计数标记料道的制作方法
1.本实用新型涉及一种计数标记料道,属于自动化设备技术领域。
背景技术:
2.转向节是汽车转向桥中的重要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向。转向节的功用是传递并承受汽车前部载荷,支撑并带动前轮绕主销转动而使汽车转向。在汽车行驶状态下,它承受着多变的冲击载荷,因此,要求其具有良好的品质,加工中出现的不合格品需及时移出产线。
3.当前技术中,转向节生产线上的不合格产品一般通过人工剔除,然后再用记号笔进行标记做记号,防止不合格产品后续混入合格品中,保证汽车行驶安全。由于转向节为全金属工件,重量大,剔除时由人工操作取放,工人需要经常弯腰,劳动强度太大。再者,被做记号剔除的不合格产品,之后还要进行清点,人工清点易出错,常常发生点错漏点情况的出现。
技术实现要素:
4.根据以上现有技术中的不足,本实用新型要解决的技术问题是:针对现有技术中转向节工件不合格产品剔除产线劳动强度太大、清点易出错的情况,提供一种计数标记料道,提高产线自动化程度,降低劳动强度,提高生产效率和计数准确度。
5.本实用新型所述的计数标记料道,包括倾斜设置的落料滑道,落料滑道下接落料平台,落料平台上设有自动喷漆装置,落料平台底部设有下料口;转向节工件沿落料滑道滑落至落料平台,转向节工件经过的路径上设有计数传感装置。
6.当工件滑过计数传感装置时,计数传感装置发送信号给控制系统,延时1~2s后自动喷漆装置对落料平台上的工件进行喷漆标记。
7.其中,所述的自动喷漆装置位于落料平台末端居中位置,落料平台的两侧设有使所述路径宽度逐渐减小的导向板,可使工件按预定轨道滑落至自动喷漆装置之前。
8.优选的,落料平台的下料口由气缸或油缸驱动自动开合。
9.进一步的,落料平台的下料口下方设有向一侧倾斜的落料滑板,喷漆标记完成的工件从下料口经落料滑板滑落至装置一侧,使工件从较高处平稳滑落至低处(地面暂存),避免了工人弯腰。
10.本实用新型所述的自动喷漆装置由电动推杆、杠杆、支撑杆、喷漆罐和罐体固定筒组成,杠杆与支撑杆顶部铰接,电动推杆通过连接杆与杠杆一端铰接,杠杆另一端位于喷漆罐上方,喷漆罐固定在罐体固定筒内。通过电动推杆杠杆原理控制,电动推杆推动杠杆一端时,杠杆另一端按压喷漆罐,达到自动喷漆的目的。
11.其中,所述的计数传感装置为对射光电传感器,对射光电传感器连接plc控制系统。
12.本实用新型的料道为钢制结构,用来缓存不合格的转向节产品,移送到生产线外。
料道设有自动喷漆装置,对不合格产品进行自动喷漆,便于目视化不良品管控,料道对不合格产品的计数功能在plc控制系统中体现。
13.本实用新型与现有技术相比所具有的有益效果是:
14.本实用新型所述的计数标记料道,提高了产线自动化程度,大部分工作量由机器完成,工件从较高处的生产线平稳滑落至地面暂存区,无需人工弯腰放置,无需人工进行标记和计数,降低了劳动强度,提高了生产效率和计数准确度。
附图说明
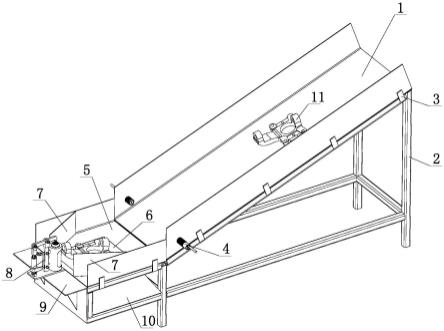
15.图1是本实用新型的整体结构示意图之一;
16.图2是自动喷漆装置的放大图;
17.图3是本实用新型的整体结构示意图之二。
18.图中:落料滑道1;支撑架2;连接板3;对射光电传感器4;落料平台5;下料口6;导向板7;自动喷漆装置8;安装架9;落料滑板10;转向节工件11;
19.电动推杆8.1;杠杆8.2;支撑杆8.3;喷漆罐8.4;罐体固定筒8.5。
具体实施方式
20.下面结合具体的实施例对本实用新型进一步说明。
21.关于本实用新型的描述只是结构性乃至功能性描述的实施例而已,本实用新型的权利范围不因文中描述的实施例而受限。
22.例如,多个实施例可以具有多种变更,具有多种形态,应理解为本实用新型的权利范围包括能够实现技术思想的等同物。
23.并且,由于本实用新型所实现的目的或效果并不意味着特定实施例应包括所有这些或仅包括这些效果,本实用新型的权利范围不因此而受限。
24.本实用新型鉴于原工序机构的缺陷,故提出了一种巧妙的计数标记料道。
25.如图1~3所示,本实施例的计数标记料道,包括倾斜设置的落料滑道1,落料滑道1下接落料平台5,落料滑道1和落料平台5设置在支撑架2,落料滑道1、落料平台5和支撑架2之间通过若干连接板3焊接固定。
26.落料平台5上设有自动喷漆装置8,自动喷漆装置8位于落料平台5末端的安装架9上,位置居中,落料平台5的两侧设有使所述路径宽度逐渐减小的导向板7。
27.落料平台5底部设有下料口6,落料平台5的下料口6由气缸或油缸驱动自动开合,落料平台5的下料口6下方设有向一侧倾斜的落料滑板10。
28.转向节工件11沿落料滑道1滑落至落料平台5,转向节工件11经过的路径上设有计数传感装置。本实施例的计数传感装置为对射光电传感器4,对射光电传感器4连接plc控制系统。
29.本实施例的自动喷漆装置8由电动推杆8.1、杠杆8.2、支撑杆8.3、喷漆罐8.4和罐体固定筒8.5组成,杠杆8.2与支撑杆8.3顶部铰接,电动推杆8.1通过连接杆与杠杆8.2一端铰接,杠杆8.2另一端位于喷漆罐8.4上方,喷漆罐8.4固定在罐体固定筒8.5内,罐体固定筒8.5可拆卸,从而更换新的喷漆罐8.4。
30.本实用新型装置的工作原理或工作过程:
31.转向节工件11沿落料滑道1滑落至落料平台5,在此过程中,滑过对射光电传感器4时,对射光电传感器4发送信号给控制系统,计数功能在plc控制系统中体现。延时1~2s后,电动推杆8.1动作,推动杠杆8.2一端时上升,杠杆8.3另一端按压喷漆罐8.4,达到自动喷漆的目的,对落料平台5上的工件进行喷漆标记。继续延时1~2s后,下料口6打开,喷漆标记完成的转向节工件11从下料口6经落料滑板10滑落至装置一侧,实现工件从较高处的生产线平稳滑落至地面暂存区。
32.当然,上述内容仅为本实用新型的较佳实施例,不能被认为用于限定对本实用新型的实施例范围。本实用新型也并不仅限于上述举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的均等变化与改进等,均应归属于本实用新型的专利涵盖范围内。
技术特征:
1.一种计数标记料道,其特征在于:包括倾斜设置的落料滑道(1),落料滑道(1)下接落料平台(5),落料平台(5)上设有自动喷漆装置(8),落料平台(5)底部设有下料口(6);转向节工件(11)沿落料滑道(1)滑落至落料平台(5),转向节工件(11)经过的路径上设有计数传感装置。2.根据权利要求1所述的计数标记料道,其特征在于:所述的自动喷漆装置(8)位于落料平台(5)末端居中位置,落料平台(5)的两侧设有使所述路径宽度逐渐减小的导向板(7)。3.根据权利要求1所述的计数标记料道,其特征在于:落料平台(5)的下料口(6)由气缸或油缸驱动自动开合。4.根据权利要求3所述的计数标记料道,其特征在于:落料平台(5)的下料口(6)下方设有向一侧倾斜的落料滑板(10)。5.根据权利要求1所述的计数标记料道,其特征在于:所述的自动喷漆装置(8)由电动推杆(8.1)、杠杆(8.2)、支撑杆(8.3)、喷漆罐(8.4)和罐体固定筒(8.5)组成,杠杆(8.2)与支撑杆(8.3)顶部铰接,电动推杆(8.1)通过连接杆与杠杆(8.2)一端铰接,杠杆(8.2)另一端位于喷漆罐(8.4)上方,喷漆罐(8.4)固定在罐体固定筒(8.5)内。6.根据权利要求1所述的计数标记料道,其特征在于:所述的计数传感装置为对射光电传感器(4),对射光电传感器(4)连接plc控制系统。
技术总结
本实用新型属于自动化设备技术领域,具体涉及一种计数标记料道,包括倾斜设置的落料滑道,落料滑道下接落料平台,落料平台上设有自动喷漆装置,落料平台底部设有下料口;转向节工件沿落料滑道滑落至落料平台,转向节工件经过的路径上设有计数传感装置。本实用新型所述的计数标记料道,提高了产线自动化程度,大部分工作量由机器完成,工件从较高处的生产线平稳滑落至地面暂存区,无需人工弯腰放置,无需人工进行标记和计数,降低了劳动强度,提高了生产效率和计数准确度。生产效率和计数准确度。生产效率和计数准确度。
技术研发人员:梁君龙 王艳辉 孙大德
受保护的技术使用者:青岛融合装备科技有限公司
技术研发日:2022.09.28
技术公布日:2022/12/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1