一种用于套色轮毂喷涂的防护结构的制作方法
本技术涉及轮毂生产,尤其涉及一种用于套色轮毂喷涂的防护结构。
背景技术:
1、随着铝合金轮毂个性化、多元化外观设计的发展,套色轮毂的需求在市场上得到了越来越多的关注,同一轮毂不同表面颜色的喷涂工艺较以往复杂多变,要求表面颜色相间且颜色从黑、灰色等暗色转向蓝色、橘色等亮色。现有的喷涂方式为人工手动在轮毂表面粘贴防护贴纸,用以遮蔽相应部位,再进行人工套色喷涂,因贴纸防护的防护方式在喷涂完成后进入烘烤工序前手动撕除贴纸,避免贴纸烧毁影响轮毂外观,且手动作业方式效率极低,作业过程无法满足自动化产线的上线要求,手动贴纸防护及离线人工喷涂作业方式存在如下缺陷:
2、1、人工作业效率低,产品生产过程用时长,人工成本高,且无法满足快节奏生产需求。
3、2、手动贴纸防护及喷涂的作业过程,过于依赖操作者作业经验及责任心,产品质量一致性要求无法满足,且离线作业过程存在落灰和漆雾污染问题,造成成品率低,返修量大,喷涂质量无法得到有效保障。
4、3、离线贴纸防护及手动喷涂的作业过程中需要频繁转运轮毂至不同工位,包括轮毂清洗、防护贴纸的粘贴、人工手喷涂、防护贴纸撕除,烘烤、漆雾擦拭等工序,品控环节多,人工劳动强度度大,不能形成连续稳定的生产模式。
5、基于此,开发一种用于套色轮毂喷涂的防护结构,是当前亟待解决的技术问题。
技术实现思路
1、本实用新型的目的在于针对上述问题,提供一种用于套色轮毂喷涂的防护结构,解决现有套色轮毂喷涂过程中存在的作业效率低、成品率低、人工劳动强度大及生产成本高的问题。
2、为解决上述技术问题,本实用新型采用的技术方案为:
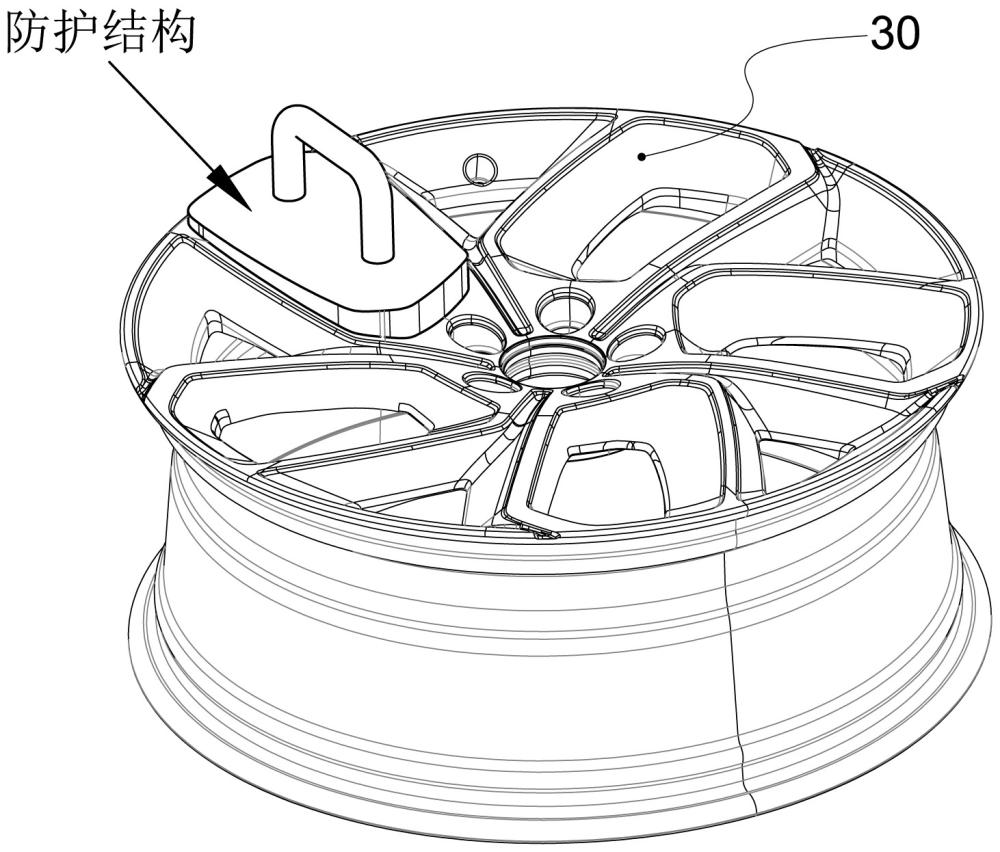
3、一种用于套色轮毂喷涂的防护结构,包括防护部,所述防护部对应轮毂需遮蔽部位设置,用于套色轮毂喷涂过程中防护需遮蔽部位,所述防护部上连接有定位部,所述定位部对应轮毂定位基准设置,用于定位防护部与需遮蔽部位的相对位置。
4、优选地,所述防护部是对应需遮蔽部位设置的防护板,所述定位部是对应轮毂窗口造型设置的定位套筒,所述防护板与定位套筒固定连接。
5、优选地,所述定位套筒外壁上对应轮毂窗口内壁设置防脱结构。
6、优选地,所述防护板的边缘上沿为切斜形状,以减小防护板边缘板材厚度方向对喷涂效果的影响。
7、优选地,所述防护板上设置有便于手持抓握的把手。
8、优选地,所述防护板的厚度为10-20mm,所述把手的高度40-50mm。
9、优选地,所述防护部为对应需遮蔽部位设置的覆盖在轮毂表面的防护盖,所述防护盖上对应轮毂需喷涂部位开设有喷涂孔,所述定位部为对应轮毂外缘设置的定位环。
10、优选地,所述定位环的下沿为收口设计,以使防护盖紧密贴合轮毂表面,确保遮蔽严密。
11、优选地,所述防护结构的材质为耐高温材料。
12、优选地,所述防护结构的材质为易脱漆材料。
13、本实用新型的有益效果在于:
14、本实用新型的防护结构改变了原有的手工粘贴防护贴纸的防护方式,使套色轮毂的喷涂过程可以在自动化喷涂产线上进行,解决了传统防护、喷涂方式作业效率低、人工劳动强度大及产品质量无法保障的问题。具体体现在如下几个方面:
15、1、生产效率:提升24倍(原来200件/8小时,现在4800件/8小时)可满足订单激增需求;
16、2、产品质量:一次下线率由原来70%提高至85%,提高15% ,大大节省了质量成本;
17、3、质量成本:以哑漆套色为例,脱漆成本按17元/件计算,节约脱漆成本720*17=12240元;返修成本按15元/件计算,节约返修成本1080*15=16200元。
18、4、人工成本:减少了人员搬运、转线、存储、再上线的人员投入,大大降低员工劳动强度。按照接单10000件计算,可以节约人工成本30000元。
技术特征:
1.一种用于套色轮毂喷涂的防护结构,其特征在于:包括防护部,所述防护部对应轮毂需遮蔽部位设置,用于套色轮毂喷涂过程中防护需遮蔽部位,所述防护部上连接有定位部,所述定位部对应轮毂定位基准设置,用于定位防护部与需遮蔽部位的相对位置;
2.根据权利要求1所述的一种用于套色轮毂喷涂的防护结构,其特征在于:所述定位套筒(11)外壁上对应轮毂窗口(30)内壁设置防脱结构(12)。
3.根据权利要求1所述的一种用于套色轮毂喷涂的防护结构,其特征在于:所述防护板(10)的边缘上沿为切斜形状,以减小防护板(10)边缘板材厚度方向对喷涂效果的影响。
4.根据权利要求1所述的一种用于套色轮毂喷涂的防护结构,其特征在于:所述防护板(10)上设置有便于手持抓握的把手(13)。
5.根据权利要求4所述的一种用于套色轮毂喷涂的防护结构,其特征在于:所述防护板(10)的厚度为10-20mm,所述把手(13)的高度40-50mm。
6.根据权利要求1所述的一种用于套色轮毂喷涂的防护结构,其特征在于:所述定位环(22)的下沿为收口设计,以使防护盖(20)紧密贴合轮毂表面,确保遮蔽严密。
7.根据权利要求1-6中任一项所述的一种用于套色轮毂喷涂的防护结构,其特征在于:所述防护结构的材质为耐高温材料。
8.根据权利要求1-6中任一项所述的一种用于套色轮毂喷涂的防护结构,其特征在于:所述防护结构的材质为易脱漆材料。
技术总结
本技术公开了一种用于套色轮毂喷涂的防护结构,涉及轮毂生产技术领域,其包括防护部,所述防护部对应轮毂需遮蔽部位设置,用于套色轮毂喷涂过程中防护需遮蔽部位,所述防护部上连接有定位部,所述定位部对应轮毂定位基准设置,用于定位防护部与需遮蔽部位的相对位置。本技术使套色轮毂的喷涂过程可以在自动化喷涂产线上完成,免去了手动粘贴防护贴纸及手动喷涂的繁琐作业步骤,只需在产线上增设防护结构加装工序,即可全自动完成套色轮毂涂装作业,产品质量得到了有效保障,提升了作业效率,降低了作业人员的劳动强度。
技术研发人员:郭源,张殿杰,钱炜麟,谢超,秦玉龙,张普
受保护的技术使用者:秦皇岛兴龙轮毂有限公司
技术研发日:20230607
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!