一种倍速链涂装自动化生产线的制作方法
本发明属于喷涂加工设备,具体涉及一种倍速链涂装自动化生产线。
背景技术:
1、机械零件在加工过程中,为了使其具有防腐等功能效果,需要向其表面喷涂涂料进行处理。
2、最初的涂料喷涂采用人工方式进行喷涂,喷涂均匀度受人工影响较大,并且人工支出较高,效率低下。为了降低人力支出,提升喷涂效果及效率,出现的喷涂设备。喷涂设备能够替代人工对零件进行喷涂加工,但是在喷涂前及喷涂后需要将零件放置于加热设备内部进行预热或干燥,需要多次在喷涂设备与加热设备之间转移零件,零件的周转过程较为繁琐,仍需消耗较多的人力及物力,并且在零件周转的过程中受外部环境温度影响,容易造成零件温度变化,不易精准控制零件温度,影响喷涂效果。
3、因此,需要设计一种能够自动完成零件预热、喷涂及干燥,降低人力支出,提升喷涂效率及品质的倍速链涂装自动化生产线来解决目前所面临的技术问题。
技术实现思路
1、针对现有技术中所存在的不足,本发明提供了一种能够自动完成零件预热、喷涂及干燥,降低人力支出,提升喷涂效率及品质的倍速链涂装自动化生产线。
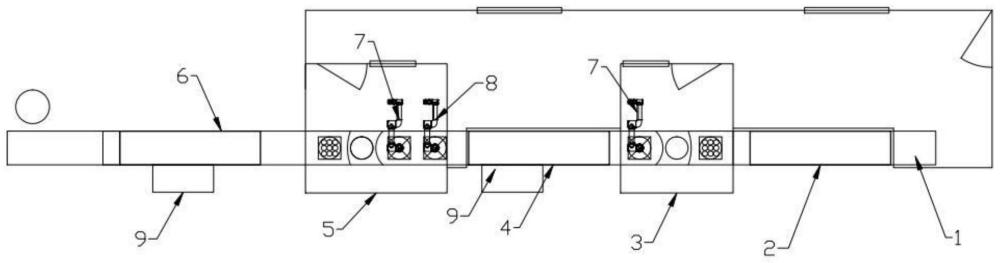
2、本发明的技术方案为:倍速链涂装自动化生产线,包括倍速链输送线,所述倍速链输送线的外侧沿其输送方向依次设置有第一隧道炉、第一喷涂房、第二隧道炉、第二喷涂房及第三隧道炉;所述第一喷涂房及第二喷涂房的内部设置有喷涂机器人,所述第二喷涂房的内部设置有零件翻转机器人。
3、所述第一喷涂房及第二喷涂房均采用阻燃板材搭建而成,所述第一喷涂房及第二喷涂房上设置有可调送风口及可调吸风口。
4、所述可调送风口上设置有初效板式过滤器,所述可调送风口的风量为0~3000m3/h。
5、所述可调吸风口上设置有阻漆棉,所述可调吸风口的风量为0~8000m3/h。
6、所述可调送风口上设置有送风风机,所述可调吸风口上设置有吸风风机。
7、所述第二隧道炉及第三隧道炉上均连接有环保吸附设备。
8、所述环保吸附设备为活性炭抽屉式处理箱,所述活性炭抽屉式处理箱的内部装填有柱形活性炭。
9、所述第一隧道炉、第二隧道炉及第三隧道炉均采用玻璃红外加热器对零件进行加热,所述第一隧道炉、第二隧道炉及第三隧道炉均采用红外传感器采集其内部温度。
10、所述倍速链输送线的输送速度为0~20m/min。
11、所述倍速链输送线为金属倍速链输送线。
12、本发明的有益效果:
13、(1)本发明能够自动完成零件预热、喷涂及干燥,降低人力支出,提升喷涂效率及品质;
14、(2)零件通过倍速链输送线进行输送,第一隧道炉对零件进行预热,当零件预热到指定温度后输送至第一喷涂房的内部进行正面喷涂,正面喷涂完毕后,输送至第二隧道炉的内部进行干燥,干燥结束后进入至第二喷涂房的内部,通过零件翻转机器人将零件翻转后,通过喷涂机器人对零件的反面进行喷涂,反面喷涂完毕后,输送至第三隧道炉的内部进行干燥,干燥完毕后从倍速链输送线的末端输出。
技术特征:
1.一种倍速链涂装自动化生产线,其特征在于:包括倍速链输送线,所述倍速链输送线的外侧沿其输送方向依次设置有第一隧道炉、第一喷涂房、第二隧道炉、第二喷涂房及第三隧道炉;
2.根据权利要求1所述的倍速链涂装自动化生产线,其特征在于:所述第一喷涂房及第二喷涂房均采用阻燃板材搭建而成,所述第一喷涂房及第二喷涂房上设置有可调送风口及可调吸风口。
3.根据权利要求2所述的倍速链涂装自动化生产线,其特征在于:所述可调送风口上设置有初效板式过滤器,所述可调送风口的风量为0~3000m3/h。
4.根据权利要求2所述的倍速链涂装自动化生产线,其特征在于:所述可调吸风口上设置有阻漆棉,所述可调吸风口的风量为0~8000m3/h。
5.根据权利要求1所述的倍速链涂装自动化生产线,其特征在于:所述可调送风口上设置有送风风机,所述可调吸风口上设置有吸风风机。
6.根据权利要求1所述的倍速链涂装自动化生产线,其特征在于:所述第二隧道炉及第三隧道炉上均连接有环保吸附设备。
7.根据权利要求6所述的倍速链涂装自动化生产线,其特征在于:所述环保吸附设备为活性炭抽屉式处理箱,所述活性炭抽屉式处理箱的内部装填有柱形活性炭。
8.根据权利要求1所述的倍速链涂装自动化生产线,其特征在于:所述第一隧道炉、第二隧道炉及第三隧道炉均采用玻璃红外加热器对零件进行加热,所述第一隧道炉、第二隧道炉及第三隧道炉均采用红外传感器采集其内部温度。
9.根据权利要求1所述的倍速链涂装自动化生产线,其特征在于:所述倍速链输送线的输送速度为0~20m/min。
10.根据权利要求1所述的倍速链涂装自动化生产线,其特征在于:所述倍速链输送线为金属倍速链输送线。
技术总结
本发明提供一种倍速链涂装自动化生产线,包括倍速链输送线,所述倍速链输送线的外侧沿其输送方向依次设置有第一隧道炉、第一喷涂房、第二隧道炉、第二喷涂房及第三隧道炉;所述第一喷涂房及第二喷涂房的内部设置有喷涂机器人,所述第二喷涂房的内部设置有零件翻转机器人;本发明能够自动完成零件预热、喷涂及干燥,降低人力支出,提升喷涂效率及品质。
技术研发人员:郭军
受保护的技术使用者:苏州市玖本机械制造有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!