应两个并列的端子连接片。在组装高压保险丝时,芯管每一端的两个端子连接片彼此扣合连接,且端子连接片之间的缝隙需通过胶接密封固定,以保证端子结构的可靠性。
2、目前,一般是采用点胶设备对保险丝零件进行点胶操作,例如有申请人提出了公开号为cn207746050u,公开日为2018.08.21的中国专利,其公开了一种双工位点胶机,并具体公开了,该点胶机通过双y轴驱动形成双工位点胶结构,其中第一工位台包括用于放置工件并带动工件转动的旋转台,第二工位台的构造与第一工位台的构造相同。由第一驱动导轨驱动所述升降导轨移动,升降导轨驱动点胶装置移动以对放置于第一工位台和第二工位台上的工件进行点胶操作,充分利用了产品点胶所需的上下料时间,提高了点胶效率。然而若使用上述的多工位点胶机对高压保险丝零件进行点胶,则需要通过机械手将工件从流水线上取出并放置在搬运装置的接料座上,由搬运装置将工件搬运至每个工位台。在此过程中搬运装置需要频繁启停,若机械手在接料座上的放料不到位,搬运过程中的工件及相应的治具很容易由于搬运装置的刹车制动或晃动而在接料座上的位置发生变化,导致后续加工时需要重新对工件和治具进行定位,延长工时且降低了点胶效率。而且由于此时的高压保险丝侧端盖和芯管之间并未经过压合,且芯管内并未灌砂,搬运装置的制动或晃动可能会使保险丝从治具中脱出,致使其结构松动。
3、因此,对于多工位的点胶机而言,如何能够确保工件及其治具在转运过程中的放料或接料稳定可靠,以防止工件及其治具在料台或料座上的位置出现偏差,或由此导致的工件从治具脱出的现象,是当前亟待解决的问题。
技术实现思路
1、本实用新型所要解决的技术问题在于克服现有技术的不足,而提供一种多工位点胶设备,该多工位点胶设备具有能够在上料机构将零件放置在送料机构的接料槽内时确保零件放置到位,从而提高零件在送料过程中的稳定性和可靠性的优点。
2、为了达到上述目的,本实用新型采用的技术方案如下:
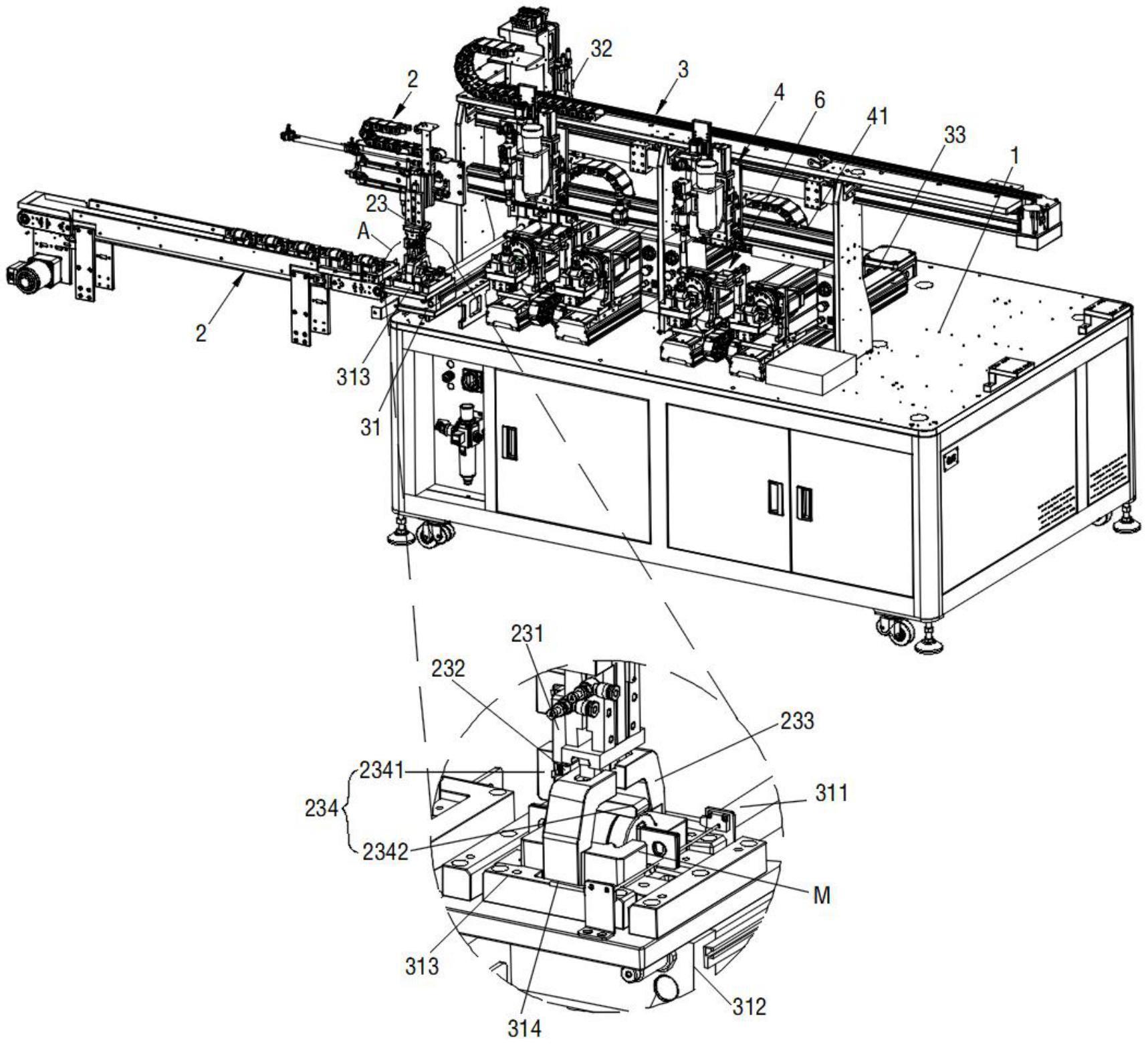
3、一种多工位点胶设备,包括工作台以及设置在所述工作台上的上料机构、送料机构以及点胶模组,其中所述工作台上具有多个点胶工位,所述点胶模组设置在该多个点胶工位的上方,所述送料机构用于将零件输送至对应的点胶工位上,所述送料机构包括接料盘,所述接料盘上设置有接料槽,所述上料机构用于将零件从载具流水线取出并放置在接料槽内,所述上料机构包括x轴搬运模组、z轴升降模组以及取放料模组,其中所述z轴升降模组设置在x轴搬运模组上,所述取放料模组设置在z轴升降模组上,所述取放料模组包括安装座、夹料爪以及推料爪,所述推料爪可沿纵向移动地设置在安装座上,且所述推料爪上具有延伸至夹料爪夹腔内的延伸部,所述延伸部适于在将零件放置在接料槽内时抵靠在零件上部。
4、与现有技术相比,本实用新型具有以下有益效果:
5、该多工位的点胶设备,通过送料机构将零件输送至对应的点胶工位上,通过上料机构将零件从载具流水线取出并放置在送料机构中接料盘上的接料槽内。在取放料过程中,通过取放料模组中的夹料爪抓取零件,通过可沿纵向移动地设置在安装座上的推料爪,在夹料爪将抓取零件放置在接料槽内时抵靠在零件上部,此时通过向下移动推料爪能够将零件以一定的压力顶推至接料槽内,从而确保零件安置到位,提高了后续零件在送料过程中的稳定性和可靠性。同时,在夹料爪抓取零件时推料爪抵靠在零件上,此时抵靠的压力较小,能够保持零件在被抓取过程中的平衡和稳定。
6、为优化上述技术方案,还采取技术措施如下:
7、作为优选的实施方式,所述安装座上具有沿纵向延伸的直线导轨,所述推料爪整体呈l型,所述推料爪的侧部为与该直线导轨滑动配合的滑动部,所述延伸部位于所述滑动部的下方。
8、作为优选的实施方式,所述送料机构包括y轴送料模组、x轴送料模组以及对应每个点胶工位上的进料模组,所述y轴送料模组包括丝杠导轨和与该丝杠导轨相匹配的螺母导座,所述接料盘设置在螺母导座上,所述进料模组包括y轴进料电缸和点胶定位平台,所述点胶定位平台设置在y轴进料电缸上,所述x轴送料模组用于从接料槽内取出零件并放置在点胶定位平台上。
9、作为优选的实施方式,所述x轴送料模组包括x轴送料电缸、z轴直线滑台以及双工位取放料组件,所述z轴直线滑台设置在x轴送料电缸上,所述双工位取放料组件设置在z轴直线滑台上,所述双工位取放料组件包括相对平行布置的第一模组和第二模组,所述第一模组和第二模组均采用与所述取放料模组相同的构造。
10、作为优选的实施方式,所述点胶定位平台包括设置在对应y轴进料电缸上的移动座,所述移动座上设置有用于转动零件以使其上需点胶位置对准点胶模组的调位转盘,所述调位转盘上设置有用于载置零件的载置台,所述载置台的下部设置有用于对被载置零件进行定位的定位夹爪气缸。
11、作为优选的实施方式,所述点胶模组包括点胶位移组件、相机检测组件以及胶阀组件,所述点胶位移组件包括x轴位移电缸和z轴位移电缸,所述x轴位移电缸上设置有位移座,所述相机检测组件和z轴位移电缸均设置在位移座上,所述相机检测组件用于检测零件的位置信息,所述胶阀组件包括胶阀和胶筒,所述胶阀组件设置在z轴位移电缸上。
12、作为优选的实施方式,所述多个点胶工位中每两个点胶工位为一工位组,每个所述工位组之间均由分隔板隔开,每个所述工位组对应设置一组点胶模组,每个所述工位组的两个点胶工位之间均设置有用于清理余胶的接胶机构。
13、作为优选的实施方式,所述接胶机构包括一支撑柱以及设置在所述支撑柱上端的支撑座,所述支撑座上可拆卸地连接有接胶盒。
技术特征:
1.一种多工位点胶设备,包括工作台以及设置在所述工作台上的上料机构、送料机构以及点胶模组,其中所述工作台上具有多个点胶工位,所述点胶模组设置在该多个点胶工位的上方,所述送料机构用于将零件输送至对应的点胶工位上,所述送料机构包括接料盘,所述接料盘上设置有接料槽,所述上料机构用于将零件从载具流水线取出并放置在接料槽内,其特征在于,
2.根据权利要求1所述的多工位点胶设备,其特征在于,所述安装座上具有沿纵向延伸的直线导轨,所述推料爪整体呈l型,所述推料爪的侧部为与该直线导轨滑动配合的滑动部,所述延伸部位于所述滑动部的下方。
3.根据权利要求1所述的多工位点胶设备,其特征在于,所述送料机构包括y轴送料模组、x轴送料模组以及对应每个点胶工位上的进料模组,所述y轴送料模组包括丝杠导轨和与该丝杠导轨相匹配的螺母导座,所述接料盘设置在螺母导座上,所述进料模组包括y轴进料电缸和点胶定位平台,所述点胶定位平台设置在y轴进料电缸上,所述x轴送料模组用于从接料槽内取出零件并放置在点胶定位平台上。
4.根据权利要求3所述的多工位点胶设备,其特征在于,所述x轴送料模组包括x轴送料电缸、z轴直线滑台以及双工位取放料组件,所述z轴直线滑台设置在x轴送料电缸上,所述双工位取放料组件设置在z轴直线滑台上,所述双工位取放料组件包括相对平行布置的第一模组和第二模组,所述第一模组和第二模组均采用与所述取放料模组相同的构造。
5.根据权利要求3所述的多工位点胶设备,其特征在于,所述点胶定位平台包括设置在对应y轴进料电缸上的移动座,所述移动座上设置有用于转动零件以使其上需点胶位置对准点胶模组的调位转盘,所述调位转盘上设置有用于载置零件的载置台,所述载置台的下部设置有用于对被载置零件进行定位的定位夹爪气缸。
6.根据权利要求1所述的多工位点胶设备,其特征在于,所述点胶模组包括点胶位移组件、相机检测组件以及胶阀组件,所述点胶位移组件包括x轴位移电缸和z轴位移电缸,所述x轴位移电缸上设置有位移座,所述相机检测组件和z轴位移电缸均设置在位移座上,所述相机检测组件用于检测零件的位置信息,所述胶阀组件包括胶阀和胶筒,所述胶阀组件设置在z轴位移电缸上。
7.根据权利要求1所述的多工位点胶设备,其特征在于,所述多个点胶工位中每两个点胶工位为一工位组,每个所述工位组之间均由分隔板隔开,每个所述工位组对应设置一组点胶模组,每个所述工位组的两个点胶工位之间均设置有用于清理余胶的接胶机构。
8.根据权利要求7所述的多工位点胶设备,其特征在于,所述接胶机构包括一支撑柱以及设置在所述支撑柱上端的支撑座,所述支撑座上可拆卸地连接有接胶盒。
技术总结
本技术涉及点胶设备领域,其具体公开一种多工位点胶设备,包括工作台以及设置在工作台上的上料机构、送料机构以及点胶模组,其中工作台上具有多个点胶工位,点胶模组设置在该多个点胶工位的上方,送料机构用于将零件输送至对应的点胶工位上,送料机构包括接料盘,接料盘上设置有接料槽,上料机构用于将零件从载具流水线取出并放置在接料槽内,上料机构包括X轴搬运模组、Z轴升降模组以及取放料模组,其中Z轴升降模组设置在X轴搬运模组上,取放料模组设置在Z轴升降模组上,取放料模组包括安装座、夹料爪以及推料爪。该点胶设备具有能够将零件放置在接料槽内时确保零件放置到位的优点。
技术研发人员:高潇亮,向明强,孔德雄,朱鑫良,王玉琦,雷晓鹏
受保护的技术使用者:嘉兴灵米智能科技有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!