全自动屏幕点胶固化生产工艺的制作方法
本发明属于屏幕生产,尤其涉及一种全自动屏幕点胶固化生产工艺。
背景技术:
1、屏幕点胶固化生产线是专门用于电子显示屏幕制造过程中的自动化设备。它集成了点胶、固化、检测等多个工序,旨在提高生产效率、保证产品质量并减少人工干预。这些生产线通常包括自动化上料、视觉对位、精确点胶、uv或热固化以及最终的检测和下线等环节。
2、传统的屏幕点胶固化生产线只包括点胶装置、固化装置和下料装置,在点胶装置进行点胶作业前,需要经过人工作业将屏幕装载在专用模具上,人工作业的作业效率低,导致屏幕点胶固化生产线的产能受到严重影响,而且传统屏幕点胶固化生产线的自动化程度不足以应对市场需求,亟待改善。
技术实现思路
1、本发明的目的在于提供一种全自动屏幕点胶固化生产工艺,旨在解决现有技术中的屏幕点胶固化生产线的自动化程度不足以应对市场需求,逐渐被市场淘汰,不利于行业发展的技术问题。
2、为实现上述目的,本发明实施例提供的一种全自动屏幕点胶固化生产工艺,包括以下步骤:
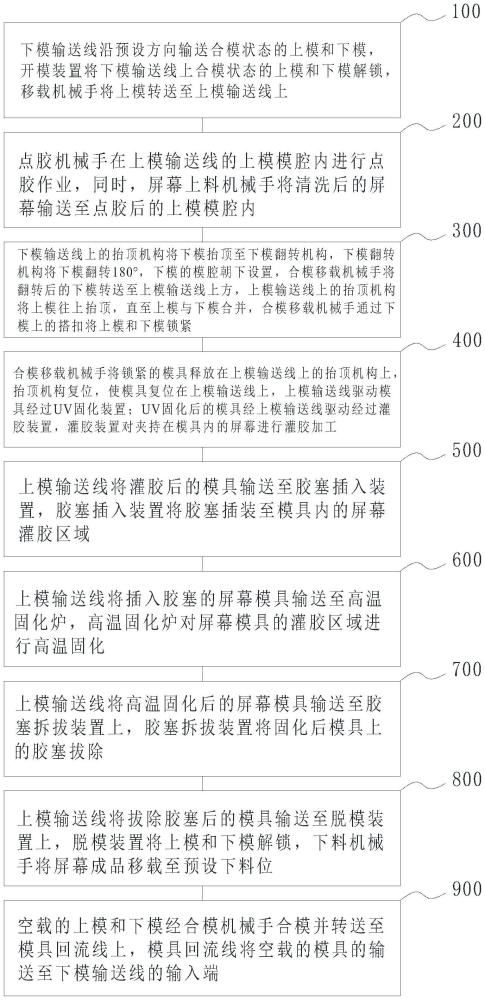
3、s100:下模输送线沿预设方向输送合模状态的上模和下模,开模装置将下模输送线上合模状态的上模和下模解锁,移载机械手将上模转送至上模输送线上;
4、s200:点胶机械手在上模输送线的上模模腔内进行点胶作业,同时,屏幕上料机械手将清洗后的屏幕输送至点胶后的上模模腔内;
5、s300:下模输送线上的抬顶机构将下模抬顶至下模翻转机构,下模翻转机构将下模翻转180°,下模的模腔朝下设置,合模移载机械手将翻转后的下模转送至上模输送线上方,上模输送线上的抬顶机构将上模往上抬顶,直至上模与下模合并,合模移载机械手通过下模上的搭扣将上模和下模锁紧;
6、s400:合模移载机械手将锁紧的模具释放在上模输送线上的抬顶机构上,抬顶机构复位,使模具复位在上模输送线上,上模输送线驱动模具经过uv固化装置;uv固化后的模具经上模输送线驱动经过灌胶装置,灌胶装置对夹持在模具内的屏幕进行灌胶加工;
7、s500:上模输送线将灌胶后的模具输送至胶塞插入装置,胶塞插入装置将胶塞插装至模具内的屏幕灌胶区域;
8、s600:上模输送线将插入胶塞的屏幕模具输送至高温固化炉,高温固化炉对屏幕模具的灌胶区域进行高温固化;
9、s700:上模输送线将高温固化后的屏幕模具输送至胶塞拆拔装置上,胶塞拆拔装置将固化后模具上的胶塞拔除;
10、s800:上模输送线将拔除胶塞后的模具输送至脱模装置上,脱模装置将上模和下模解锁,下料机械手将屏幕成品移载至预设下料位;
11、s900:空载的上模和下模经合模机械手合模并转送至模具回流线上,模具回流线将空载的模具的输送至下模输送线的输入端。
12、可选地,步骤s100还包括以下步骤:
13、s110:上模输送线和下模输送线分别驱动上模和下模经过扫码录入装置,扫码录入装置将所有上模和下模上的条码进行识别录入控制系统;
14、s120:上模输送线和下模输送线分别驱动上模和下模经过模具清洗装置,模具清洗装置对上模和下模的模腔灰尘进行等离子除尘清洗;
15、s130:上模输送线和下模输送线分别驱动上模和下模经过ccd检测装置,ccd检测装置对上模和下模的模腔残胶进行检测,并将检测结果通过反馈到控制系统;
16、s140:上模输送线和下模输送线分别驱动上模和下模经过剔料装置,剔料装置根据检测结果将留有残胶的不良上模或不良下模剔除输送线外。
17、可选地,剔料装置包括换料机械手、良品载具和不良品载具;步骤s140包括以下步骤:
18、s141:换料机械手将留有残胶的上模或下模转送至不良品载具上;
19、s142:空载的换料机械手将良品载具上的上模或下模转送至对应输送线的空缺位置上。
20、可选地,在步骤s200中,屏幕由屏幕上料装置输送至预设位置,屏幕上料装置包括屏幕输送线、电弧除尘机构、屏幕移载机械手、翻转机构和ccd对位机构;所述步骤s200包括以下步骤:
21、s210:屏幕移载机械手将屏幕转送至屏幕输送线上;
22、s220:屏幕输送线将屏幕输送经过电弧除尘机构,电弧除尘机构对屏幕的安装面进行除尘清洗;
23、s230:屏幕输送线将除尘后的屏幕输送至翻转机构上,翻转机构将屏幕翻转180°,使安装面朝下设置;
24、s240:ccd对位机构将翻转后的屏幕进行对位后,将屏幕贴附在上模输送线上点胶后的上模模腔内。
25、可选地,在步骤s400中,灌胶装置包括灌胶移载机械手和多组真空灌胶机构,多组真空灌胶机构沿下模输送线的输送方向依次设置;所述步骤s400包括以下步骤:
26、s410:灌胶移载机械手将待灌胶模具依次转送至各真空灌胶机构上;
27、s420:真空灌胶机构对待灌胶模具的模腔进行抽真空加工;
28、s430:真空灌胶机构对待灌胶模具的真空模腔进行灌胶加工。
29、本发明实施例提供的全自动屏幕点胶固化生产工艺中的上述一个或多个技术方案至少具有如下技术效果之一:相较于传统的屏幕点胶固化生产线的自动化程度低,不足以满足市场需求的技术问题,本发明实施例提供的全自动屏幕点胶固化生产工艺,将屏幕模具的上模和下模的开模、合模工序集成在生产线上,有效地提高屏幕点胶固化生产线的自动化程度,提高屏幕点胶固化生产效率,有利于企业发展。
技术特征:
1.一种全自动屏幕点胶固化生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的全自动屏幕点胶固化生产工艺,其特征在于:步骤s100还包括以下步骤:
3.根据权利要求2所述的全自动屏幕点胶固化生产工艺,其特征在于:剔料装置包括换料机械手、良品载具和不良品载具;步骤s140包括以下步骤:
4.根据权利要求1所述的全自动屏幕点胶固化生产工艺,其特征在于:在步骤s200中,屏幕由屏幕上料装置输送至预设位置,屏幕上料装置包括屏幕输送线、电弧除尘机构、屏幕移载机械手、翻转机构和ccd对位机构;所述步骤s200包括以下步骤:
5.根据权利要求1所述的全自动屏幕点胶固化生产工艺,其特征在于:在步骤s400中,灌胶装置包括灌胶移载机械手和多组真空灌胶机构,多组真空灌胶机构沿下模输送线的输送方向依次设置;所述步骤s400包括以下步骤:
技术总结
本发明属于屏幕生产技术领域,尤其涉及一种全自动屏幕点胶固化生产工艺,自动化完成开模、屏幕上料、上模点胶、合模、灌胶、固化、脱模和下料工序,本发明提供的屏幕点胶固化生产工艺将屏幕模具的上模和下模的开模、合模工序集成在生产线上,有效地提高屏幕点胶固化生产线的自动化程度,提高屏幕点胶固化生产效率,有利于企业发展。
技术研发人员:周冰洁
受保护的技术使用者:东莞市鑫华智能制造有限公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!