自动给料调胶系统的制作方法
本申请是有关于印刷电路板的制造,尤指一种能够自动调节填料进给量的自动给料调胶系统。
背景技术:
1、在印刷电路板的工艺中,填料作为覆铜板的重要原材料,并需要与树脂调胶形成混合胶液以利于后续工艺。传统的作法直接将秤重后的填料与树脂一同加入胶槽内进行搅拌,因此填料在短时间内大量添加的情况下,常会导致填料产生明显的屯积情况,而不利于均匀分散并与树脂混合;且由于填料在大量添加时会因为彼此之间的快速摩擦而大幅增加静电,从而可能引燃胶槽内的挥发物质导致危险。另外,人员亦需要频繁地开启胶槽以添加填料与树脂,造成胶槽开启时内部的挥发物质溢散,因而被人员吸入而损害身体健康。
2、有鉴于此,本申请遂针对上述现有技术的缺失,特潜心研究并配合学理的运用,尽力解决上述的问题点,即成为本申请改良的目标。
技术实现思路
1、本申请的主要目的,在于可通过螺旋给料装置来自动控制给料的多少,从而避免填料囤积与人员频繁开启调胶装置手动添料。
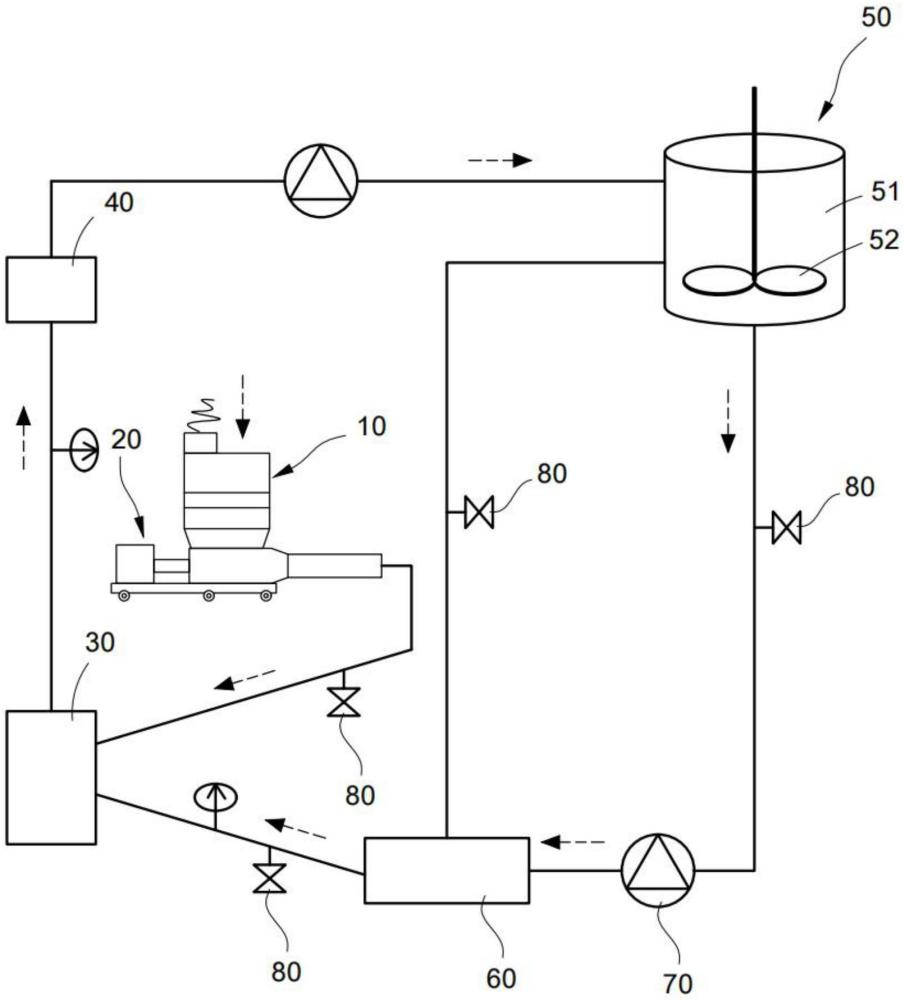
2、为了达成上述的目的,本申请提供一种自动给料调胶系统,包括一给料槽、一螺旋给料装置、一预分散装置、一剪力机及一调胶装置,给料槽包括一外壳,外壳具有一进料口及一出料口,螺旋给料装置包括一输送管、一转轴及一驱动器,输送管连通出料口且具有一轴向,转轴位于输送管内且具有一螺旋叶片,螺旋叶片沿轴向环绕转轴,驱动器沿轴向连接转轴的一端,预分散装置连接输送管远离驱动器的一端,预分散装置连接在输送管与剪力机之间,调胶装置包括一胶槽及设于胶槽内的一搅拌器,剪力机连接在预分散装置与调胶装置之间。
3、于本申请的一实施例中,螺旋叶片的外径由转轴对应驱动器的一端朝转轴的另一端递减。
4、于本申请的一实施例中,给料槽还包括多个磁吸杆及多个磁吸板,外壳定义有相互垂直的一水平方向及一竖立方向,各磁吸杆沿水平方向平行排列于进料口及出料口之间,各磁吸板沿竖立方向平行排列于各磁吸杆及出料口之间。
5、于本申请的一实施例中,外壳具有多个卡槽,各磁吸板可拆卸地插设于各卡槽内。
6、于本申请的一实施例中,每一磁吸板具有一导引件,每一导引件设于对应的磁吸板朝向各磁吸杆的一侧。
7、于本申请的一实施例中,在每一磁吸板中,导引件沿竖立方向朝远离磁吸板的方向渐缩而呈锥状。
8、于本申请的一实施例中,给料槽还包括一马达,马达设于外壳且具有一驱动轴,驱动轴动力连接各磁吸杆,马达经由驱动轴同时驱动各磁吸杆转动。
9、于本申请的一实施例中,给料槽还包括一秤重托杆及一重量传感器,秤重托杆连接驱动轴并测量驱动轴及各磁吸杆的总重量变化,重量传感器电性连接马达及秤重托杆。
10、于本申请的一实施例中,还包括一过滤装置,过滤装置连接在调胶装置及预分散装置之间。
11、于本申请的一实施例中,还包括一循环泵浦,循环泵浦连接在调胶装置与过滤装置之间。
12、本申请的自动给料调胶系统,通过螺旋给料装置来自动控制给料的多少,人员仅需将适量的填料加入给料槽中而不需频繁地添入调胶装置内,避免了调胶装置中的挥发物质逸散而损害人员的身体健康;且通过螺旋给料装置能够稳定地输送及控制填料的供给量,不仅能够避免填料因囤积导致无法均匀分散的问题,亦能够避免填料在短时间内因过量添加而导致摩擦静电大幅增加所可能发生的危险。
13、为了能更进一步了解本申请为达成预定目的所采取的技术、手段及功效,请参阅以下有关本申请的详细说明与附图,相信本申请的目的、特征与特点,当可由此得到深入且具体的了解,然而所附图式仅提供参考与说明用,并非用来对本申请加以限制。
技术特征:
1.一种自动给料调胶系统,其特征在于,包括:
2.如权利要求1所述的自动给料调胶系统,其特征在于,所述螺旋叶片的外径由所述转轴对应所述驱动器的一端朝所述转轴的另一端递减。
3.如权利要求1所述的自动给料调胶系统,其特征在于,所述给料槽还包括多个磁吸杆及多个磁吸板,所述外壳定义有相互垂直的一水平方向及一竖立方向,各所述磁吸杆沿所述水平方向平行排列于所述进料口及所述出料口之间,各所述磁吸板沿所述竖立方向平行排列于各所述磁吸杆及所述出料口之间。
4.如权利要求3所述的自动给料调胶系统,其特征在于,所述外壳具有多个卡槽,各所述磁吸板可拆卸地插设于各所述卡槽内。
5.如权利要求3所述的自动给料调胶系统,其特征在于,每一所述磁吸板具有一导引件,每一所述导引件设于对应的所述磁吸板朝向各所述磁吸杆的一侧。
6.如权利要求5所述的自动给料调胶系统,其特征在于,在每一所述磁吸板中,所述导引件沿所述竖立方向朝远离所述磁吸板的方向渐缩而呈锥状。
7.如权利要求3所述的自动给料调胶系统,其特征在于,所述给料槽还包括一马达,所述马达设于所述外壳且具有一驱动轴,所述驱动轴动力连接各所述磁吸杆,所述马达经由所述驱动轴同时驱动各所述磁吸杆转动。
8.如权利要求7所述的自动给料调胶系统,其特征在于,所述给料槽还包括一秤重托杆及一重量传感器,所述秤重托杆连接所述驱动轴并测量所述驱动轴及各所述磁吸杆的总重量变化,所述重量传感器电性连接所述马达及所述秤重托杆。
9.如权利要求1所述的自动给料调胶系统,其特征在于,还包括一过滤装置,所述过滤装置连接在所述调胶装置及所述预分散装置之间。
10.如权利要求9所述的自动给料调胶系统,其特征在于,还包括一循环泵浦,所述循环泵浦连接在所述调胶装置与所述过滤装置之间。
技术总结
本技术提供一种自动给料调胶系统,包括给料槽、螺旋给料装置、预分散装置、剪力机及调胶装置,给料槽包括外壳,外壳具有进料口及出料口,螺旋给料装置包括输送管、转轴及驱动器,输送管连通出料口且具有轴向,转轴位于输送管内且具有螺旋叶片,螺旋叶片沿轴向环绕转轴,驱动器沿轴向连接转轴的一端,预分散装置连接输送管远离驱动器的一端并连接在输送管与剪力机之间,调胶装置包括胶槽及设于胶槽内的搅拌器,剪力机连接在预分散装置与调胶装置之间;由此,可通过螺旋给料装置来自动控制给料的多少,从而避免填料囤积与频繁开启调胶装置。
技术研发人员:余骏
受保护的技术使用者:联茂(无锡)电子科技有限公司
技术研发日:20231107
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!