一种取向硅钢涂层的均匀性控制方法与流程
本发明涉及钢铁材料表面涂层涂覆,具体为一种取向硅钢涂层的均匀性控制方法。
背景技术:
1、目前,在取向硅钢的生产工艺中,高温退火前需要在钢板表面涂覆氧化镁涂层,在退火过程中氧化镁涂层与钢板基体表层形成的氧化物反应生成硅酸镁底层,硅酸镁底层形成的好坏直接影响成品绝缘性能和附着性的好坏,而且还影响到表面外观质量。但是在生产过程中,由于氧化镁涂层涂覆的薄厚差异,成品经常出现色差、发花、发黑、氧化色等缺陷,且钢板双侧易出现涂层不均,双侧涂层厚度不一致,收卷会出现喇叭状塔卷,高温退火后会出现一侧水印发黑现象,产品报废,给企业造成较大的经济损失。
技术实现思路
1、为解决现有技术存在的问题,本发明的主要目的是提出一种取向硅钢涂层的均匀性控制方法。
2、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
3、一种取向硅钢涂层的均匀性控制方法,包括如下步骤:
4、s1、获取涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值;
5、s2、实时观察双侧上辊和对应下辊之间压力值,并根据实时压力值对涂层机下辊进行实时调整,实现取向硅钢涂层的均匀性控制。
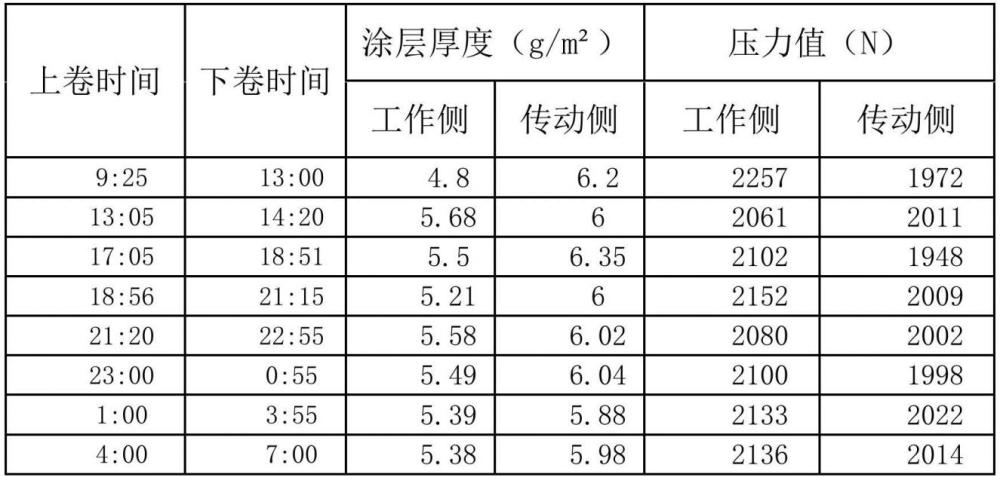
6、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:所述步骤s1中,在涂覆涂层时上辊和下辊之间不断挤压钢带产生压力值,记录压力值对应的涂层厚度,获取涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值。
7、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:所述步骤s1中,在涂层机双侧上辊和机架之间的位置均加装压力传感器。
8、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:所述步骤s1中,下辊为液压升降辊。
9、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:所述步骤s1中,对涂层下辊双侧可调节螺旋杆进行调整,对应不同的压力,下卷后对双侧涂层厚度进行检测并记录压力值,如此生产多卷后即可获取涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值。
10、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:所述步骤s1中,定期对涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值进行更新。
11、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:所述步骤s2中,根据实时压力值对涂层机下辊双侧可调节螺旋杆进行实时调整。
12、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:可调节螺旋杆能够通过操作台远程调整。
13、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:所述步骤s2中,在操作台上加装压力传感器显示装置,将压力值显示到操作台,便于实时观察。
14、作为本发明所述的一种取向硅钢涂层的均匀性控制方法的优选方案,其中:所述步骤s2中,根据操作台显示的压力值,通过操作台对涂层下辊双侧可调节螺旋杆进行实时调整。
15、本发明的有益效果如下:
16、本发明提出一种取向硅钢涂层的均匀性控制方法,获取涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值;实时观察双侧上辊和对应下辊之间压力值,并根据实时压力值对双侧涂层进行实时调整,实现取向硅钢涂层的均匀性控制。本发明利用涂覆涂层时两根辊之间不断挤压钢带的动作可产生直观压力值的技术方案解决了涂覆涂层时涂层厚度不便于实时测量的问题,可以对涂层进行实时调整,实现取向硅钢涂层的均匀性控制,成品出现色差、发花、发黑、氧化色等缺陷相比现有工艺减少了10%以上,基本杜绝了喇叭状塔卷的出现。
技术特征:
1.一种取向硅钢涂层的均匀性控制方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的取向硅钢涂层的均匀性控制方法,其特征在于,所述步骤s1中,在涂覆涂层时上辊和下辊之间不断挤压钢带产生压力值,记录压力值对应的涂层厚度,获取涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值。
3.根据权利要求1所述的取向硅钢涂层的均匀性控制方法,其特征在于,所述步骤s1中,在涂层机双侧上辊和机架之间的位置均加装压力传感器。
4.根据权利要求1所述的取向硅钢涂层的均匀性控制方法,其特征在于,所述步骤s1中,下辊为液压升降辊。
5.根据权利要求1所述的取向硅钢涂层的均匀性控制方法,其特征在于,所述步骤s1中,对涂层下辊双侧可调节螺旋杆进行调整,对应不同的压力,下卷后对双侧涂层厚度进行检测并记录压力值,如此生产多卷后即可获取涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值。
6.根据权利要求1所述的取向硅钢涂层的均匀性控制方法,其特征在于,所述步骤s1中,定期对涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值进行更新。
7.根据权利要求1所述的取向硅钢涂层的均匀性控制方法,其特征在于,所述步骤s2中,根据实时压力值对涂层机下辊双侧可调节螺旋杆进行实时调整。
8.根据权利要求5或7所述的取向硅钢涂层的均匀性控制方法,其特征在于,可调节螺旋杆能够通过操作台远程调整。
9.根据权利要求1所述的取向硅钢涂层的均匀性控制方法,其特征在于,所述步骤s2中,在操作台上加装压力传感器显示装置,将压力值显示到操作台,便于实时观察。
10.根据权利要求8所述的取向硅钢涂层的均匀性控制方法,其特征在于,所述步骤s2中,根据操作台显示的压力值,通过操作台对涂层下辊双侧可调节螺旋杆进行实时调整。
技术总结
本发明属于钢铁材料表面涂层涂覆技术领域,具体为一种取向硅钢涂层的均匀性控制方法,获取涂层机双侧上辊和对应下辊之间不同压力值对应的涂层厚度以及双侧上辊和对应下辊之间压力值的差值;实时观察双侧上辊和对应下辊之间压力值,并根据实时压力值对双侧涂层进行实时调整,实现取向硅钢涂层的均匀性控制。本发明利用涂覆涂层时两根辊之间不断挤压钢带的动作可产生直观压力值的技术方案解决了涂覆涂层时涂层厚度不便于实时测量的问题,可以对涂层进行实时调整,实现取向硅钢涂层的均匀性控制,成品出现色差、发花、发黑、氧化色等缺陷相比现有工艺减少了10%以上,基本杜绝了喇叭状塔卷的出现。
技术研发人员:白杰,刘鹏程,王强,张艳芳,李兴龙,李旦,李晋,焦鸿宇
受保护的技术使用者:包头威丰新材料有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!