一种输送电池片的线上分拣装置及串焊机的制作方法
本技术涉及太阳能电池,特别是涉及一种输送电池片的线上分拣装置及串焊机。
背景技术:
1、电池片串焊接时,在传输电池片过程中存在旋转、归正等多道处理工序,易造成电池片损伤的不良情况,为了不影响电池串焊接质量,需要提前将不合格的电池片剔除,并在相同位置的空缺处补偿同等规格的合格电池片后,才被允许流入下一工序。
2、现有技术中,如检测出有不良电池片的情况,需暂停设备运行,普遍的情况是依靠人工进行剔除和补偿,但在人工搬运电池片时,易造成合格电池片的损坏;还有部分的电池片串焊设备利用增加独立的电池片上料装置和机械手臂,单独对检测出有损坏的电池片进行替换,单个电池片工位依次替换更是需要停顿等待,影响了生产效率;更有同时对多个电池片工位进行检测,只要被检测工位出现一个不良电池片,便把被检测工位的多个电池片同时剔除,这样对原本完好的电池片易造成二次损伤。
技术实现思路
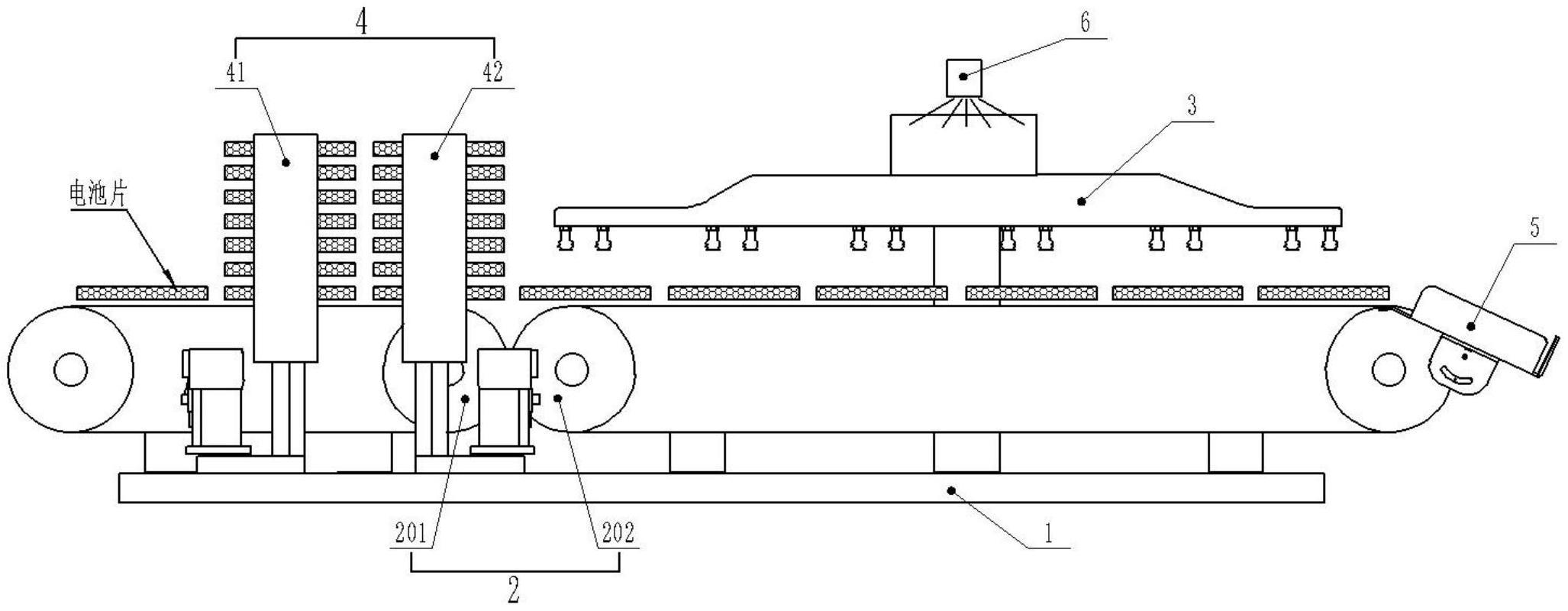
1、本实用新针对现有技术的问题,提供了一种输送电池片的线上分拣装置,利用原本的电池片输送线对不良电池片进行连续的剔除和补偿,该分拣装置包括:机架;
2、传输机构,设于所述机架,将电池片传输至待抓取工位;
3、抓料机构,可滑动的设于所述机架,用于抓起所述传输机构上所述待抓取工位的电池片,滑动主要为升降和平移运动,将传输机构上的电池片抬升至高位,或将抬升至高位的电池片平移放置在电池串的加工区域内;
4、检测模块,设于所述机架,能够检测出待抓取工位的不良电池片信息;
5、储存机构,固定于所述机架,设置在所述传输机构待抓取工位之前,用于储存所述传输机构传输的电池片和补偿所述抓料机构上被剔除的所述不良电池片;
6、废料盒,设于所述传输机构的末端,用于承接由所述传输机构传递的所述不良电池片;
7、其中,抓起所述传输机构上待抓取工位的所述电池片包括:
8、抓取所述检测模块检测合格的电池片;
9、抓取所述传输机构所补偿待抓取工位固定位置的电池片,所述固定位置与所述剔除的所述不良电池片的位置一致;所述剔除的所述不良电池片被所述传输机构输送至所述废料盒。
10、优选的是,所述传输机构包括前传输机构和后传输机构,前传输机构与后传输机构分别独立驱动控制,由此即可调节前传输机构上电池片传输到后传输机构各个电池片的排布间距。
11、优选的是,所述电池片包括:倒角电池片和直角电池片,所述储存机构包括第一储存机构和第二储存机构,所述第一储存机构用于储存所述倒角电池片,所述第二储存机构用于储存所述直角电池片,所述第二储存机构与所述第一储存机构结构相同。
12、第一储存机构和第二储存机构并列设置于所述电池片传输机构的输送线上,根据待抓取工位剔除的不良电池片类别,选择储存或补偿待抓取所需类别的电池片。
13、优选的是,所述第一储存机构和所述第二储存机构设在所述前传输机构区间内,所述抓料机构设在所述后传输机构区间内。
14、优选的是,所述分拣装置还设有控制模块,用于接收所述检测模块检测的不良电池片的类别、数量和位置信息,并控制所述储存机构储存和补偿所述倒角电池片或所述直角电池片。
15、优选的是,所述第一储存机构包括电池片传输机构两侧的第一侧板、第二侧板和设置于传输机构下方的连接横板、升降组件,所述第一侧板和第二侧板对称设置,第一侧板和第二侧板通过传输机构下方的连接横板连接为一体,并与所述升降组件的移动部相连,所述升降组件驱动所述第一侧板和所述第二侧板同步升降。
16、所述升降组件由电机丝杆驱动移动部的往复运动,可精准控制第一侧板和第二侧板之间电池片的升降高度,使电池片的下表面与传输机构上的传输皮带接触,并脱离第一侧板和第二侧板对电池片的支撑。
17、优选的是,所述第一侧板和第二侧板的相对面上设有若干分隔槽,每个分隔槽中盛放一片电池片。
18、优选的是,所述废料盒与所述传输机构的传输平面倾斜,倾斜角度可调节,便于电池片脱离传输皮带后顺利滑落到废料盒中。
19、优选的是,所述抓料机构上设置了与所述传输机构待抓取工位电池片数量相适配的抓手,所述抓手上设有若干吸盘,呈矩形排布的,每个抓手上的真空控制独立设置,可以单独控制吸附待抓取工位上的每个电池片。
20、本实用新型还公开了一种串焊机,包含上述输送机构,焊接太阳能电池片或太阳能电池串。
21、本实用新型较现有技术取得了以下技术效果:在串焊机电池片传输线上,改变常规电池片输送部件的方式,利用两段传输机构相互配合,并增设储存机构、废料盒和控制系统,储存机构根据检测模块反馈的不良电池片数量及位置信息,使储料和不良电池片的替换都在线上进行,不需要人工给储存机构上料,由原本设备中的电池片输送线上的电池片供给储存机构,电池片的输送、剔除和补偿在同一条生产线上完成,能同时剔除和替换多处工位存在不合格电池片的装置,再不影响电池串生产设备的正常运行的情况下,不仅提高了生产效率,还简化设备结构。
22、在同一电池片分拣装置上设置两个储存机构,包括第一储存机构和第二储存机构,分别储存倒角电池片和直角电池片,其他结构不变,通过第一储存机构和第二储存机构交替控制,满足待抓取工位所需补偿电池片的类别,即可一次性完成电池片分拣装置上不同类别电池片的剔除和补偿,节约不良电池片的替换时间。
技术特征:
1.一种输送电池片的线上分拣装置,其特征在于,该分拣装置包括:机架;
2.根据权利要求1所述的输送电池片的线上分拣装置,其特征在于,所述传输机构包括前传输机构和后传输机构,所述前传输机构与所述后传输机构分别独立驱动控制。
3.根据权利要求2所述的输送电池片的线上分拣装置,其特征在于,所述电池片包括:倒角电池片和直角电池片,所述储存机构包括第一储存机构和第二储存机构,所述第一储存机构用于储存所述倒角电池片,所述第二储存机构用于储存所述直角电池片,所述第二储存机构与所述第一储存机构结构相同。
4.根据权利要求3所述的输送电池片的线上分拣装置,其特征在于,所述第一储存机构和所述第二储存机构设在所述前传输机构区间内,所述抓料机构设在所述后传输机构区间内。
5.根据权利要求1所述的输送电池片的线上分拣装置,其特征在于,所述分拣装置还设有控制模块,用于接收所述检测模块检测的不良电池片的类别、数量和位置信息。
6.根据权利要求3所述的输送电池片的线上分拣装置,其特征在于,所述第一储存机构包括所述传输机构两侧的第一侧板、第二侧板、和设置于所述电池片传输机构下方的连接横板、升降组件,所述第一侧板和所述第二侧板对称设置,所述第一侧板和所述第二侧板与所述传输机构下方的所述连接横板连接为一体,所述连接横板与所述升降组件的移动部相连,所述升降组件驱动所述第一侧板和所述第二侧板同步升降。
7.根据权利要求6所述的输送电池片的线上分拣装置,其特征在于,所述第一侧板和所述第二侧板的相对面上设有若干分隔槽,每个所述分隔槽中盛放一片电池片。
8.根据权利要求1所述的输送电池片的线上分拣装置,其特征在于,所述废料盒与所述传输机构的传输平面倾斜,倾斜角度可调节。
9.根据权利要求1所述的输送电池片的线上分拣装置,其特征在于,所述抓料机构上设置了与所述传输机构待抓取工位电池片数量相适配的抓手,所述抓手上设有若干吸盘。
10.一种串焊机,其特征在于,所述串焊机包括权利要求1-9中任一所述分拣装置,所述串焊机用于焊接太阳能电池片或太阳能电池串。
技术总结
本技术公开一种输送电池片的线上分拣装置及串焊机,包括机架、固定在机架上的、抓料机构、检测模块和储存机构,以及固定在传输机构末端的废料盒,传输机构将电池片传输至抓料机构下方,储存机构根据检测模块检测的待抓取工位不良电池片数量和位置,选择性的储存传输机构传输的电池片和补偿抓料机构中被剔除的电池片;抓料机构首先抓取检测模块检测合格的电池片剔除的电池片被传输机构输送至废料盒;其次抓取传输机构所补偿待抓取工位剔除的电池片的位置一致固定位置的电池片;本技术可以在剔除不良电池片过程中减少对正常电池的二次损坏,并提高了替换不良电池片效率。
技术研发人员:杜成龙,刘小龙,董炜
受保护的技术使用者:江苏小牛自动化设备有限公司
技术研发日:20211216
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!