一种缓冲铰链智能功能检测验收机的制作方法
本发明涉及检测验收机,具体为一种缓冲铰链智能功能检测验收机。
背景技术:
1、目前柜门上的阻尼铰链在打开门时需要达到一定的扭力要求,同时在合上门时对回弹时间也有要求,通常采用扭力计、铰链测量治具、人工手臂转动铰链进行扭力测量,但是由于人手臂无法保证在测量过程完全水平转动铰链还存在侧向力,且无法控制角速度均匀会影响测量结果的精准性和再现性。
2、如公告号为cn209459879u的中国专利,其公开了一种铰链自动检测机,包括底座,设于所述底座上以固定铰链的若干铰链夹具、扭力检测机构、与所述扭力检测机构成直线相对设置的回弹检测机构以及驱动所述铰链夹具传动的皮带传送机构;
3、但是上述方案存在以下不足:
4、上述专利文件中只是通过控制系统中预设好扭力的上下限值和回弹时间的上下限值,由控制系统迅速判断铰链是否合格,提高了铰链钮矩检测的效率,但上述专利文件中无法对铰链进行外观和机械的全面检测作业,从而影响铰链的检测验收效率。
5、为此,我们推出一种缓冲铰链智能功能检测验收机。
技术实现思路
1、本发明的目的在于提供一种缓冲铰链智能功能检测验收机,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种缓冲铰链智能功能检测验收机,包括工作台,所述工作台的一侧设置有进料输送带,所述进料输送带的伸出端连接有放料架,所述工作台上设置有通过驱动件驱动转动的第一转盘,所述工作台上位于第一转盘与进料输送带之间设置有第一取夹移设备,所述工作台上设置有ccd检测机构,所述第一转盘的顶端外沿设置有十二个产品翻兜杆,所述工作台上端面一侧设置有第一机械检测机构,所述工作台上位于第一转盘的一侧设置有第一不良品解锁排料机构;
3、工作台的还设置有通过驱动件驱动转动的第二转盘,所述工作台上位于第二转盘的前方设置有底座安装机,所述底座安装机的伸出端连接有底座振动盘;
4、工作台上位于第一转盘和第二转盘之间设置有第二取夹移设备,所述工作台上端面另一侧设置有第二机械检测机构,所述工作台上位于第二转盘的一侧设置有第二不良品解锁排料机构,所述工作台上位于第二转盘的后方设置有良品排料机构,所述良品排料机构包括设置在工作台上的良品取料机械臂,所述工作台的顶端还设置有良品输送带;
5、ccd检测机构包括设置在第一取夹移设备的两侧的产品左侧ccd相机和右侧ccd相机,所述工作台上位于第一转盘的一侧设置有第一支架,所述第一支架上设置有产品顶部ccd观察相机,所述工作台上位于第二转盘的一侧设置有第二支架,所述第二支架上设置有产品底部ccd观察相机;
6、第一机械检测机构包括工作台上沿顺时针设置在第一转盘四周的六个第一安装架,六个所述第一安装架上沿顺时针依次设置有尾扣检测机、偏心钉调节机、吊丝调节机、尾丝调节机、产品开兜机、产品翻转机构和第一产品解锁机,所述第二机械检测机构包括工作台上沿逆时针设置在第二转盘四周的两个第二安装架,两个所述第二安装架沿逆时针依次设置有底座压料压力检测机和底座尾扣检测机;
7、第一不良品解锁排料机构包括设置在工作台上的第一回收架,所述第一回收架的底端设置有第一不良品拿取机械臂,所述工作台上设置有两个不良品回收斗,第二不良品解锁排料机构包括设置在工作台上的第二回收架,所述第二回收架的底端设置有第二不良品拿取机械臂。
8、与现有技术相比,本发明的有益效果是:本发明通过进料输送带将放料架上的铰链向靠近第一转盘的方向进行输送,通过第一取夹移设备将铰链从进料输送带拿起后放置在对应的产品翻兜杆上,同时产品左侧ccd相机和右侧ccd相机对铰链的侧边进行光学检测,第一转盘带动产品翻兜杆和铰链顺时针转动,在经过产品顶部ccd观察相机观察后,依次经过尾扣检测机、偏心钉调节机、吊丝调节机和尾丝调节机进行铰链钮矩和结构件安装精度等机械检测;
9、不良品通过第一不良品拿取机械臂推入对应的不良品回收斗内进行回收,良品通过产品开兜机和产品翻转机构夹管铰链翻转,接着第一产品解锁机将检测出的良品从对应的产品翻兜杆解锁,并通过第二取夹移设备从产品翻兜杆取下放置在第二转盘上的固定座上,同时底座安装机将从底座振动盘输送的底座安装在对应的良品铰链上,安装好底座的铰链顺着第二转盘转动,在经过产品底部ccd观察相机观察后,依次经过底座压料压力检测机和底座尾扣检测机进行检测,不良品经第二不良品拿取机械臂从固定座上取下后放入不良品回收斗内,良品经良品取料机械臂从从固定座上取下后放入良品输送带上进行输送,从而完成对铰接的外观和机械性能的全面检测,有利于提高铰链的检测验收效率。
技术特征:
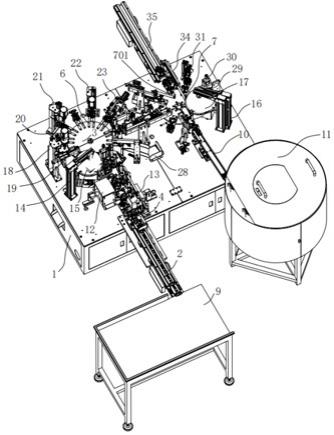
1.一种缓冲铰链智能功能检测验收机,包括工作台(1),其特征在于:所述工作台(1)的一侧设置有进料输送带(2),所述工作台(1)上设置有通过驱动件驱动转动的第一转盘(3),所述工作台(1)上位于第一转盘(3)与进料输送带(2)之间设置有第一取夹移设备(4),所述工作台(1)上设置有ccd检测机构,所述第一转盘(3)的顶端外沿设置有十二个产品翻兜杆(6),所述工作台(1)上端面一侧设置有第一机械检测机构,所述工作台(1)上位于第一转盘(3)的一侧设置有第一不良品解锁排料机构;
2.根据权利要求1所述的一种缓冲铰链智能功能检测验收机,其特征在于:所述进料输送带(2)的伸出端连接有放料架(9)。
3.根据权利要求1所述的一种缓冲铰链智能功能检测验收机,其特征在于:所述工作台(1)上位于第二转盘(7)的前方设置有底座安装机(10),所述底座安装机(10)的伸出端连接有底座振动盘(11)。
4.根据权利要求1所述的一种缓冲铰链智能功能检测验收机,其特征在于:所述ccd检测机构包括设置在第一取夹移设备(4)的两侧的产品左侧ccd相机(12)和右侧ccd相机(13),所述工作台(1)上位于第一转盘(3)的一侧设置有第一支架(14),所述第一支架(14)上设置有产品顶部ccd观察相机(15),所述工作台(1)上位于第二转盘(7)的一侧设置有第二支架(16),所述第二支架(16)上设置有产品底部ccd观察相机(17)。
5.根据权利要求1所述的一种缓冲铰链智能功能检测验收机,其特征在于:所述第一机械检测机构包括工作台(1)上沿顺时针设置在第一转盘(3)四周的六个第一安装架(18),六个所述第一安装架(18)上沿顺时针依次设置有尾扣检测机(19)、偏心钉调节机(20)、吊丝调节机(21)、尾丝调节机(22)、产品开兜机(23)、产品翻转机构(24)和第一产品解锁机(25)。
6.根据权利要求1所述的一种缓冲铰链智能功能检测验收机,其特征在于:所述第一不良品解锁排料机构包括设置在工作台(1)上的第一回收架(26),所述第一回收架(26)的底端设置有第一不良品拿取机械臂(27),所述工作台(1)上设置有两个不良品回收斗(28)。
7.根据权利要求1所述的一种缓冲铰链智能功能检测验收机,其特征在于:所述第二机械检测机构包括工作台(1)上沿逆时针设置在第二转盘(7)四周的两个第二安装架(29),两个所述第二安装架(29)沿逆时针依次设置有底座压料压力检测机(30)和底座尾扣检测机(31)。
8.根据权利要求1所述的一种缓冲铰链智能功能检测验收机,其特征在于:第二不良品解锁排料机构包括设置在工作台(1)上的第二回收架(32),所述第二回收架(32)的底端设置有第二不良品拿取机械臂(33)。
9.根据权利要求1所述的一种缓冲铰链智能功能检测验收机,其特征在于:所述良品排料机构包括设置在工作台(1)上的良品取料机械臂(34),所述工作台(1)的顶端还设置有良品输送带(35)。
技术总结
本发明公开了一种缓冲铰链智能功能检测验收机,包括工作台,工作台上设置有的第一转盘,工作台上位于第一转盘与进料输送带之间设置有第一取夹移设备,工作台上设置有CCD检测机构,第一转盘的顶端外沿设置有十二个产品翻兜杆,工作台上端面一侧设置有第一机械检测机构,工作台的还设置有通过驱动件驱动转动的第二转盘,工作台上位于第一转盘和第二转盘之间设置有第二取夹移设备,工作台上端面另一侧设置有第二机械检测机构。通过CCD检测机构对铰链的外观进行光学检测的同时,通过第一机械检测机构和第二机械检测机构对铰链的安装部件进行精准度和钮矩检测,来提高铰链的检测验收效率。
技术研发人员:黄亚辉
受保护的技术使用者:佛山市中芃科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!