一种充电器外壳检测机的制作方法
本技术涉及一种整机自动化,具体涉及一种充电器外壳检测机。
背景技术:
1、充电器在生产过程中,需要对充电器外壳上的字符外观、泡棉是否安装、以及弹片尺寸是否符合标准进行检测,现有技术中大多以人工检测为主,存在不良品易漏,效率低,人力成本较高的问题。
技术实现思路
1、本实用新型所要解决的技术问题是提供了一种充电器外壳检测机;在台板上安装一条以上的移载滑台组件和设置于移载滑台组件一侧,并与移载滑台组件上下相对设置的相机检组件,通过机械化设置来替代人力,采用自动检测,节约人力;采用一条以上的移载滑台组件,增加检测产能。
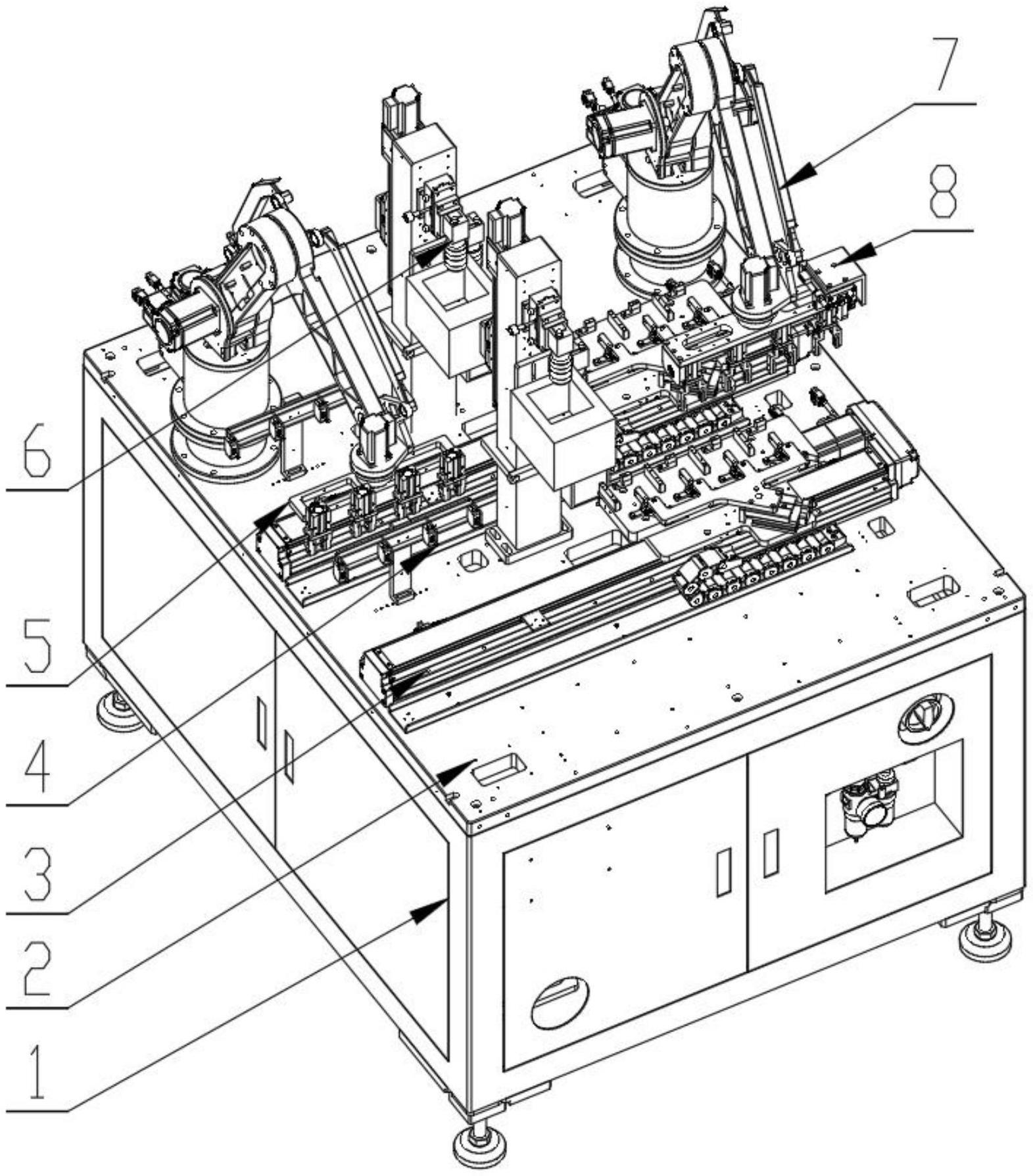
2、本实用新型充电器外壳检测机是通过以下技术方案来实现的:包括机架和安装于机架上的台板;台板上安装有一条以上的移载滑台组件和设置于移载滑台组件一侧,并与移载滑台组件上下相对设置的相机检组件;
3、台板上还安装有到位光电感应装配组件;到位光电感应装配组件设置一条以上的移载滑台组件之间;一个以上的码垛机机器人上分别有上料夹爪装配和产品翻转夹爪组件。
4、作为优选的技术方案,移载滑台组件包括滑台模组和产品定位组件以及拖链装配;产品定位组件安装于滑台模组上;
5、作为优选的技术方案,产品定位组件包括产品支撑板、产品限位板a、产品限位板b、滑轨、弹簧限位板、推板安装块、限位针、定位推块、定位开关板、产品定位气缸、弹簧;
6、产品定位气缸均固定于产品支撑板上,推板安装块固定于滑轨上,推板安装块通过限位针与定位推块相连,推板安装块与定位推块之间装配弹簧,推板安装块与弹簧限位板装配弹簧;定位开关板固定于产品定位气缸上;
7、作为优选的技术方案,相机检组件包括检测组件安装座、同轴光源安装板、同轴光源、相机一安装调节座、第一相机镜头装配、相机二移动滑台模组、相机二安装座、第二相机镜头装配、转角光源安装座、转角同轴光源;
8、同轴光源安装板与同轴光源相连固定于检测组件安装座,相机一安装调节座与第一相机镜头装配相连,并固定于检测组件安装座上,相机二移动滑台模组、相机二安装座与第二相机镜头装配相连,并固定于检测组件安装座上;
9、转角光源安装座与转角同轴光源相连固定于检测组件安装座上;第一相机镜头装配与第二相机镜头装配间距与产品间距一致。
10、作为优选的技术方案,产品翻转夹爪组件包括翻转夹爪底座、深沟球轴承、翻转转轴、夹爪气缸、气缸夹爪、翻转动力气缸、齿条安装板、齿条、齿轮;
11、翻转转轴通过深沟球轴承安装在翻转夹爪底座上,夹爪气缸与气缸夹爪相连,并固定于翻转转轴上,翻转动力气缸、齿条安装板与齿条相连,并固定于翻转夹爪底座上,齿轮固定于翻转转轴上,并与齿条啮合。
12、本实用新型的有益效果是:
13、1、移载滑台组件上的定位推块采用弹簧夹紧方式,利于兼容产品尺寸误差;
14、2、第一相机镜头装配与第二相机镜头装配的间距与产品间距一致,即移载滑台组件向前运动时,第一相机镜头装配检测第2个产品,第二相机镜头检测第1个产品,有效的提高检测效率;
15、3、采用码垛机器人上下料,使设备更具有灵活性、通用性;
16、4、产品翻转夹爪组件采用气缸、齿轮、齿条组合提供翻转动力,提高翻转转动惯量。
技术特征:
1.一种充电器外壳检测机,包括机架(1)和安装于机架(1)上的台板(2);其特征在于:台板(2)上安装有一条以上的移载滑台组件(3)和设置于移载滑台组件(3)一侧,并与移载滑台组件(3)上下相对设置的相机检组件(6);
2.根据权利要求1所述的充电器外壳检测机,其特征在于:移载滑台组件(3)包括滑台模组(301)和产品定位组件(302)以及拖链装配(303);产品定位组件(302)安装于滑台模组(301)上。
3.根据权利要求2所述的充电器外壳检测机,其特征在于:产品定位组件(302)包括产品支撑板(30201)、产品限位板a(30202)、产品限位板b(30203)、滑轨(30204)、弹簧限位板(30205)、推板安装块(30206)、限位针(30207)、定位推块(30208)、定位开关板(30209)、产品定位气缸(30210)、弹簧(30211);
4.根据权利要求1所述的充电器外壳检测机,其特征在于:相机检组件(6)包括检测组件安装座(601)、同轴光源安装板(602)、同轴光源(603)、相机一安装调节座(604)、第一相机镜头装配(605)、相机二移动滑台模组(606)、相机二安装座(607)、第二相机镜头装配(608)、转角光源安装座(609)、转角同轴光源(610);
5.根据权利要求1所述的充电器外壳检测机,其特征在于:产品翻转夹爪组件(8)包括翻转夹爪底座(801)、深沟球轴承(802)、翻转转轴(803)、夹爪气缸(804)、气缸夹爪(805)、翻转动力气缸(806)、齿条安装板(807)、齿条(808)、齿轮(809);
技术总结
本技术公开了一种充电器外壳检测机,包括机架和安装于机架上的台板;台板上安装有一条以上的移载滑台组件和设置于移载滑台组件一侧,并与移载滑台组件上下相对设置的相机检组件;台板上还安装有到位光电感应装配组件;本技术移载滑台组件上的定位推块采用弹簧夹紧方式,利于兼容产品尺寸误差;第一相机镜头装配与第二相机镜头装配的间距与产品间距一致,即移载滑台组件向前运动时,第一相机镜头装配检测第2个产品,第二相机镜头检测第1个产品,有效的提高检测效率;采用码垛机器人上下料,使设备更具有灵活性、通用性;产品翻转夹爪组件采用气缸、齿轮、齿条组合提供翻转动力,提高翻转转动惯量。
技术研发人员:裴琦铭
受保护的技术使用者:深圳市领略数控设备有限公司
技术研发日:20221122
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!