油封自动涂油及检验设备的制作方法
本技术涉及油封生产,尤其是一种油封自动涂油及检验设备。
背景技术:
1、目前的油封涂油工作多由人工将油封放入简易涂油头,脚踏控制涂油。在此过程中,容易出现油封放置偏离预期位置、倾斜、放反、放置不到位及涂油量不均一的情况出现,从而影响成品质量。
2、而且人工涂油劳动强度大,且人工检测容易出现漏检、错检的问题,这种漏检、错检产品流入下一道工序后,如果没有进行气密性测试,也难以判断气密参数,最终造成瑕疵品流入市场的问题。
技术实现思路
1、本申请人针对上述现有生产技术中的缺点,提供一种结构合理的油封自动涂油及检验设备,在同一条流水线上,实现上料、气密测试、精准涂油、检测等多种工序,从而提高集成化和产品合格率。
2、本实用新型所采用的技术方案如下:
3、一种油封自动涂油及检验设备,包括工作台,所述工作台上设有平移送料装置,工作台上还设有多组立架,用于安装工作台台面上方所用结构,
4、所述平移送料装置包括安装在工作台台面下方的平移电缸、被平移电缸带动的平移载板、设置在平移载板上的平移载具;工作台台面上设有平移滑轨,平移载板在平移滑轨上往复移动,
5、所述工作台上沿平移送料装置的送料方向依次设置接料工位、气密检测工位、涂油工位、涂油检查工位、外观检查工位、排出工位;
6、上述每个工位正下方对应一处平移载具,平移载具上所承载的工件由对应工位加工处理。
7、作为上述技术方案的进一步改进:
8、所述接料工位包括安装在工作台台面下方的接料下气缸、安装在工作台台面上方的接料上气缸,接料下气缸的活塞杆上连接有接料载具。
9、所述气密检测工位处设有安装在工作台台面下方的气密检测下气缸,气密检测下气缸的活塞杆端部连接有气密下载具;在工作台上方安装气密检具,气密检具连接有通气阀。
10、所述涂油工位处设有安装在工作台台面下方的涂油下气缸,涂油下气缸的活塞杆端部连接有涂油载具;工作台台面上方安装有涂油头。
11、所述涂油检查工作处设有安装在工作台台面下方的涂油检查下气缸、涂油检查电机,涂油检查电机的输出轴与涂油检查下气缸之间带传动连接,
12、涂油检查下气缸的活塞杆端部连接有涂油检查载具;在工作台台面上方设有涂油检查传感器。
13、所述外观检查工位处设有安装在工作台台面下方的外观检查下气缸、外观检查电机,外观检查电机的输出轴与外观检查下气缸之间带传动连接,
14、外观检查下气缸的活塞杆端部连接有外观检查载具,
15、在工作台台面上方设有侧面相机和垂直相机。
16、排出工位分为瑕疵品排出通道、合格品收集区;瑕疵品排出通道下方承接有外观瑕疵收集区、涂油瑕疵收集区、气密瑕疵收集区。
17、外观瑕疵收集区、涂油瑕疵收集区、气密瑕疵收集区共线设置,其滑移路径经过瑕疵品排出通道的出料口。
18、排出工位处设有位于工作台台面上方的x轴排出电缸、被x轴排出电缸带动的y轴排出电缸、被y轴排出电缸带动的z轴排出电缸;z轴排出电缸的活塞杆上连接有夹爪,
19、夹爪运动路径经过瑕疵品排出通道、合格品收集区。
20、合格品收集区处设有位于工作台台面上的合格件推出气缸,合格件推出气缸的活塞杆上连接有条状的推料板,推料板的前进方向设有用于承接合格品的码垛平台。
21、本实用新型的有益效果如下:
22、本实用新型结构紧凑、合理,操作方便,在一台设备上集成了接料、气密检测、涂油及涂油检测、外观检测和分类收集多个工序,利用相机检查涂油品质和外观保证不良品不流入下一道工序;另设三种不良设置单独的ng收集区域,以方便统计数据和回收。
23、本实用新型大大减少了所需人工,从原方案中需要涂油工位、外观检查工位的两人,减少至只需要一人负责工件收集。
24、本实用新型中,涂油工位的涂油精度高,在涂油过程中,工件被稳定托起,涂油头和工件之间的相对位置稳定,从而确保涂油的均匀程度、精度。
25、在涂油后,立刻通过涂油检查工位检查涂油效果,在检查完成后,再次由外观检查工位检查工件外观,保证不良品不流入下一道工序;本方案中还提供了一种分类收集瑕疵品的方式,即三种不同类别的瑕疵品分别对应外观瑕疵收集区、涂油瑕疵收集区和气密瑕疵收集区,这三个瑕疵收集区能够在瑕疵品排出通道的出口端往复运动,在实现提高良品率的同时,对瑕疵品也能够便于统计数量和回收。
技术特征:
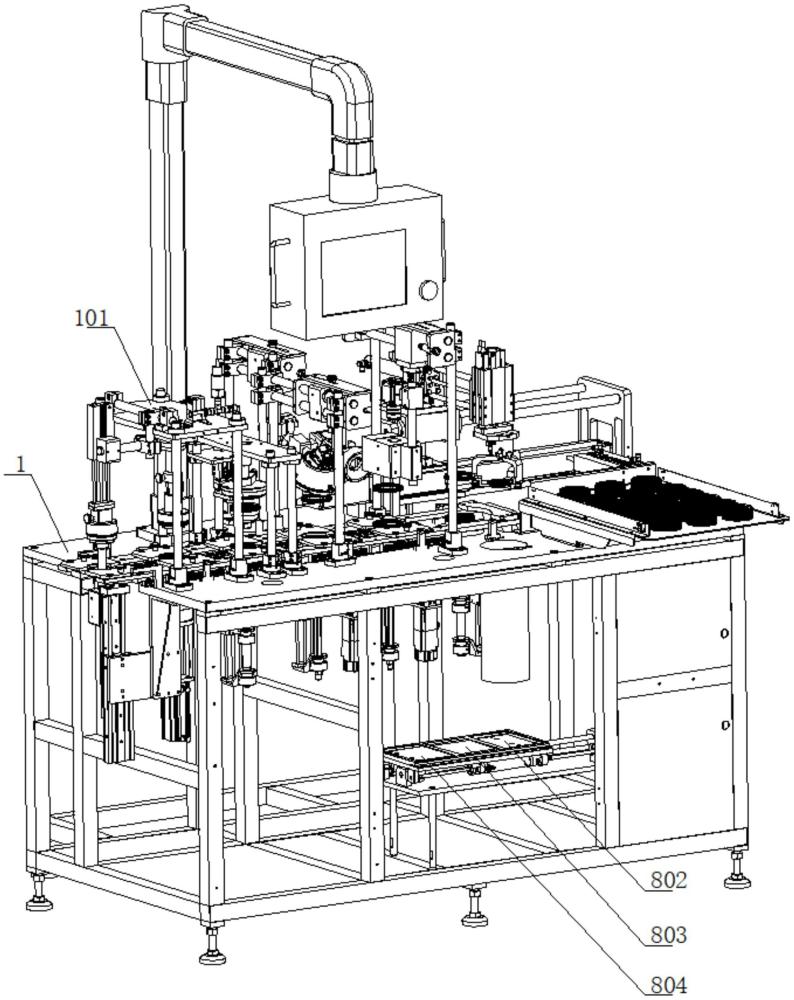
1.一种油封自动涂油及检验设备,其特征在于:包括工作台(1),所述工作台(1)上设有平移送料装置(2),工作台(1)上还设有多组立架(101),用于安装工作台(1)台面上方所用结构,
2.如权利要求1所述的油封自动涂油及检验设备,其特征在于:所述接料工位(3)包括安装在工作台(1)台面下方的接料下气缸(301)、安装在工作台(1)台面上方的接料上气缸(302),接料下气缸(301)的活塞杆上连接有接料载具(303)。
3.如权利要求1所述的油封自动涂油及检验设备,其特征在于:所述气密检测工位(4)处设有安装在工作台(1)台面下方的气密检测下气缸(401),气密检测下气缸(401)的活塞杆端部连接有气密下载具(402);在工作台(1)上方安装气密检具(403),气密检具(403)连接有通气阀(404)。
4.如权利要求1所述的油封自动涂油及检验设备,其特征在于:所述涂油工位(5)处设有安装在工作台(1)台面下方的涂油下气缸(501),涂油下气缸(501)的活塞杆端部连接有涂油载具(502);工作台(1)台面上方安装有涂油头(503)。
5.如权利要求1所述的油封自动涂油及检验设备,其特征在于:所述涂油检查工作处设有安装在工作台(1)台面下方的涂油检查下气缸(601)、涂油检查电机(602),涂油检查电机(602)的输出轴与涂油检查下气缸(601)之间带传动连接,
6.如权利要求1所述的油封自动涂油及检验设备,其特征在于:所述外观检查工位(7)处设有安装在工作台(1)台面下方的外观检查下气缸(701)、外观检查电机(702),外观检查电机(702)的输出轴与外观检查下气缸(701)之间带传动连接,
7.如权利要求1所述的油封自动涂油及检验设备,其特征在于:排出工位(8)分为瑕疵品排出通道(801)、合格品收集区;瑕疵品排出通道(801)下方承接有外观瑕疵收集区(802)、涂油瑕疵收集区(803)、气密瑕疵收集区(804)。
8.如权利要求7所述的油封自动涂油及检验设备,其特征在于:外观瑕疵收集区(802)、涂油瑕疵收集区(803)、气密瑕疵收集区(804)共线设置,其滑移路径经过瑕疵品排出通道(801)的出料口。
9.如权利要求7所述的油封自动涂油及检验设备,其特征在于:排出工位(8)处设有位于工作台(1)台面上方的x轴排出电缸(805)、被x轴排出电缸(805)带动的y轴排出电缸(806)、被y轴排出电缸(806)带动的z轴排出电缸(807);z轴排出电缸(807)的活塞杆上连接有夹爪(808),
10.如权利要求9所述的油封自动涂油及检验设备,其特征在于:合格品收集区处设有位于工作台(1)台面上的合格件推出气缸(809),合格件推出气缸(809)的活塞杆上连接有条状的推料板(810),推料板(810)的前进方向设有用于承接合格品的码垛平台(811)。
技术总结
本技术涉及一种油封自动涂油及检验设备,工作台上设有平移送料装置、多组立架,用于安装工作台台面上方所用结构,所述平移送料装置包括安装在工作台台面下方的平移电缸、被平移电缸带动的平移载板、设置在平移载板上的平移载具;工作台台面上设有平移滑轨,平移载板在平移滑轨上往复移动,所述工作台上沿平移送料装置的送料方向依次设置接料工位、气密检测工位、涂油工位、涂油检查工位、外观检查工位、排出工位;上述每个工位正下方对应一处平移载具,平移载具上所承载的工件由对应工位加工处理。本设备直接从前设备直接接料,进行气密测试、保证涂油精度、筛选不良品,通过三种不良设置单独的NG收集区域,以方便统计数据和回收。
技术研发人员:马勇刚,山田洋,邹妮,董赟
受保护的技术使用者:无锡利美科技有限公司
技术研发日:20230706
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!