一种高速光学膜涂布用导辊的制作方法
本技术属于功能薄膜,涉及一种高速光学膜涂布用导辊。
背景技术:
1、光学膜成品已经广泛用于生活、电子显示行业,对提升光学膜薄膜品质起到关键的作用。现有的光学膜经过相应的加工技术,可以赋予其特殊的功能以满足不同产品的需求,在对其进行加工过程中,需将光学膜进行输送,传送过程中需要经过多个导辊,因光学膜的运输动能由设备电机带动导辊,导辊产生相应的扭矩进而带动光学膜进行传送,此过程中光学膜需要与滚筒进行接触,但在低速情况下,导辊与薄膜贴合紧密属于同步状态两者速度相同,但高速运转时光学膜与导辊之间因空气层被过多的带入到导辊与光学薄膜之间造成实际接触面相对减少,从而导致光学膜与导辊存在速度差,两者因不同步运转进而导致光学膜被导辊表面刮伤,光学膜表面成运行方向的刮伤带,这些刮伤产品运用至电容屏导电膜产品时会造成电阻过高,进而导致触摸失灵的情况。
2、但在低速度运转光学膜时造成生产效率低,提高生产的成本与同行竞争中无法体现优势。为了提高光学膜运输速度,特对设备的传送导辊进行相应的改造,以满足高速运转下,光学膜表面无刮伤的问题。
3、专利cn201822231867通过采用螺纹式开槽方式解决上述问题,但此方法中采用将导辊表面都做成螺纹槽,螺纹槽的结构是从导辊的正中间向两侧进行螺旋,以导辊中间点作为对称轴设计的螺纹开槽,这种结构的作用是将光学薄膜的中间空气向两侧排出,以达到出空气的效果。但是光学薄膜在导辊上运行时,都是处于导辊中间位置,光学薄膜中间的空气使用此结构的导辊需要从中间区域一直运行至辊端部才能将空气彻底排出,所需要的排出时间长,对高速运转下划伤的问题无法彻底解决。
技术实现思路
1、为解决现有技术中存在的问题,本实用新型提供一种高速光学膜涂布用导辊;
2、为达到上述目的,本实用新型采用的方案如下:
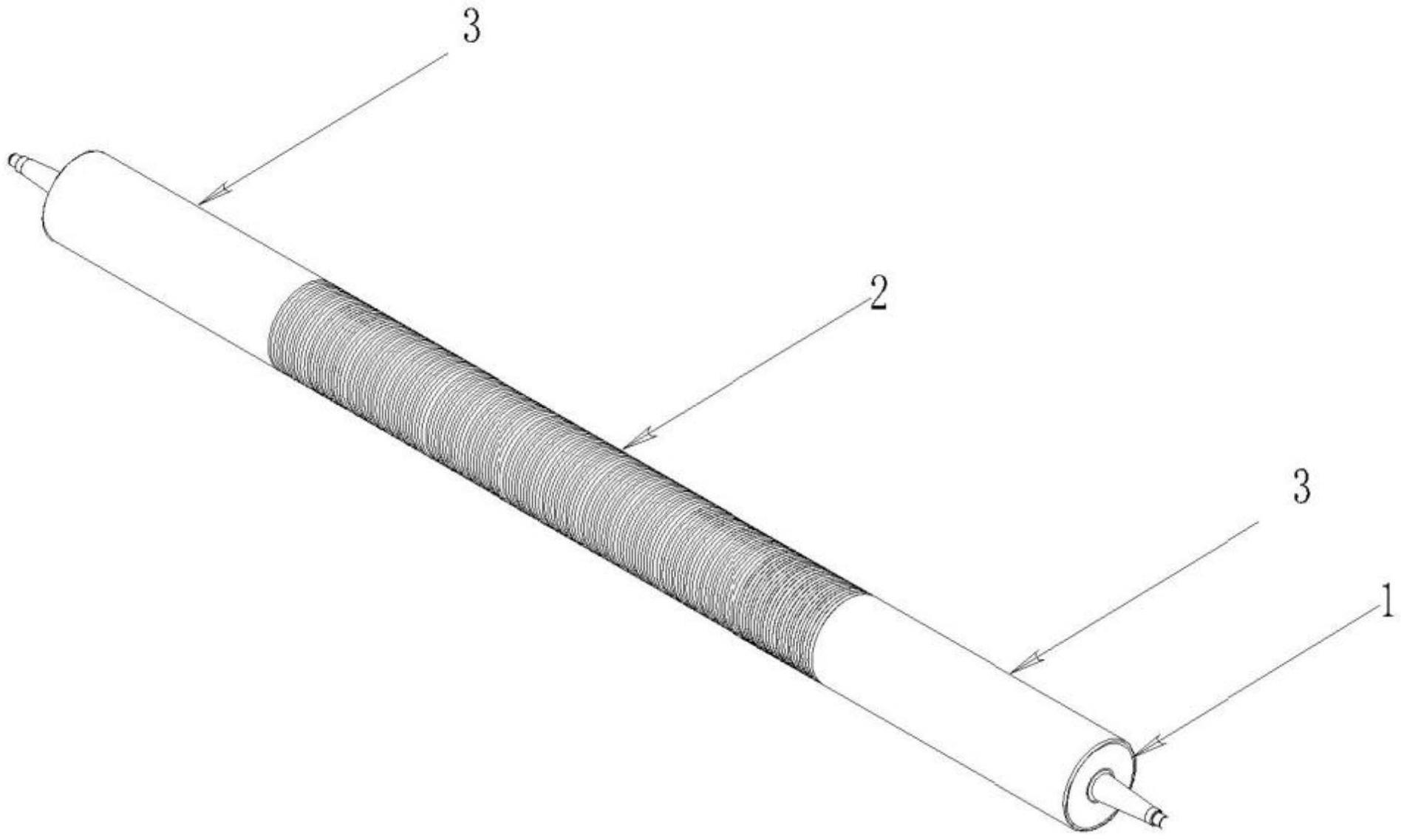
3、一种高速光学膜涂布用导辊,沿着导辊运行的方向,在导辊的表面上,从导辊的中部区域向两侧区域刻有多个线槽;所有线槽中相距最远的两个之间的最大距离(本实用新型中所说的两个线槽之间的最大距离,是指一个线槽的最外侧与另一个线槽的最外侧之间的距离)大于导辊长度的65%;
4、光学膜与线槽辊面接触范围满足≥65%,根据此参数测算出线槽区域占据导辊长度范围,以满足不同规格宽幅的光学薄膜使用;
5、沿着导辊的长度方向,线槽的剖面(沿导辊中轴线所在平面剖)为倒梯形结构,上底d为1~3mm,下底d为上底d的0.3~0.6倍,高度h为1~2mm,高度即为线槽的深度;上底d的尺寸,如果小于1mm,倒梯形槽内体积过小导致排出空气容量过低,无法起到作用;如果大于3mm时,因上底d槽口大,光学膜在张力的压力下接触此槽的开口容易造成磕伤,使光学膜材料表面损坏。
6、作为优选的技术方案:
7、如上所述的一种高速光学膜涂布用导辊,导辊为铝合金材质导辊,硬度范围为hrc55~hrc75,导辊表面镀硬铬,镀层厚度≥0.08mm。
8、如上所述的一种高速光学膜涂布用导辊,所述导辊的辊面的粗糙度≤0.03μm。
9、如上所述的一种高速光学膜涂布用导辊,所述线槽绕导辊一圈。
10、如上所述的一种高速光学膜涂布用导辊,任意相邻两个线槽的间距为1~3mm。
11、如上所述的一种高速光学膜涂布用导辊,所有线槽中相距最远的两个之间的最大距离小于导辊长度的80%。
12、如上所述的一种高速光学膜涂布用导辊,所述导辊的长度为1000~2400mm。
13、本实用新型的设计原理为:通过现场设备运行测试,设备在高速运转状态下,光学薄膜接触此导辊时,导辊中心区域的光学薄膜由于线槽作用,两者接触区域夹带的空气通过倒梯形线槽立即排出,此区域的光学膜稳定性提高,导辊和光学膜之间高速运转时无相对速度差,进而解决导辊划伤的问题。另外导辊两端无线槽区域,因导辊一侧覆盖光学薄膜的最大范围<17.5%,产生的空气可以从导辊两端立即排出,所以考虑制造成本和加工工艺等因素,未将线槽结构铺满整个导辊。此种导辊设计解决了光学膜高速运转状态下导辊与光学膜之间产生刮伤的问题,使其保持光学薄膜在高速输送时,运行得更稳定。
14、与专利cn201822231867相比,本实用新型的开槽结构与光学薄膜的运行轨迹是平行的状态,此导辊表面上的槽口在导辊上布满一整圈,导辊与光学薄膜之间的包裹不会是360度的全包裹,所以未接触光学薄膜的辊面就可以作为空气的排出口,从而可以做到气流快速排出的效果。
15、有益效果
16、本实用新型的一种高速光学膜涂布用导辊,能够使得光学薄膜与导辊之间在高速运转的状态下,保持相同的速度,防止光学薄膜与导辊滑动造成的划伤问题,增加生产运行效率。
技术特征:
1.一种高速光学膜涂布用导辊,其特征在于,沿着导辊运行的方向,在导辊的表面上,从导辊的中部区域向两侧区域刻有多个线槽;所有线槽中相距最远的两个之间的最大距离大于导辊长度的65%;
2.根据权利要求1所述的一种高速光学膜涂布用导辊,其特征在于,导辊为铝合金材质导辊,导辊表面镀硬铬,硬度范围为hrc55~hrc75,镀层厚度≥0.08mm。
3.根据权利要求1所述的一种高速光学膜涂布用导辊,其特征在于,所述导辊的辊面的粗糙度≤0.03μm。
4.根据权利要求1所述的一种高速光学膜涂布用导辊,其特征在于,所述线槽绕导辊一圈。
5.根据权利要求4所述的一种高速光学膜涂布用导辊,其特征在于,任意相邻两个线槽的间距为1~3mm。
6.根据权利要求1所述的一种高速光学膜涂布用导辊,其特征在于,所有线槽中相距最远的两个之间的最大距离小于导辊长度的80%。
7.根据权利要求1所述的一种高速光学膜涂布用导辊,其特征在于,所述导辊的长度为1000~2400mm。
技术总结
本技术涉及一种高速光学膜涂布用导辊,沿着导辊运行的方向,导辊的表面上,从导辊的中部区域向两侧区域刻有多个线槽;所有线槽中相距最远的两个之间的最大距离大于导辊长度的65%;沿着导辊的长度方向,线槽的剖面为倒梯形结构,上底D为1~3mm,下底d为上底D的0.3~0.6倍,高度h为1~2mm;本技术的一种高速光学膜涂布用导辊,能够使得光学薄膜与导辊之间在高速运转的状态下,能够保持相同的速度,防止光学薄膜与导辊滑动造成的划伤问题,增加生产运行效率。
技术研发人员:倪成成,刘建,鞠金虎,徐金龙,刘云剑,陈英杰
受保护的技术使用者:江苏康辉新材料科技有限公司
技术研发日:20230518
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!