凝胶高度补偿方法、装置、设备及其介质与流程
本发明涉及自动点胶,尤其涉及一种凝胶高度补偿方法、装置、设备及其介质。
背景技术:
1、点胶,是一种工艺,也称施胶、涂胶、灌胶、滴胶等,是把电子胶水或者其他液体涂抹、灌封、点滴到工件上,让工件起到黏贴、灌封、绝缘、固定等作用。
2、目前,全自动双阀点胶机包括两个螺杆阀,两个螺杆阀能够实现同步或异步的对工件进行点胶,其中,设置的螺杆阀通过控制时间、气压及螺杆速度,高精度地进行打点、划线等点胶工艺,螺杆阀使用螺杆通过正向位移替代活动进行点胶,可实现对点胶过程超精密的控制。但是,其在执行如:vcm(voice coil motor,声学马达)行业有腔体或穴位点凝胶时,点胶后,点胶位置的凝胶高度是否稳定保持在客户要求范围内至关重要。而现有的点胶机不包含对凝胶高度校准补偿功能,单纯依靠控制点胶阀的注胶流量来影响胶高,当外界温度、气压等外界环境因素发生变化时,凝胶高度也会发生变化,若不进行校正,将难以满足客户对凝胶高度的要求,降低了工件良品率。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。
2、为此,本发明提供一种凝胶高度补偿方法,本方法能够对凝胶高度进行补偿,满足客户对凝胶高度的要求,提高工件的良品率。
3、根据本发明实施例的凝胶高度补偿方法,所述方法包括以下步骤:
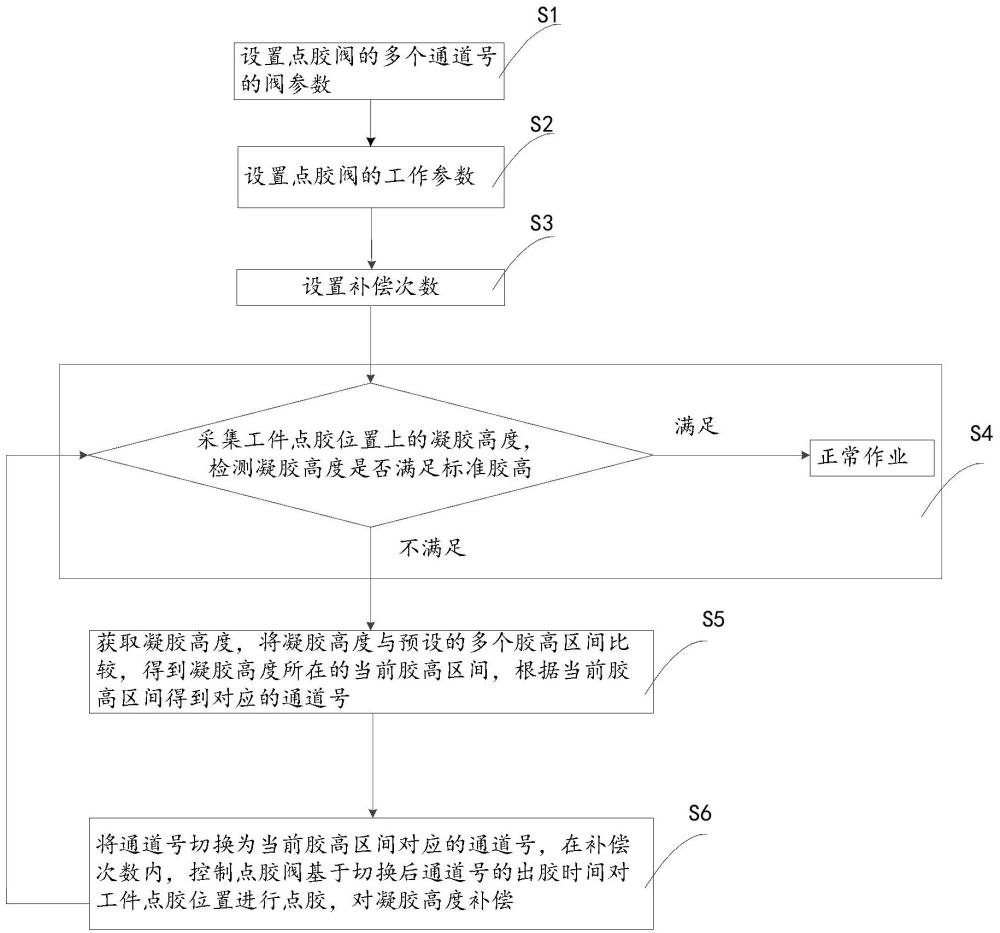
4、s1,设置点胶阀的多个通道号的阀参数,每个通道号的阀参数包括胶高区间和胶高区间对应的出胶时间;
5、s2,设置点胶阀的工作参数,工作参数包括:设置所述点胶阀的通道号、工作模式和点胶参数;
6、s3,设置补偿次数;
7、s4,采集工件点胶位置上的凝胶高度,检测所述凝胶高度是否满足标准胶高,若满足,则正常作业,若不满足,则执行下一步;
8、s5,获取所述凝胶高度,将所述凝胶高度与预设的多个胶高区间比较,得到所述凝胶高度所在的当前胶高区间,根据当前胶高区间得到对应的通道号;
9、s6,将所述步骤s2中的通道号自动切换为当前胶高区间对应的通道号,在所述补偿次数内,控制所述点胶阀基于切换后通道号的出胶时间对工件点胶位置进行点胶,对所述凝胶高度补偿,补偿后返回步骤s4。
10、本发明的有益效果是,通过采集工件点胶位置上的凝胶高度,并基于该凝胶高度自动切换通道号,控制点胶阀基于切换后通道号的出胶时间对工件点胶位置进行点胶,能够避免气压、胶水特性、温度等外界环境因素发生变化时,点胶机注胶或长时间连续注胶,点胶位置处凝胶高度有误差的问题,注胶的稳定性和均匀性好,提高了点胶效果,能够满足客户对凝胶高度的要求,在提高了良品率的同时,还提高了注胶精度,使其可满足3c行业的高精度点胶需求。
11、根据本发明一个实施例,设置点胶阀的多个通道号的阀参数具体包括以下步骤:
12、基于工艺需求设置所述点胶阀的胶高标准参数,所述胶高标准参数包括标准胶高、标准出胶时间、胶高调节区间和出胶时间调节区间;
13、基于标准胶高、胶高调节区间以及预设的通道号数量设置胶高区间,每个通道号对应一胶高区间;
14、基于胶高区间、标准出胶时间和出胶时间调节时间设置每个胶高区间对应的出胶时间。
15、根据本发明一个实施例,在所述步骤s4中,若超过所述补偿次数,所述凝胶高度还不满足标准胶高,点胶机报警,提醒工作人员对点胶阀进行检查。
16、根据本发明一个实施例,所述点胶阀为螺杆阀或压电阀;
17、当所述点胶阀为压电阀时,所述工作模式包括点模式和线模式,所述点胶参数包括:上升时间、开阀时间、下降时间、延时时间和撞针升程;
18、当所述点胶阀为螺杆阀时,所述工作模式包括联动模式和定时模式,所述点胶参数包括:气压报警阈值、回流时长、回流速度、回流延时、点胶时长、螺杆转速、加速时间和供气时长。
19、根据本发明一个实施例,在所述步骤s6中,通过io通讯对通道号进行自动切换。
20、根据本发明一个实施例,所述点胶阀的数量为两个,对凝胶高度补偿时支持单个点胶阀作业或两个点胶阀作业。
21、根据本发明实施例的凝胶高度补偿装置,包括:
22、第一参数设置模块,用于设置点胶阀的多个通道号的阀参数,每个通道号的阀参数包括胶高区间和胶高区间对应的出胶时间;
23、第二参数设置模块,用于设置点胶阀的工作参数,包括:设置所述点胶阀的通道号、工作模式和点胶参数;
24、第三参数设置模块,用于设置补偿次数;
25、采集模块,用于采集工件点胶位置上的凝胶高度;
26、检测模块,用于检测所述凝胶高度是否满足标准胶高,判断是否需要进行凝胶高度补偿;
27、处理模块,获取所述凝胶高度,用于将所述凝胶高度与预设的多个胶高区间比较,得到所述凝胶高度所在的当前胶高区间,根据当前胶高区间得到对应的通道号;
28、运动控制模块,用于将通道号自动切换为当前胶高区间对应的通道号,在所述补偿次数内,控制所述点胶阀基于切换后通道号的出胶时间对工件点胶位置进行点胶,对所述凝胶高度进行补偿。
29、根据本发明一个实施例,设置点胶阀的多个通道号的阀参数具体包括以下步骤:
30、基于工艺需求设置所述点胶阀的胶高标准参数,所述胶高标准参数包括标准胶高、标准出胶时间、胶高调节区间和出胶时间调节区间;
31、基于标准胶高、胶高调节区间以及预设的通道号数量设置胶高区间,每个通道号对应一胶高区间;
32、基于胶高区间、标准出胶时间和出胶时间调节时间设置每个胶高区间对应的出胶时间。
33、根据本发明一个实施例,所述采集模块为线激光3d相机,所述线激光3d相机基于三角测量原理得到工件点胶位置上的凝胶高度。
34、根据本发明实施例的一种计算机设备,包括:
35、处理器;
36、存储器,用于存储可执行指令;
37、其中,所述处理器用于从所述存储器中读取所述可执行指令,并执行所述可执行指令以实现如上所述的凝胶高度补偿方法。
38、根据本发明实施例的一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,当所述计算机程序被处理器执行时,使得处理器实现如上所述的凝胶高度补偿方法。
39、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
40、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种凝胶高度补偿方法,其特征在于,所述方法包括以下步骤:
2.如权利要求1所述的凝胶高度补偿方法,其特征在于,设置点胶阀的多个通道号的阀参数具体包括以下步骤:
3.如权利要求1所述的凝胶高度补偿方法,其特征在于,在所述步骤s4中,若超过所述补偿次数,所述凝胶高度还不满足标准胶高,点胶机报警,提醒工作人员对点胶阀进行检查。
4.如权利要求1所述的凝胶高度补偿方法,其特征在于,所述点胶阀为螺杆阀或压电阀;
5.如权利要求1所述的凝胶高度补偿方法,其特征在于,在所述步骤s6中,通过io通讯对通道号进行自动切换。
6.如权利要求1所述的凝胶高度补偿方法,其特征在于,所述点胶阀的数量为两个,对凝胶高度补偿时支持单个点胶阀作业或两个点胶阀作业。
7.一种凝胶高度补偿装置,其特征在于,包括:
8.如权利要求7所述的凝胶高度补偿装置,其特征在于,设置点胶阀的多个通道号的阀参数具体包括以下步骤:
9.如权利要求7所述的凝胶高度补偿装置,其特征在于,所述采集模块(202)为线激光3d相机,所述线激光3d相机基于三角测量原理得到工件点胶位置上的凝胶高度。
10.一种计算机设备,其特征在于,包括:
11.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机程序,当所述计算机程序被处理器执行时,使得处理器实现如权利要求1至6中任一项所述的凝胶高度补偿方法。
技术总结
本发明涉及自动点胶技术领域,尤其涉及一种凝胶高度补偿方法、装置、设备及其介质。方法包括:S1,设置点胶阀的多个通道号的阀参数,S2,设置点胶阀的工作参数,工作参数包括点胶阀的通道号;S3,设置补偿次数;S4,采集工件点胶位置上的凝胶高度,并检测是否满足标准胶高,若满足则正常作业,反之进入下一步;S5,将凝胶高度与预设的多个胶高区间比较,得到凝胶高度所在的当前胶高区间,根据当前胶高区间得到对应的通道号;S6,将步骤S2的通道号切换为当前胶高区间对应的通道号,在补偿次数内控制点胶阀基于切换后通道号的出胶时间对工件点胶位置点胶,对凝胶高度补偿,补偿后返回步骤S4,本方法能够对凝胶高度进行补偿,提高工件的良品率。
技术研发人员:吕贵涛,陈鹏,李长峰,曲东升,查进
受保护的技术使用者:常州铭赛机器人科技股份有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!