一种烟气除尘用耐超高温滤筒的制备方法与流程
本发明涉及耐超高温滤筒制备,具体说是一种烟气除尘用耐超高温滤筒的制备方法。
背景技术:
1、滤筒是一种用来进行过滤的筒状元件,一般分为用来过滤气体介质和过滤液体介质的滤筒,过滤液体状介质的滤筒一般安装于管道过滤器之内,外形常见锥状,故又称锥形滤网,过滤气体为柱状结构,滤材的不同,能够用于不同的环境使用,烟气除尘时需要用到耐超高温滤筒,从而避免滤筒失效;
2、根据中国专利公开号cn111203034b,涉及一种耐高温滤筒的制备方法,第一步,对p84纤维预处理,包括热定型和压光处理;第二步,胶黏剂的制备,先加入丙烯酸(30%),在加入适量氨水调节ph值达到7-9的范围内后,在加入acrodur950l(5%),在加入水性环氧树脂ab-ep-20(65%),充分混合后制备成胶黏剂;第三步,将第一步处理后的p84纤维浸润到第二步制备的胶黏剂中,同时不断通入压缩空气,保证胶黏剂的均匀度;第四步,将第三步制备的浸润后的p84纤维进行干燥,得到耐高温滤材;第五步,将滤材打折,制备成滤筒,制备的耐高温滤筒建构简单,不仅满足了工业用滤筒的耐高温的性能,同时也满足了滤材的挺度,制作成本低,工艺流程简单,回收处理也比较方便。
3、但是目前的烟气除尘用耐超高温滤筒的制备方法在使用时,不方便进行连续化粘黏剂均匀接触,容易造成粘黏剂连接效果不好的问题,因此现有的设备以及制备方法需要进行改进。
技术实现思路
1、针对现有技术中的问题,本发明提供了一种烟气除尘用耐超高温滤筒的制备方法。
2、本发明解决其技术问题所采用的技术方案是:一种烟气除尘用耐超高温滤筒的制备方法,包括以下步骤:
3、s1:对p84纤维进行组合,在挤压机的配合下,从而形成p84纤维网层;
4、s2:之后在180℃进行2min的表面热化处理,对p84纤维进行初步加热处理;
5、s3:之后,在20℃下进行粘黏剂的制备,同时导入机械中,将粘黏剂均匀涂抹在p84纤维上;
6、s4:固化处理,先进行光固化处理,之后在200℃的温度下,进行2min的热固化处理;
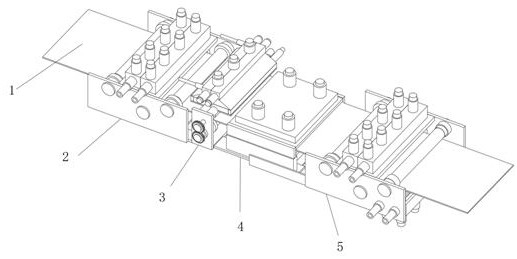
7、制备设备包括预加热结构、刷胶黏剂结构、光固化结构和加热固化结构,所述预加热结构的侧端固定连接有刷胶黏剂结构,所述刷胶黏剂结构的侧端固定连接有光固化结构,所述光固化结构的侧端固定连接有加热固化结构,且预加热结构、刷胶黏剂结构、光固化结构和加热固化结构的中心均能够进行纤维带的传输引导。
8、具体的,所述预加热结构包括第一泵座、第一加热座、第一连通对接管、第一配合辊、第二配合辊、第一安装架和第三配合辊,所述固定底块的上端固定连接有第一安装架,所述第一安装架上转动连接有第一配合辊、第二配合辊和第三配合辊,且第一配合辊、第二配合辊、第三配合辊用于纤维带的引导传输,所述第一安装架的中心上端固定安装有第一泵座,所述第一泵座上安装有第一加热座,所述第一泵座的前端连通设有第一连通对接管。
9、具体的,所述刷胶黏剂结构包括第二加热座、存储槽座和导入管,所述存储槽座的上端安装有第二加热座,所述存储槽座的侧端连通设有导入管。
10、具体的,所述刷胶黏剂结构还包括第一齿盘、第二齿盘、侧护板、第一贴合辊、固定支撑板、第二贴合辊和固定连接轴架,所述固定支撑板的上端固定连接有侧护板,所述侧护板上转动连接有第一齿盘和第二齿盘,所述第一齿盘、第二齿盘啮合连接,所述第一齿盘的后端固定连接有第二贴合辊,所述第二齿盘的后端固定连接有第一贴合辊,所述存储槽座通过固定连接轴架与侧护板固定连接,所述第二贴合辊内置在存储槽座的中心下端,且第二贴合辊在存储槽座的中心下端转动设置。
11、具体的,所述光固化结构包括固化座、支撑安装导板、第一固化灯板和第二固化灯板,所述支撑安装导板上设有第一固化灯板和第二固化灯板,且固化座与第一固化灯板、第二固化灯板电性连接,所述固化座通过第一固化灯板、第二固化灯板进行纤维带的固化处理。
12、具体的,所述加热固化结构包括第四配合辊、第五配合辊、第六配合辊、第二连通对接管、第三加热座、第二泵座、第二安装架和前置底架,所述第二安装架的后端固定连接有前置底架,所述前置底架上转动连接有第四配合辊、第五配合辊和第六配合辊,第四配合辊、第五配合辊和第六配合辊上传输连接有纤维带。
13、具体的,所述前置底架的上端固定连接有第二泵座,所述第二泵座上端安装有第三加热座,所述第二泵座的前端连通设有第二连通对接管。
14、具体的,所述前置底架通过第二安装架与支撑安装导板固定连接,所述纤维带在第一贴合辊、第二贴合辊之间位置进行传输。
15、本发明的有益效果:
16、一、本发明通过预加热结构的结构设置,能够进行纤维带的预加热工作,纤维带通过第一配合辊、第二配合辊、第三配合辊进行传导,且第二配合辊的上端设置第一泵座、第一加热座、第一连通对接管,通过第一连通对接管导入风体,之后在第一泵座的作用下进行加压导排,在第一加热座的配合下进行加热处理,从而使得纤维带能够预热,方便后续与粘黏剂的贴合。
17、二、本发明通过刷胶黏剂结构的结构设置,导入管与存储槽座连通,第二加热座能够进行存储槽座内的加热处理,粘黏剂能够在第二贴合辊转动时,从存储槽座下端析出,第二贴合辊与第一贴合辊转动方向相反,且第一齿盘、第二齿盘啮合,控制反向转动,使得纤维带在第一贴合辊、第二贴合辊之间进行传输,此时的第二贴合辊能够进行粘黏剂的涂覆工作,之后光固化结构的设置,方便进行光固化处理,纤维带从第一固化灯板、第二固化灯板中心穿过,固化座控制第一固化灯板、第二固化灯板进行光固化处理,第四配合辊、第五配合辊、第六配合辊能够用于纤维带的传输引导,第二连通对接管、第二泵座连通,在第三加热座的加热下,进行纤维带的加热固化处理。
技术特征:
1.一种烟气除尘用耐超高温滤筒的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种烟气除尘用耐超高温滤筒的制备方法,其特征在于:所述预加热结构(2)包括第一泵座(6)、第一加热座(7)、第一连通对接管(8)、第一配合辊(9)、第二配合辊(10)、第一安装架(11)和第三配合辊(12),所述固定底块(13)的上端固定连接有第一安装架(11),所述第一安装架(11)上转动连接有第一配合辊(9)、第二配合辊(10)和第三配合辊(12),且第一配合辊(9)、第二配合辊(10)、第三配合辊(12)用于纤维带(1)的引导传输,所述第一安装架(11)的中心上端固定安装有第一泵座(6),所述第一泵座(6)上安装有第一加热座(7),所述第一泵座(6)的前端连通设有第一连通对接管(8)。
3.根据权利要求2所述的一种烟气除尘用耐超高温滤筒的制备方法,其特征在于:所述刷胶黏剂结构(3)包括第二加热座(14)、存储槽座(15)和导入管(16),所述存储槽座(15)的上端安装有第二加热座(14),所述存储槽座(15)的侧端连通设有导入管(16)。
4.根据权利要求3所述的一种烟气除尘用耐超高温滤筒的制备方法,其特征在于:所述刷胶黏剂结构(3)还包括第一齿盘(17)、第二齿盘(18)、侧护板(19)、第一贴合辊(20)、固定支撑板(21)、第二贴合辊(22)和固定连接轴架(23),所述固定支撑板(21)的上端固定连接有侧护板(19),所述侧护板(19)上转动连接有第一齿盘(17)和第二齿盘(18),所述第一齿盘(17)、第二齿盘(18)啮合连接,所述第一齿盘(17)的后端固定连接有第二贴合辊(22),所述第二齿盘(18)的后端固定连接有第一贴合辊(20),所述存储槽座(15)通过固定连接轴架(23)与侧护板(19)固定连接,所述第二贴合辊(22)内置在存储槽座(15)的中心下端,且第二贴合辊(22)在存储槽座(15)的中心下端转动设置。
5.根据权利要求4所述的一种烟气除尘用耐超高温滤筒的制备方法,其特征在于:所述光固化结构(4)包括固化座(26)、支撑安装导板(27)、第一固化灯板(28)和第二固化灯板(29),所述支撑安装导板(27)上设有第一固化灯板(28)和第二固化灯板(29),且固化座(26)与第一固化灯板(28)、第二固化灯板(29)电性连接,所述固化座(26)通过第一固化灯板(28)、第二固化灯板(29)进行纤维带(1)的固化处理。
6.根据权利要求5所述的一种烟气除尘用耐超高温滤筒的制备方法,其特征在于:所述加热固化结构(5)包括第四配合辊(30)、第五配合辊(31)、第六配合辊(32)、第二连通对接管(33)、第三加热座(34)、第二泵座(35)、第二安装架(36)和前置底架(37),所述第二安装架(36)的后端固定连接有前置底架(37),所述前置底架(37)上转动连接有第四配合辊(30)、第五配合辊(31)和第六配合辊(32),第四配合辊(30)、第五配合辊(31)和第六配合辊(32)上传输连接有纤维带(1)。
7.根据权利要求6所述的一种烟气除尘用耐超高温滤筒的制备方法,其特征在于:所述前置底架(37)的上端固定连接有第二泵座(35),所述第二泵座(35)上端安装有第三加热座(34),所述第二泵座(35)的前端连通设有第二连通对接管(33)。
8.根据权利要求7所述的一种烟气除尘用耐超高温滤筒的制备方法,其特征在于:所述前置底架(37)通过第二安装架(36)与支撑安装导板(27)固定连接,所述纤维带(1)在第一贴合辊(20)、第二贴合辊(22)之间位置进行传输。
技术总结
本发明涉及耐超高温滤筒制备技术领域,具体地涉及一种烟气除尘用耐超高温滤筒的制备方法,S1:对P84纤维进行组合,在挤压机的配合下,从而形成P84纤维网层;S2:之后在180℃进行2min的表面热化处理,对P84纤维进行初步加热处理;S3:之后,在20℃下进行粘黏剂的制备,同时导入机械中,将粘黏剂均匀涂抹在P84纤维上;S4:固化处理,先进行光固化处理,之后在200℃的温度下,进行2min的热固化处理;通过结构的设置,方便进行烟气除尘用耐超高温滤筒的生产工作。
技术研发人员:唐晓田,随文俊
受保护的技术使用者:安徽昊华环保科技有限公司
技术研发日:
技术公布日:2025/2/20
- 还没有人留言评论。精彩留言会获得点赞!