视觉检测点胶一体机的制作方法
本技术涉及点胶领域,尤其涉及一种点胶机。
背景技术:
1、点胶机是将流体如胶水进行点滴、涂覆到产品表面或内部的自动化机器。常见的应用场景如对led光源的灯珠点胶实现封装、对工件的待连接处点胶以实现两个工件的固定粘接;当然点胶机还可以根据需要对表面点滴油漆或其他液体,以实现特定的加工需求。
2、可以理解的,点胶后胶水会附着于产品、通常不易清除。若点胶后发现产品不合格,一方面浪费胶水,另一方面产品附着的胶水会导致维修拆解不便。
3、因此,有必要对点胶机进行改进,以解决现有点胶机存在的问题。
技术实现思路
1、本实用新型的目的是提供一种改进结构的点胶机,以解决现有技术中存在的问题。
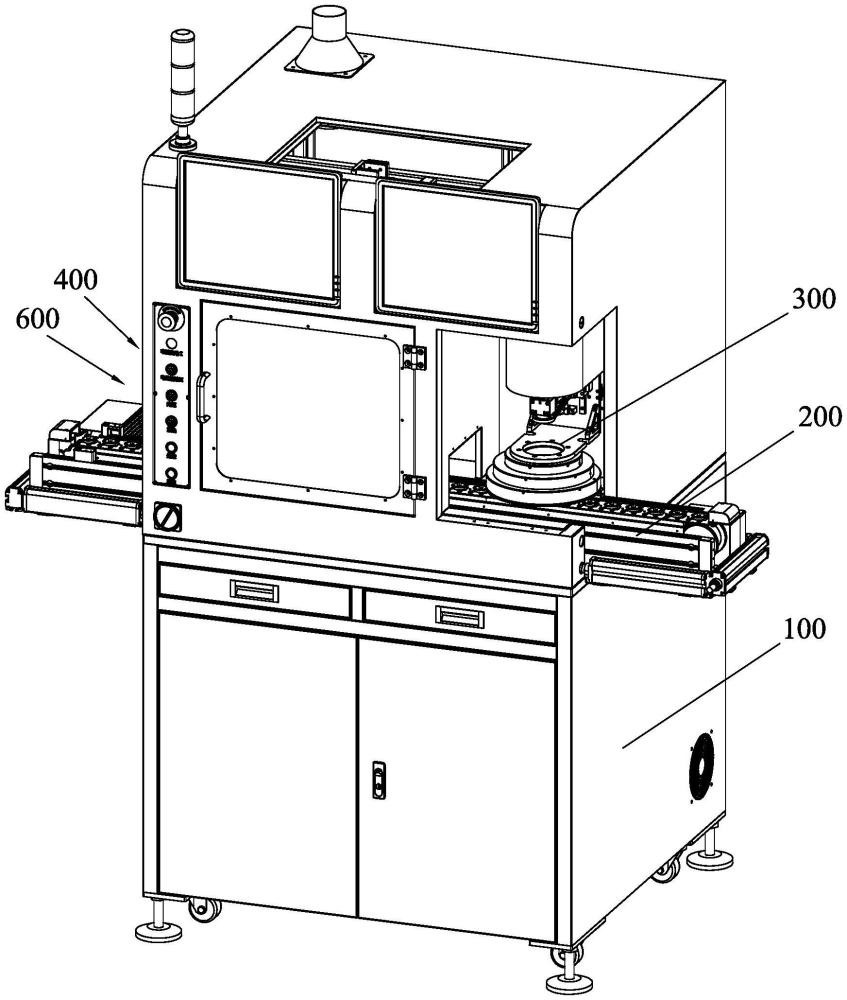
2、为了实现上述目的,本实用新型提供了一种视觉检测点胶一体机,包括机架、传送带、视觉检测机构、点胶机构、及视觉定位机构;所述视觉检测机构和所述点胶机构依次设置于机架上侧;所述传送带设置于机架,用于将工件传送上料并依次经过所述视觉检测机构和所述点胶机构;所述视觉检测机构用于对经过的工件进行视觉检测判定是否合格,所述点胶机构用于对经过的工件点胶;所述视觉定位机构用于对经过所述点胶机构的工件状态进行检测,以指导所述点胶机构进行点胶。
3、与现有技术相比,本实用新型提供的视觉检测点胶一体机,视觉检测机构和点胶机构依次设置于机架上侧,工件随传送带传送上料的过程中,依次经过视觉检测机构、点胶机构,如此工件在点胶之前先行经过视觉检测机构进行视觉检测判定工件是否合格,工件经过视觉检测机构后再来到点胶机构,并在点胶机构点胶之前由视觉定位机构对经过所述点胶机构的工件状态进行检测,包括且不限于工件摆放的位置和/或角度等,以指导所述点胶机构在工件需要点胶的位置进行精确点胶。根据本实用新型提供的视觉检测点胶一体机,在待点胶的工件先进行视觉检测判定是否合格,如此可以限制仅对合格工件进行点胶、非合格品不予点胶;之后再点胶机构点胶前对工件进行视觉定位、以使得点胶机构准确点胶至工件需要点胶的位置,如此提高点胶准确性,同时避免浪费胶水、便于不合格工件的维修拆解。
4、较佳的,所述视觉定位机构检测的所述工件状态包括所述工件的位置状态和/或角度状态;当然,随着视觉定位机构的性能改进和提升,其视觉功能获取到的工件状态包括且不限于工件需要点胶的位置、预计的点胶量、工件各处需要点胶的颜色等等,随着视觉定位机构通过其视觉功能获取工件的状态越详细、能够给予点胶机构的点胶过程的点胶指导越精确,工件的点胶效果也会越好。
5、较佳的,所述视觉定位机构固定设置于所述点胶机构的上方,如此视觉定位机构可以在点胶机构点胶前和点胶过程中对工件状态进行实时定位,若工件在点胶过程中其状态发生变化,视觉定位机构可以实时获取工件的最新状态、实时更新对点胶机构的点胶指导。
6、较佳的,所述视觉检测机构包括摄像单元、驱动所述摄像单元竖向移动以靠近或远离所述传送带的第一竖向驱动单元、及驱动所述摄像单元的镜头旋转以实现调焦的调焦单元。
7、具体的,所述视觉检测机构还包括照明单元和驱动所述照明单元竖向移动的第二竖向驱动单元;所述照明单元位于所述摄像单元下方、用于在所述摄像单元拍摄过程中进行补光;摄像单元和用于对摄像单元补光的照明单元分别单独控制竖向移动,可以避免摄像单元的镜头旋转调焦带来的干涉。
8、进一步的,所述照明单元呈中空的环形,所述摄像单元朝向所述照明单元的中空部。
9、较佳的,所述点胶机构包括点胶头、驱动点胶头于xyz三轴移动的直线驱动单元、及驱动所述点胶头转动的旋转驱动单元;点胶头在直线驱动单元驱动下于xyz三轴移动,以适应工件的不同形状和不同点胶位置,确保点胶机构可以准确点到所需的点胶位置,通过配置驱动点胶头旋转的旋转驱动单元,可以适应特殊位置的点胶需求。
10、较佳的,所述点胶机构对所述工件点uv胶;所述视觉检测点胶一体机还包括uv固化机构,所述视觉检测机构、所述点胶机构、及所述uv固化机构呈线性依次排列于所述机架上侧;所述uv固化机构用于对经过的工件照射光线实现uv胶快速固化。
11、较佳的,所述传送带上设置有限制工件位置的限位夹具。
12、进一步的,所述工件为磁吸性金属材质;所述传送带具有吸附所述工件的磁铁。
技术特征:
1.一种视觉检测点胶一体机,其特征在于,包括机架、传送带、视觉检测机构、点胶机构、及视觉定位机构;所述视觉检测机构和所述点胶机构依次设置于机架上侧;所述传送带设置于机架,用于将工件传送上料并依次经过所述视觉检测机构和所述点胶机构;所述视觉检测机构用于对经过的工件进行视觉检测判定是否合格,所述点胶机构用于对经过的工件点胶;所述视觉定位机构用于对经过所述点胶机构的工件状态进行检测,以指导所述点胶机构进行点胶。
2.如权利要求1所述的视觉检测点胶一体机,其特征在于,所述视觉定位机构检测的所述工件状态包括所述工件的位置状态和/或角度状态。
3.如权利要求1所述的视觉检测点胶一体机,其特征在于,所述视觉定位机构固定设置于所述点胶机构的上方。
4.如权利要求1所述的视觉检测点胶一体机,其特征在于,所述视觉检测机构包括摄像单元、驱动所述摄像单元竖向移动以靠近或远离所述传送带的第一竖向驱动单元、及驱动所述摄像单元的镜头旋转以实现调焦的调焦单元。
5.如权利要求4所述的视觉检测点胶一体机,其特征在于,所述视觉检测机构还包括照明单元和驱动所述照明单元竖向移动的第二竖向驱动单元;所述照明单元位于所述摄像单元下方、用于在所述摄像单元拍摄过程中进行补光。
6.如权利要求5所述的视觉检测点胶一体机,其特征在于,所述照明单元呈中空的环形,所述摄像单元朝向所述照明单元的中空部。
7.如权利要求1所述的视觉检测点胶一体机,其特征在于,所述点胶机构包括点胶头、驱动点胶头于xyz三轴移动的直线驱动单元、及驱动所述点胶头转动的旋转驱动单元。
8.如权利要求1所述的视觉检测点胶一体机,其特征在于,所述点胶机构对所述工件点uv胶;所述视觉检测点胶一体机还包括uv固化机构,所述视觉检测机构、所述点胶机构、及所述uv固化机构呈线性依次排列于所述机架上侧;所述uv固化机构用于对经过的工件照射光线实现uv胶快速固化。
9.如权利要求1所述的视觉检测点胶一体机,其特征在于,所述传送带上设置有限制工件位置的限位夹具。
10.如权利要求1所述的视觉检测点胶一体机,其特征在于,所述工件为磁吸性金属材质;所述传送带具有吸附所述工件的磁铁。
技术总结
本技术提供的视觉检测点胶一体机包括机架、传送带、视觉检测机构、点胶机构、及视觉定位机构;视觉检测机构和点胶机构依次设置于机架上侧;传送带设置于机架,用于将工件传送上料并依次经过视觉检测机构和点胶机构;视觉检测机构用于对经过的工件进行视觉检测判定是否合格,点胶机构用于对经过的工件点胶;视觉定位机构用于对经过点胶机构的工件状态进行检测,以指导点胶机构进行点胶。根据该方案,在待点胶的工件先进行视觉检测判定是否合格,如此可以限制仅对合格工件进行点胶、非合格品不予点胶;之后再点胶机构点胶前对工件进行视觉定位、以使得点胶机构准确点胶至工件需要点胶的位置,如此提高点胶准确性,同时避免浪费胶水。
技术研发人员:程时表
受保护的技术使用者:深圳市新技智能设备有限公司
技术研发日:20231117
技术公布日:2024/6/11
- 还没有人留言评论。精彩留言会获得点赞!