一种罐口自动补涂装置的制作方法
本发明涉及金属罐生产,尤其涉及一种罐口自动补涂装置。
背景技术:
1、小茶罐经过模具缩颈工序后,一般原有的保护涂层都会受到一定的损伤、脱落。如果不做补涂工序很容易造成罐口生锈的风险。目前的做法是经过缩颈工序后的每一个罐子都会人工拿着毛刷补涂,费事费力效率也不高。
技术实现思路
1、为解决上述问题,本发明公开了一种罐口自动补涂装置,减轻了工人的劳动强度,提升了工作效率。
2、具体方案如下:
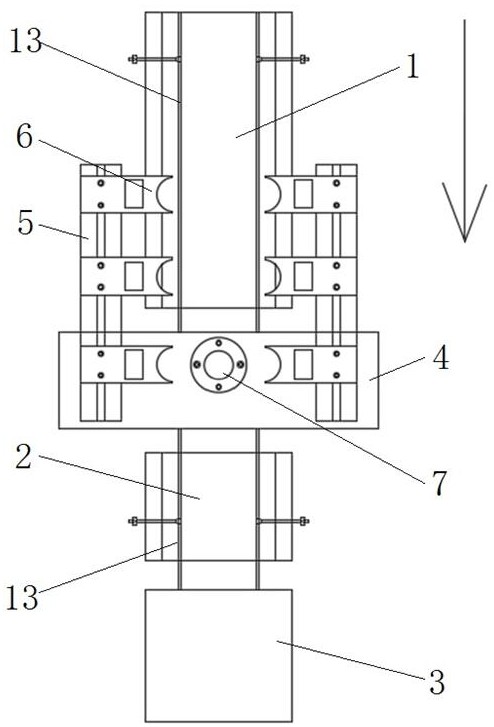
3、一种罐口自动补涂装置,安装在缩颈工序后,其特征在于:包括依次设置的第一输送带、补凃组件、第二输送带和烘炉,所述补凃组件包括置于第一输送带和第二输送带端部之间的工作台,所述工作台上设有两左右对称设置的滑轨,所述滑轨上配合安装有可沿其前后滑动的夹爪,其中左右两滑轨上的夹爪数量相同且位置相对应,并相对设置,所述工作台的上方还配合安装有升降气缸,所述升降气缸的输出端向下,并配合安装有补涂模具,所述补涂模具内嵌设有吸附了补凃液的海绵圈。
4、作为本发明的进一步改进,还包括盛装有补凃液的储罐,所述储罐通过连管与补涂模具连接,所述连管将储罐内腔与海绵圈连通。
5、作为本发明的进一步改进,所述储罐与连管的连接处设有电磁阀。
6、作为本发明的进一步改进,所述第一输送带和第二输送带上均配合安装有导轨。
7、本发明的有益效果在于:在确保补凃工序的情况下,实现了自动化操作,有效减轻了工人的劳动强度,提升了工作效率。
技术特征:
1.一种罐口自动补涂装置,安装在缩颈工序后,其特征在于:包括依次设置的第一输送带(1)、补凃组件、第二输送带(2)和烘炉(3),所述补凃组件包括置于第一输送带(1)和第二输送带(2)端部之间的工作台(4),所述工作台(4)上设有两左右对称设置的滑轨(5),所述滑轨(5)上配合安装有可沿其前后滑动的夹爪(6),其中左右两滑轨(5)上的夹爪(6)数量相同且位置相对应,并相对设置,所述工作台(4)的上方还配合安装有升降气缸(7),所述升降气缸(7)的输出端向下,并配合安装有补涂模具(8),所述补涂模具(8)内嵌设有吸附了补凃液的海绵圈(9)。
2.根据权利要求1所述的一种罐口自动补涂装置,其特征在于:还包括盛装有补凃液的储罐(10),所述储罐(10)通过连管(11)与补涂模具(8)连接,所述连管(11)将储罐(10)内腔与海绵圈(9)连通。
3.根据权利要求2所述的一种罐口自动补涂装置,其特征在于:所述储罐(10)与连管(11)的连接处设有电磁阀(12)。
4.根据权利要求1所述的一种罐口自动补涂装置,其特征在于:所述第一输送带(1)和第二输送带(2)上均配合安装有导轨(13)。
技术总结
本发明提供了一种罐口自动补涂装置,安装在缩颈工序后,包括依次设置的第一输送带、补凃组件、第二输送带和烘炉,补凃组件包括置于第一输送带和第二输送带端部之间的工作台,工作台上设有两左右对称设置的滑轨,滑轨上配合安装有可沿其前后滑动的夹爪,其中左右两滑轨上的夹爪数量相同且位置相对应,并相对设置,工作台的上方还配合安装有升降气缸,升降气缸的输出端向下,并配合安装有补涂模具,补涂模具内嵌设有吸附了补凃液的海绵圈。本发明的有益效果在于:在确保补凃工序的情况下,实现了自动化操作,有效减轻了工人的劳动强度,提升了工作效率。
技术研发人员:周世清,许永良,蔡广形
受保护的技术使用者:东莞市大满包装实业有限公司
技术研发日:20230830
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!