蜂窝过滤器的制作方法
本发明涉及一种蜂窝过滤器。更详细而言,涉及一种蜂窝过滤器,其机械强度高、且能够有效地抑制担载废气净化用的催化剂而使用时的压力损失的上升。
背景技术:
1、以往,作为对从汽车的发动机等内燃机排出的废气中的粒子状物质进行捕集的过滤器、对co、hc、nox等有毒气体成分进行净化的装置,已知一种使用了蜂窝结构体的蜂窝过滤器(参照专利文献1)。蜂窝结构体具有由堇青石等多孔质陶瓷构成的隔壁,通过该隔壁划分形成有多个隔室。蜂窝过滤器相对于上述蜂窝结构体,以将多个隔室的流入端面侧的开口部和流出端面侧的开口部交替封孔的方式配设封孔部。即,蜂窝过滤器成为流入端面侧开口且流出端面侧被封孔的流入隔室和流入端面侧被封孔且流出端面侧开口的流出隔室夹着隔壁交替配置的结构。并且,蜂窝过滤器中,多孔质的隔壁发挥捕集废气中的粒子状物质(例如烟灰)的过滤器的作用。以下,有时将废气中包含的粒子状物质称为“pm”。“pm”是“particulate matter”的缩写。
2、对于用于捕集废气中的pm的蜂窝过滤器,为了降低其压力损失而进行了各种研究。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2002-219319号公报
技术实现思路
1、发明所要解决的课题
2、作为用于降低蜂窝过滤器的压力损失的对策,对提高隔壁的气孔率的方法、减薄隔壁的厚度的方法等进行了各种研究。
3、然而,若为了降低蜂窝过滤器的压力损失而提高隔壁的气孔率,则存在难以确保隔壁的材料强度的问题。以下,有时将上述的“提高隔壁的气孔率”称为“隔壁的高气孔率化”。例如,作为隔壁的高气孔率化的一例,在将隔壁的厚度设为216μm、将隔室密度设为46.5个/cm2的情况下,若不将隔壁的气孔率设为63%以下,则有时难以将作为关于蜂窝过滤器的机械强度的指标之一的等静压强度(isostatic strength)设为1mpa以上。
4、另外,虽然通过使隔壁的厚度变薄而得到一定的压力损失的降低效果,但与上述的隔壁的高气孔率化同样地,存在难以确保隔壁的材料强度的问题。以下,有时将上述的“使隔壁的厚度变薄”称为“隔壁的薄壁化”。另外,在并用隔壁的高气孔率化和薄壁化的情况下,更难以确保蜂窝过滤器的等静压强度等机械强度。
5、本发明是鉴于这样的现有技术所具有的问题点而完成的。根据本发明,提供一种蜂窝过滤器,其机械强度高、且能够有效地抑制担载废气净化用的催化剂而使用时的压力损失的上升。
6、用于解决课题的方案
7、根据本发明,提供以下所示的蜂窝过滤器。
8、[1]一种蜂窝过滤器,其具备:
9、柱状的蜂窝结构体,其具有以包围从第一端面延伸至第二端面的成为流体的流路的多个隔室的方式配置的多孔质的隔壁;以及
10、封孔部,其配设于所述隔室的所述第一端面侧的端部和所述第二端面侧的端部中的任一方,
11、所述隔壁的厚度为203~254μm,
12、通过压汞法测定的所述隔壁的气孔率为55~70%,
13、通过压汞法测定的所述隔壁的平均细孔径为20~25μm,
14、所述隔壁的构成该隔壁的多孔质基材的实体部分局部变细的基材颈部的平均基材颈部直径为11~18μm。
15、[2]根据上述[1]所述的蜂窝过滤器,
16、通过压汞法测定的细孔径为10μm以下的细孔相对于所述隔壁的总细孔容积的细孔容积率为0.1~3.0%。
17、[3]根据上述[1]或[2]所述的蜂窝过滤器,
18、所述蜂窝结构体的隔室密度为43.4~49.6个/cm2。
19、[4]根据上述[1]~[3]中任一项所述的蜂窝过滤器,
20、所述隔壁由包含堇青石作为主成分的材料构成。
21、[5]根据上述[1]~[4]中任一项所述的蜂窝过滤器,
22、在通过压汞法测定的所述隔壁的细孔径分布中,累积细孔容积成为总细孔容积的10%的细孔径d10为16~19μm。
23、发明效果
24、本发明的蜂窝过滤器实现机械强度高、且能够有效地抑制担载废气净化用的催化剂而使用时的压力损失的上升的效果。
技术特征:
1.一种蜂窝过滤器,其特征在于,具备:
2.根据权利要求1所述的蜂窝过滤器,其特征在于,
3.根据权利要求1或2所述的蜂窝过滤器,其特征在于,
4.根据权利要求1或2所述的蜂窝过滤器,其特征在于,
5.根据权利要求1或2所述的蜂窝过滤器,其特征在于,
技术总结
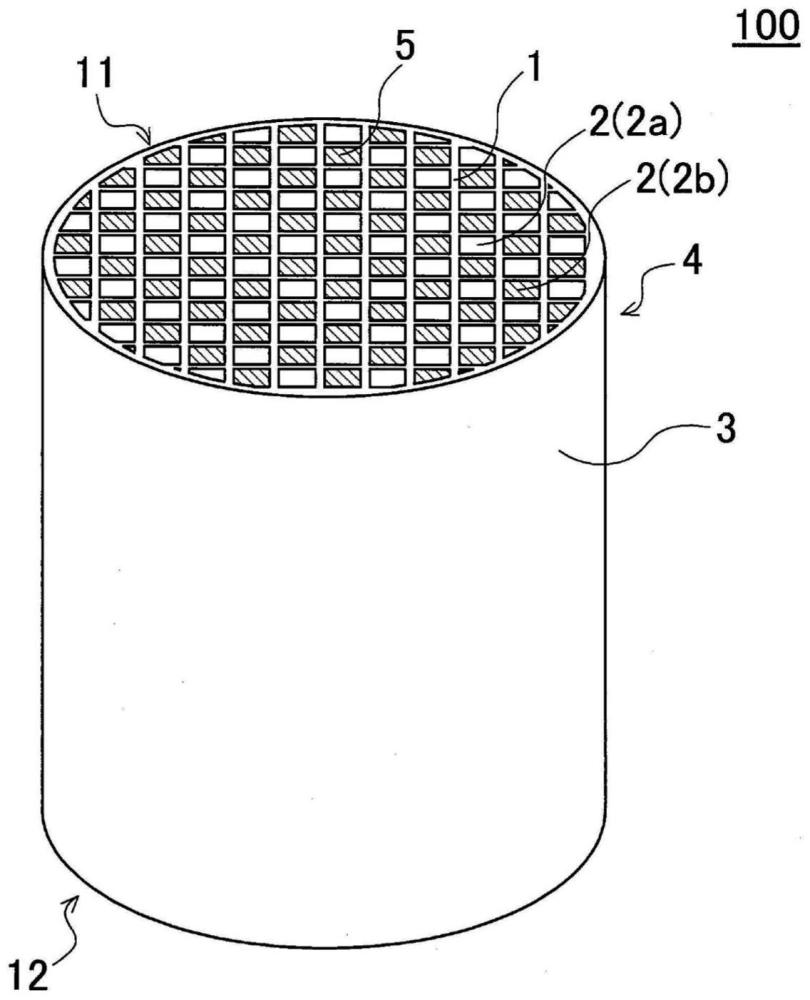
本发明提供一种蜂窝过滤器,其机械强度高、且能够有效地抑制担载废气净化用的催化剂而使用时的压力损失的上升。蜂窝过滤器具备:柱状的蜂窝结构体(4),其具有以包围从第一端面(11)延伸至第二端面(12)的成为流体的流路的多个隔室(2)的方式配置的多孔质的隔壁(1);以及封孔部(5),其配设于各个隔室(2)的第一端面(11)侧或第二端面(12)侧的开口部,隔壁(1)的厚度为203~254μm,通过压汞法测定的隔壁(1)的气孔率为55~70%,通过压汞法测定的隔壁(1)的平均细孔径为20~25μm,隔壁(1)的构成该隔壁(1)的多孔质基材的实体部分局部变细的基材颈部的平均基材颈部直径为11~18μm。
技术研发人员:增田沙智子
受保护的技术使用者:日本碍子株式会社
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!