一种棒材成品收集装置的制作方法
本技术涉及棒材收集,具体而言,涉及一种棒材成品收集装置。
背景技术:
1、在棒材生产加工时,棒材定尺剪后9米和12米各有一个可升降的定尺挡板,单独使用,裁剪9米或12米定尺钢材,中国北方市场基本使用12米定尺钢材,南方市场存在小量9米定尺钢材用户。目前常使用12米定尺剪切工艺,剪切后的12米定尺及夹杂的短尺钢材由辊道运输,链板检验台架旁边的运输辊道设置可升降的对齐挡板,剪后的钢材在此对齐后,辊道停止转动,2个工人将低于12米的短尺钢全部人工甩出至短尺存放台架处,然后由移钢小车步进横移至链板检验台架,进行检验,计数,打包。
2、现有技术中,岗位工人收集棒材时,需将挑出的每支短尺钢进行手工对齐,利用切钢机切成9米定尺收集,工人劳动强度大,效率较低。
技术实现思路
1、为克服现有技术中岗位工人收集棒材时,需将挑出的每支短尺钢进行手工对齐,利用切钢机切成9米定尺收集,工人劳动强度大,效率较低等问题,本实用新型提供了一种棒材成品收集装置,包括辊道和定尺机构,所述辊道上安装有所述定尺机构,所述定尺机构包括挡板组件、裁剪机和检验区,所述挡板组件安装于所述辊道上,所述辊道的一侧设置有所述检验区,所述裁剪机安装于挡板组件之间,所述挡板组件包括若干个定尺挡板和平直挡板,所述平直挡板和若干个定尺挡板沿辊道运行方向依次竖直安装于所述辊道的中部,所述定尺挡板的顶部和底部分别设置有用于对齐长棒材的定尺槽和用于短棒材通过的短尺通道,若干个所述定尺挡板和所述平直挡板的底部均安装有升降组件,所述升降组件设置于所述辊道下方的地面上。
2、通过辊道对棒材进行输送,由定尺机构对棒材的长度进行挑选,在棒材随着辊道来到定尺挡板对齐后,辊道反转,使得棒材的尾部在平直挡板处对齐,之后通过升降组件升起定尺挡板,在定尺挡板的定尺槽的作用下,长的棒材会随着定尺槽上升,短的棒材会通过定尺挡板上的短尺通道穿过并继续输送,从而实现棒材的挑选,使得挑选的过程不在需要人工进行,降低了工人的劳动强度,提高了工作效率。
3、优选的,若干个所述定尺挡板包括两个第一定尺挡板和一个第二定尺挡板,两个所述第一定尺挡板和所述第二定尺挡板沿辊道运行方向依次竖直安装于所述辊道的中部,所述平直挡板沿辊道运行方向竖直安装于两个所述第一定尺挡板之前。
4、优选的,所述检验区包括检验台架a区、检验台架b区和检验台架c区,所述检验台架a区、检验台架b区和检验台架c区沿辊道运行方向依次安装于所述辊道的一侧,所述检验台架a区、检验台架b区和检验台架c区朝向所述辊道运行方向的一侧均安装有计数器。
5、优选的,两个所述第一定尺挡板和所述第二定尺挡板分别设置于所述辊道上位于所述检验台架a区、所述检验台架b区和所述检验台架c区带有计数器一侧正面的位置处,所述平直挡板设置于所述辊道上位于所述检验台架a区远离计数器一侧正面的位置处。
6、优选的,所述辊道上靠近所述检验台架c区位于所述第二定尺挡板和一个第一定尺挡板之间安装有所述裁剪机。
7、设置三个检验区,并对应三个棒材挑选区域,前两个可以对12米的棒材进行挑选,后一个可以对9米的棒材进行自动剪切和挑选,同时,在检验区进行棒材验收后,设置计数器对选出的棒材进行计数,进一步提高了装置的收集检验效果。
8、优选的,所述所述辊道包括移钢托架和若干个移动组件,所述移钢托架上安装有若干个所述移动组件,所述移动组件包括用于支撑棒材的移动托盘和用于驱动的滚轮,所述滚轮转动安装于所述移动托盘的中部。
9、优选的,所述辊道沿长度方向的尾部设置有废料收集组件,所述废料收集组件包括尾部挡板、翻钢组件和若干个u型槽,所述辊道的尾端安装有所述尾部挡板,所述辊道上靠近所述尾部挡板的一侧安装有若干个所述u型槽,所述u型槽与所述尾部挡板之间设置有所述翻钢组件。
10、通过废料收集组件对最后不合格的棒材进行回收处理,由尾部挡板对齐,通过翻钢设备将棒材送入u型槽收集,并进行人工打包。
11、优选的,所述计数器为红外计数器,所述计数器的发射口与所述辊道平行设置。
12、优选的,所述移动托盘上平行于所述辊道运行方向的两侧均安装有侧挡板。
13、优选的,所述升降组件包括两个液压升降杆,两个所述液压升降杆的底部与所述安装底板的顶部固定连接,所述安装底板上开设有用于固定的螺栓孔。
14、有益效果:
15、采用本实用新型技术方案产生的有益效果如下:
16、(1)通过辊道对棒材进行输送,由定尺机构对棒材的长度进行挑选,在棒材随着辊道来到定尺挡板对齐后,辊道反转,使得棒材的尾部在平直挡板处对齐,之后通过升降组件升起定尺挡板,在定尺挡板的定尺槽的作用下,长的棒材会随着定尺槽上升,短的棒材会通过定尺挡板上的短尺通道穿过并继续输送,从而实现棒材的挑选,使得挑选的过程不在需要人工进行,降低了工人的劳动强度,提高了工作效率。
17、(2)设置三个检验区,并对应三个棒材挑选区域,前两个可以对12米的棒材进行挑选,后一个可以对9米的棒材进行剪切和挑选,同时,在检验区进行棒材验收后,设置计数器对选出的棒材进行计数,进一步提高了装置的收集检验效果。
18、(3)通过废料收集组件对最后不合格的棒材进行回收处理,由尾部挡板对齐,通过翻钢设备将棒材送入u型槽收集,并进行人工打包。
技术特征:
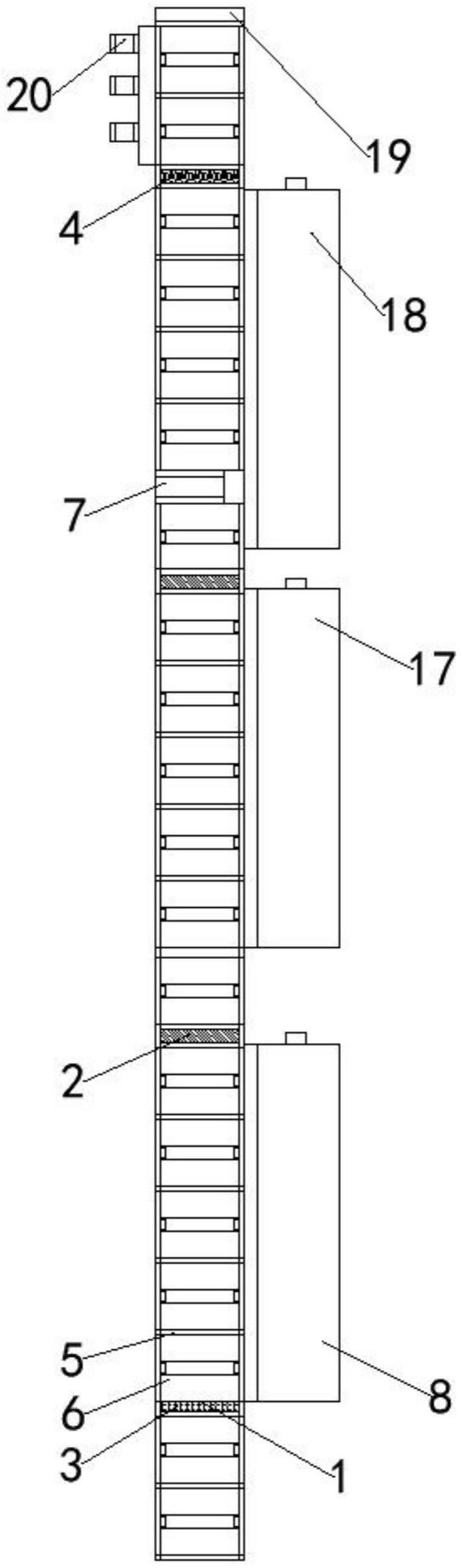
1.一种棒材成品收集装置,其特征在于,包括辊道(1)和定尺机构,所述辊道(1)上安装有所述定尺机构,所述定尺机构包括挡板组件、裁剪机(7)和检验区,所述挡板组件安装于所述辊道(1)上,所述辊道(1)的一侧设置有所述检验区,所述裁剪机(7)安装于挡板组件之间,所述挡板组件包括若干个定尺挡板和平直挡板(3),所述平直挡板(3)和若干个定尺挡板沿辊道(1)运行方向依次竖直安装于所述辊道(1)的中部,所述定尺挡板的顶部和底部分别设置有用于对齐长棒材的定尺槽(10)和用于短棒材通过的短尺通道(11),若干个所述定尺挡板和所述平直挡板(3)的底部均安装有升降组件,所述升降组件设置于所述辊道(1)下方的地面上。
2.根据权利要求1所述的一种棒材成品收集装置,其特征在于,若干个所述定尺挡板包括两个第一定尺挡板(2)和一个第二定尺挡板(4),两个所述第一定尺挡板(2)和所述第二定尺挡板(4)沿辊道(1)运行方向依次竖直安装于所述辊道(1)的中部,所述平直挡板(3)沿辊道(1)运行方向竖直安装于两个所述第一定尺挡板(2)之前。
3.根据权利要求2所述的一种棒材成品收集装置,其特征在于,所述检验区包括检验台架a区(8)、检验台架b区(17)和检验台架c区(18),所述检验台架a区(8)、检验台架b区(17)和检验台架c区(18)沿辊道(1)运行方向依次安装于所述辊道(1)的一侧,所述检验台架a区(8)、检验台架b区(17)和检验台架c区(18)朝向所述辊道(1)运行方向的一侧均安装有计数器(9)。
4.根据权利要求3所述的一种棒材成品收集装置,其特征在于,两个所述第一定尺挡板(2)和所述第二定尺挡板(4)分别设置于所述辊道(1)上位于所述检验台架a区(8)、所述检验台架b区(17)和所述检验台架c区(18)带有计数器(9)一侧正面的位置处,所述平直挡板(3)设置于所述辊道(1)上位于所述检验台架a区(8)远离计数器(9)一侧正面的位置处。
5.根据权利要求3所述的一种棒材成品收集装置,其特征在于,所述辊道(1)上靠近所述检验台架c区(18)位于所述第二定尺挡板(4)和一个第一定尺挡板(2)之间安装有所述裁剪机(7)。
6.根据权利要求1所述的一种棒材成品收集装置,其特征在于,所述辊道(1)包括移钢托架(5)和若干个移动组件(6),所述移钢托架(5)上安装有若干个所述移动组件(6),所述移动组件(6)包括用于支撑棒材的移动托盘(14)和用于驱动的滚轮(15),所述滚轮(15)转动安装于所述移动托盘(14)的中部。
7.根据权利要求1所述的一种棒材成品收集装置,其特征在于,所述辊道(1)沿长度方向的尾部设置有废料收集组件,所述废料收集组件包括尾部挡板(19)、翻钢组件和若干个u型槽(20),所述辊道(1)的尾端安装有所述尾部挡板(19),所述辊道(1)上靠近所述尾部挡板(19)的一侧安装有若干个所述u型槽(20),所述u型槽(20)与所述尾部挡板(19)之间设置有所述翻钢组件。
8.根据权利要求3所述的一种棒材成品收集装置,其特征在于,所述计数器(9)为红外计数器,所述计数器(9)的发射口与所述辊道(1)平行设置。
9.根据权利要求6所述的一种棒材成品收集装置,其特征在于,所述移动托盘(14)上平行于所述辊道(1)运行方向的两侧均安装有侧挡板(16)。
10.根据权利要求7所述的一种棒材成品收集装置,其特征在于,所述升降组件包括两个液压升降杆(12),两个所述液压升降杆(12)的底部固定连接有安装底板(13),所述安装底板(13)上开设有用于固定的螺栓孔。
技术总结
本技术公开了一种棒材成品收集装置,属于棒材收集技术领域,包括辊道和定尺机构,辊道上安装有定尺机构,定尺机构包括挡板组件、裁剪机和检验区,挡板组件安装于辊道上,辊道的一侧设置有检验区,裁剪机安装于挡板组件之间,挡板组件包括若干个定尺挡板和平直挡板,若干个定尺挡板和平直挡板的底部均安装有升降组件。本技术的有益效果是:通过辊道对棒材进行输送,由定尺机构对棒材的长度进行挑选,在定尺挡板的定尺槽的作用下,长的棒材会随着定尺槽上升,短的棒材会通过定尺挡板上的短尺通道穿过并继续输送,从而实现棒材的挑选,使得挑选的过程不在需要人工进行,降低了工人的劳动强度,提高了工作效率。
技术研发人员:王艳丽,马东亮,付健永
受保护的技术使用者:河北鑫达钢铁集团有限公司
技术研发日:20221025
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!