一种集成式模块化的连续进料混合系统的制作方法
本发明属于连续进料,更具体地说,是涉及一种集成式模块化的连续进料混合系统。
背景技术:
1、口服固体制剂的生产模式正逐渐由批制造转向连续制造。利用过程分析技术对生产过程中的原材料、中间产品和最终产品的关键过程参数、关键质量属性进行实时监测、在线数据分析,数据模型分析,同时借助前馈、反馈系统实时调整中间体和成品的质量,可实现高效率生产、自动化监控、高产品质量要求。
2、作为连续制造的关键基础,目前,喂料及混合设备大多采用分散模式安装,占用空间体积较大,转移困难;喂料及混合环节无法做到真正的连续型生产过程,间歇式单元操作或多批次生产模式,会降低生产效率,增加生产运营成本,难以控制生产过程中的产品质量。
技术实现思路
1、本发明的目的在于提供一种集成式模块化的连续进料混合系统,旨在解决现有喂料及混合设备大多采用分散模式安装,占用空间体积较大,转移困难;喂料及混合环节无法做到真正的连续型生产过程,间歇式单元操作或多批次生产模式,会降低生产效率,增加生产运营成本,难以控制生产过程中的产品质量的问题。
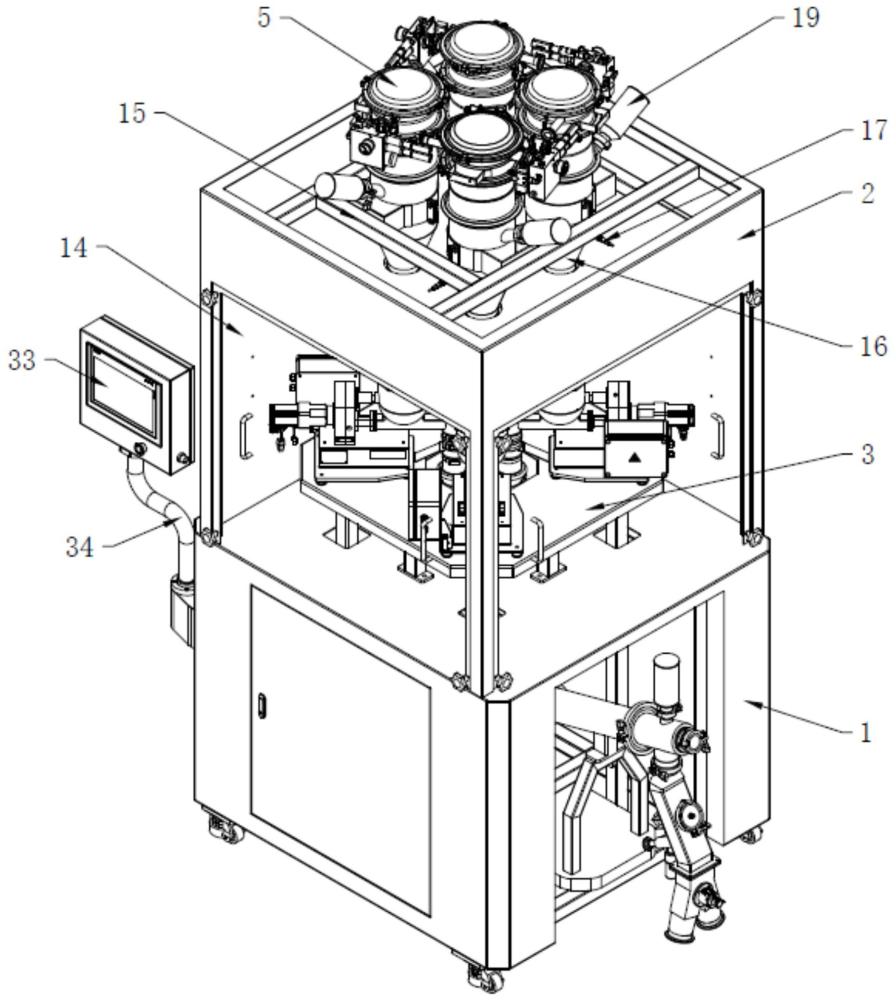
2、为实现上述目的,本发明采用的技术方案是:提供一种集成式模块化的连续进料混合系统,包括:
3、机架主体,所述机架主体内设置有操作平台,所述机架主体的下部设置有安装腔室,所述安装腔室位于所述操作平台的下方;
4、设备主体,所述设备主体包括多个失重喂料机、多个真空上料机、锥形集料仓以及混料机,多个所述失重喂料机设置于所述操作平台上,多个所述真空上料机设置于多个所述失重喂料机的上方且一一对应连通,所述真空上料机的底部设置有定量给料阀,所述锥形集料仓位于所述安装腔室的顶部且连接在多个所述失重喂料机的下端,所述混料机位于所述安装腔室内,所述混料机连接在所述锥形集料仓的下端且混料机的出口端延伸至所述机架主体的一侧并连接有排料管;
5、控制主体,所述控制主体包括控制屏、电气控制室以及气动控制室,所述控制屏通过旋转臂安装于所述机架主体远离所述排料管的一侧,所述电气控制室和所述气动控制室分别设置于安装腔室的前后两侧,所述控制屏通过所述电气控制室和所述气动控制室用于控制所述设备主体连续动作。
6、在一种可能的实现方式中,所述机架主体还包括:
7、下机架,所述安装腔室纵向开设于所述下机架的中部;
8、上机架,所述上机架设置于所述下机架的上方,所述操作平台设置于所述下机架的上方且位于所述上机架的内部。
9、在一种可能的实现方式中,所述机架主体还包括:
10、多个万向轮,多个万向轮设置于所述下机架的底部;
11、多个独立支架,多个所述独立支架纵向贯穿所述安装腔室,多个所述独立支架的上端均连接于所述操作平台的下端面,所述独立支架的下端设置有可升降的脚蹄;
12、临时约束支架,所述临时约束支架可拆卸的支撑于所述下机架和所述操作平台之间。
13、在一种可能的实现方式中,所述机架主体还包括:
14、可视护罩,所述可视护罩围设于所述上机架的下部外周,多个所述失重喂料机和所述操作平台位于所述可视护罩的内部;
15、加强护罩,所述加强护罩围设于所述上机架的上部外周,多个所述真空上料机位于所述加强护罩的内部并于所述加强护罩连接。
16、在一种可能的实现方式中,所述设备主体还包括:
17、缓存料仓,所述缓存料仓设置在所述真空上料机和所述失重喂料机之间,所述缓存料仓的一侧设置有料位计。
18、在一种可能的实现方式中,所述设备主体还包括:
19、第一泄压单元,所述第一泄压单元设置于所述缓存料仓上,所述第一泄压单元用于在所述真空上料机反吹时泄压。
20、在一种可能的实现方式中,所述设备主体还包括:
21、进料连接软管,所述进料连接软管连接在所述失重喂料机和所述缓存料仓之间;
22、出料连接软管,所述出料连接软管连接在所述失重喂料机和所述锥形集料仓之间。
23、在一种可能的实现方式中,所述设备主体还包括:
24、振动器,所述振动器安装在所述锥形集料仓的外壁下部;
25、多个连接板,多个所述连接板固定设置于所述锥形集料仓的外壁上部周向且均位于所述操作平台的上方,每个所述连接板与所述操作平台之间均设置有缓冲垫。
26、在一种可能的实现方式中,所述设备主体还包括:
27、第二泄压单元,所述第二泄压单元设置于所述混料机的出口端的上方。
28、在一种可能的实现方式中,所述设备主体还包括:
29、检测探头,所述检测探头设置于所述排料管上,所述检测探头用于检测物料的均匀度;
30、吹扫喷嘴,所述吹扫喷嘴设置于所述排料管上且位于所述检测探头的相对侧,所述吹扫喷嘴向所述检测探头喷出压缩空气;
31、取样阀,所述取样阀设置于所述排料管上,所述取样阀用于检测物料是否符合要求;
32、分流阀,所述分流阀设置于所述排料管上且位于所述检测探头的下方,所述分流阀并联有合格物料排管和不合格物料排管。
33、本发明提供的一种集成式模块化的连续进料混合系统的有益效果在于:与现有技术相比,设备主体的多个失重喂料机、多个真空上料机、定量给料阀、锥形集料仓以及混料机集中安装在机架主体上,同时,控制主体的控制屏、电气控制室以及气动控制室也集成安装于机架主体相应的位置,控制屏通过电气控制室和气动控制室用于控制设备主体连续动作,以实现连续性进料混合的生产过程。本发明提供的一种集成式模块化的连续进料混合系统,能够将设备主体和控制主体共同集成于机架主体上,采用标准模块化、集成式设计结构,可实现连续型生产过程。集成式模块化的连续进料混合设备作为集成式、模块化的系统,可以直接对接下游的湿法制粒环节、干法制料环节和直接压片环节。同时,对失重喂料机采取防护、隔离、减振等措施,避免外部干扰因素影响失重喂料机的稳定性。
技术特征:
1.一种集成式模块化的连续进料混合系统,其特征在于,包括:
2.如权利要求1所述的一种集成式模块化的连续进料混合系统,其特征在于,所述机架主体还包括:
3.如权利要求2所述的一种集成式模块化的连续进料混合系统,其特征在于,所述机架主体还包括:
4.如权利要求2所述的一种集成式模块化的连续进料混合系统,其特征在于,所述机架主体还包括:
5.如权利要求1所述的一种集成式模块化的连续进料混合系统,其特征在于,所述设备主体还包括:
6.如权利要求5所述的一种集成式模块化的连续进料混合系统,其特征在于,所述设备主体还包括:
7.如权利要求5所述的一种集成式模块化的连续进料混合系统,其特征在于,所述设备主体还包括:
8.如权利要求1所述的一种集成式模块化的连续进料混合系统,其特征在于,所述设备主体还包括:
9.如权利要求1所述的一种集成式模块化的连续进料混合系统,其特征在于,所述设备主体还包括:
10.如权利要求1所述的一种集成式模块化的连续进料混合系统,其特征在于,所述设备主体还包括:
技术总结
本发明提供了一种集成式模块化的连续进料混合系统,属于连续进料技术领域,包括机架主体、设备主体以及控制主体。机架主体内设置有操作平台,机架主体的下部设置有安装腔室,安装腔室位于操作平台的下方;设备主体包括多个失重喂料机、多个真空上料机、定量给料阀、锥形集料仓以及混料机;控制主体包括控制屏、电气控制室以及气动控制室。本发明提供的一种集成式模块化的连续进料混合系统,能够将设备主体和控制主体共同集成于机架主体上,采用标准模块化、集成式设计结构,可实现连续型生产过程。集成式模块化的连续进料混合设备作为集成式、模块化的系统,可以直接对接下游的湿法制粒环节、干法制料环节和直接压片环节。
技术研发人员:何国强,陈跃武,祁新伟,赵蓬,兰晓灵,陈浩宁,米亮亮
受保护的技术使用者:奥星制药设备(石家庄)有限公司
技术研发日:
技术公布日:2024/10/24
- 还没有人留言评论。精彩留言会获得点赞!