自动化螺纹通止检测机构的制作方法
本技术属于螺纹检测,具体涉及一种自动化螺纹通止检测机构。
背景技术:
1、螺纹是在工业领域中广泛应用的紧固连接结构,在机械产品中,80%以上的结构连接是通过螺纹完成的,螺纹合格与否直接影响到设备的装配性能和使用安全。螺纹参数的不准确可引起的问题包括:连接松弛、脱落、扭矩/预紧力损失、变形、震动松弛、过早疲劳破坏等。因此,螺纹的高精度加工和检测显得尤为重要,对大型设备研制成功具有重要作用。采用螺纹通、止量规能够检查螺纹中径是否合格,可以较好的控制螺纹的质量水平,现有的检测方式一般是通过人工进行检测筛选,或者人工配合半自动化的仪器逐一检测,难免会出现检测失误以及精度低的问题,无法高效的拣选出不良产品。
技术实现思路
1、针对上述问题和技术需求,本实用新型提供一种自动化螺纹通止检测机构,能够针对螺纹异常以及缺陷瑕疵问题进行全自动精准检测,避免出现严重裂痕或者其他类型瑕疵缺陷,检测效率更高。
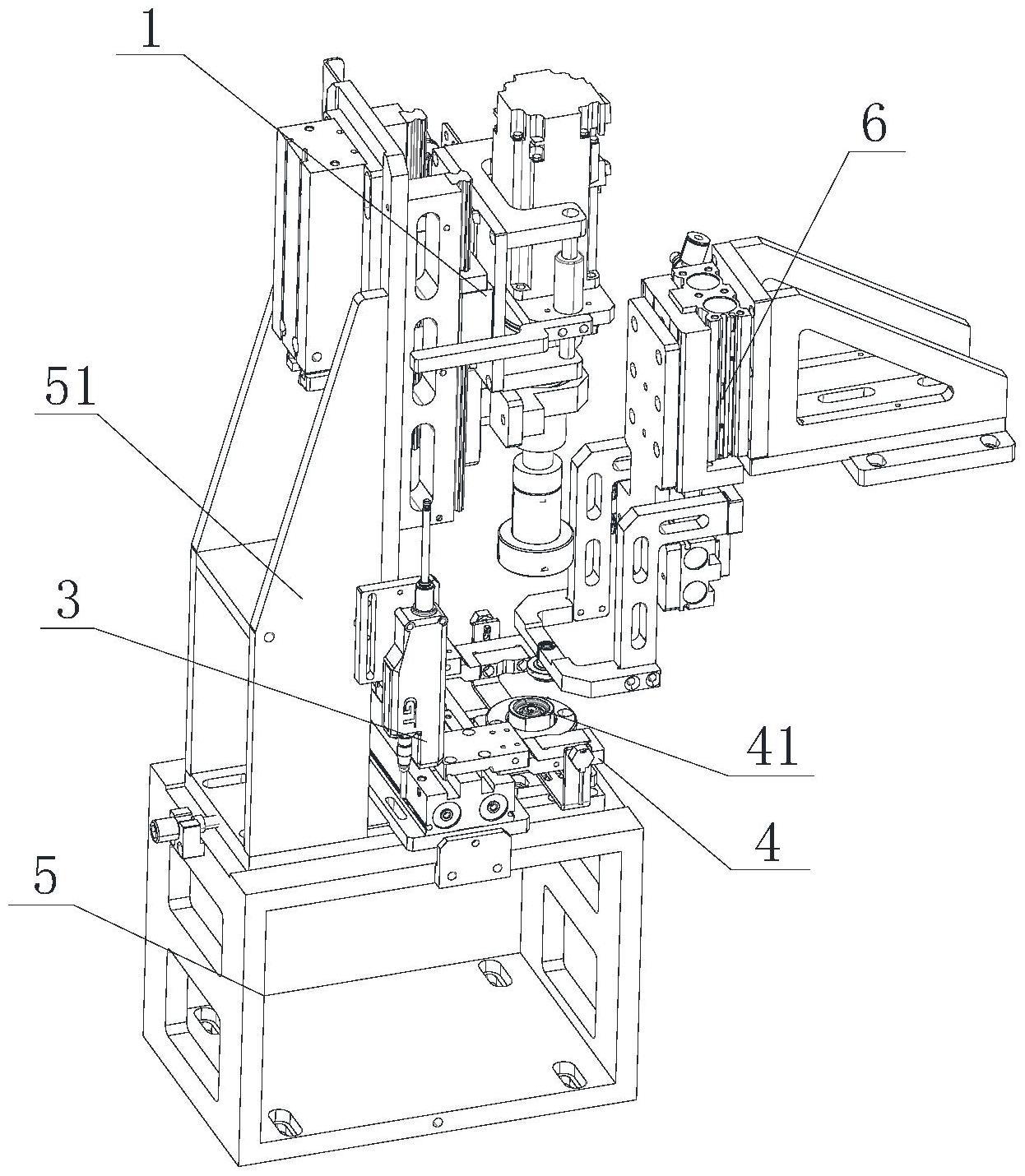
2、本实用新型的技术方案如下:自动化螺纹通止检测机构,包括检测台、治具、通止控制组件和上下料装置,所述检测台上设有固定座和垂直支架,治具安装在固定座上,通止控制组件滑动安装在垂直支架上,通止控制组件底端连接有螺纹规,螺纹规正对着下方的治具,所述上下料装置将螺纹工件搬运放置在治具上,通止控制组件带动螺纹规向下运动,使螺纹规与待测螺纹工件保持同轴对准,通止控制组件驱动螺纹规正转或反转,检测螺纹的通止情况。采用通止控制组件能够对螺纹工件进行自动化检测,通止控制组件带动螺纹规旋转,螺纹规与工件配合转动,当旋转圈数未达到限定值被卡住,或者旋转圈数超过限定值仍未停止,则都表示检测工件为不良产品,上下料装置将合格品和不良品分开拣选,完成自动检测过程。
3、进一步的,所述通止控制组件包括气缸、滑轨、电机支架、伺服电机和筒形夹头,气缸设置在垂直支架背面,滑轨安装在垂直支架正面,电机支架滑动连接在滑轨上,同时电机支架背部穿过垂直支架向后延伸,与气缸连接,垂直支架中部镂空使电机支架能上下移动;所述电机支架上安装有伺服电机,伺服电机输出端指向正下方,伺服电机输出端通过一个联轴器与筒形夹头连接,螺纹规嵌入安装在筒形夹头底端,筒形夹头将螺纹规夹紧。
4、进一步的,所述电机支架包括背板、上避空板、下避空板和活动支承板,背板滑动连接在滑轨上,背板后方与气缸连接,上避空板和下避空板分别固定安装在背板正面的上下部,活动支承板设在上避空板和下避空板之间,所述伺服电机安装在活动支承板上,活动支承板两侧各通过一组直线轴承与上、下避空板连接;垂直支架一侧设有平行于滑轨的拖链,活动支承板一侧连接在拖链上。
5、上述方案中,气缸带动整个电机支架上移,为上料或下料腾出足够的空间,当螺纹工件放入治具中后,电机支架下移一段后停止,使螺纹规靠在工件上,在随后的测量过程中,背板、上避空板和下避空板均保持不动,活动支架在两组直线轴承和拖链的支撑下,能够上下移动微调。
6、进一步的,所述活动支承板的另一侧安装有挡条,挡条下方设有位移传感器,位移传感器固定连接在垂直支架上,其感应端对准上方挡条,位移传感器能感应到螺纹规和工件之间的旋转配合长度。当螺纹规靠到工件上之后,伺服电机带动螺纹规压在工件上旋转,使螺纹规和工件之间的螺纹螺牙互相配合逐渐旋紧,由于工件被限制,因此在旋转过程中随着螺纹规的下移,整个伺服电机和活动支承板均被带着向下移动,挡条的位移距离就是螺纹规和工件的旋转长度,通过旋转长度就能判断出螺纹规在工件上转了多少圈。
7、进一步的,所述伺服电机输出端穿过活动支承板向下伸出,与联轴器连接,联轴器下端与旋转轴连接,旋转轴上固定设置限位套筒,限位套筒外侧设有带座轴承,带座轴承滑动连接在背板上,筒形夹头固定安装在旋转轴底端。带座轴承能够支撑和稳定旋转轴,使其保持轴向固定,提高对准精度。
8、进一步的,所述检测台上还设有工件夹紧组件,工件夹紧组件包括对称设置的两个夹紧气缸和滑块,滑块连接在夹紧气缸上,两个滑块分别延伸到治具的两侧,滑块相对的面为夹紧面,两个夹紧面上对称设有v型槽,治具两侧还设有夹紧避让切面。
9、进一步的,所述固定座的两侧通过l型支架对称安装有两个光电感应器,光电感应器对准治具上方,检测工件的上下料情况。
10、进一步的,所述上下料装置包括三角支架、纵向滑台、滑板、横向气缸和夹爪,纵向滑台固定安装在三角支架上,滑板连接在纵向滑台上,滑板下部连接横向气缸,横向气缸两端分别连接一个夹爪,横向气缸驱动两个夹爪相向运动夹取工件。
11、与现有技术相比,本实用新型的有益效果是:本机构能够对螺纹工件进行自动化通止检测,通过螺纹规在工件上旋转的距离判断出螺纹规实际的旋转圈数,再将实际旋转圈数和标准旋转圈数对比,若二者不相等,则表面工件为不合格产品,上下料装置将合格产品和不合格产品分开下料,不合格产品被自动排除;本机构检测效率高,检测精度高,能避免检测误差,节省人工成本,提高生产效益。
技术特征:
1.自动化螺纹通止检测机构,其特征在于:包括检测台、治具、通止控制组件和上下料装置,所述检测台上设有固定座和垂直支架,治具安装在固定座上,通止控制组件滑动安装在垂直支架上,通止控制组件底端连接有螺纹规,螺纹规正对着下方的治具,所述上下料装置将螺纹工件搬运放置在治具上,通止控制组件带动螺纹规向下运动,使螺纹规与待测螺纹工件保持同轴对准,通止控制组件驱动螺纹规正转或反转,检测螺纹的通止情况。
2.根据权利要求1所述的自动化螺纹通止检测机构,其特征在于:所述通止控制组件包括气缸、滑轨、电机支架、伺服电机和筒形夹头,气缸设置在垂直支架背面,滑轨安装在垂直支架正面,电机支架滑动连接在滑轨上,同时电机支架背部穿过垂直支架向后延伸,与气缸连接,垂直支架中部镂空使电机支架能上下移动;所述电机支架上安装有伺服电机,伺服电机输出端指向正下方,伺服电机输出端通过一个联轴器与筒形夹头连接,螺纹规嵌入安装在筒形夹头底端,筒形夹头将螺纹规夹紧。
3.根据权利要求2所述的自动化螺纹通止检测机构,其特征在于:所述电机支架包括背板、上避空板、下避空板和活动支承板,背板滑动连接在滑轨上,背板后方与气缸连接,上避空板和下避空板分别固定安装在背板正面的上下部,活动支承板设在上避空板和下避空板之间,所述伺服电机安装在活动支承板上,活动支承板两侧各通过一组直线轴承与上、下避空板连接;垂直支架一侧设有平行于滑轨的拖链,活动支承板一侧连接在拖链上。
4.根据权利要求3所述的自动化螺纹通止检测机构,其特征在于:所述活动支承板的另一侧安装有挡条,挡条下方设有位移传感器,位移传感器固定连接在垂直支架上,其感应端对准上方挡条,位移传感器能感应到螺纹规和工件之间的旋转配合长度。
5.根据权利要求3所述的自动化螺纹通止检测机构,其特征在于:所述伺服电机输出端穿过活动支承板向下伸出,与联轴器连接,联轴器下端与旋转轴连接,旋转轴上固定设置限位套筒,限位套筒外侧设有带座轴承,带座轴承滑动连接在背板上,筒形夹头固定安装在旋转轴底端。
6.根据权利要求1所述的自动化螺纹通止检测机构,其特征在于:所述检测台上还设有工件夹紧组件,工件夹紧组件包括对称设置的两个夹紧气缸和滑块,滑块连接在夹紧气缸上,两个滑块分别延伸到治具的两侧,滑块相对的面为夹紧面,两个夹紧面上对称设有v型槽,治具两侧还设有夹紧避让切面。
7.根据权利要求1所述的自动化螺纹通止检测机构,其特征在于:所述固定座的两侧通过l型支架对称安装有两个光电感应器,光电感应器对准治具上方,检测工件的上下料情况。
8.根据权利要求1所述的自动化螺纹通止检测机构,其特征在于:所述上下料装置包括三角支架、纵向滑台、滑板、横向气缸和夹爪,纵向滑台固定安装在三角支架上,滑板连接在纵向滑台上,滑板下部连接横向气缸,横向气缸两端分别连接一个夹爪,横向气缸驱动两个夹爪相向运动夹取工件。
技术总结
本技术公开了一种自动化螺纹通止检测机构,包括检测台、治具、通止控制组件和上下料装置,所述检测台上设有固定座和垂直支架,治具安装在固定座上,通止控制组件滑动安装在垂直支架上,通止控制组件底端连接有螺纹规,螺纹规正对着下方的治具,所述上下料装置将螺纹工件搬运放置在治具上,通止控制组件带动螺纹规向下运动,使螺纹规与待测螺纹工件保持同轴对准,通止控制组件驱动螺纹规正转或反转,检测螺纹的通止情况;本技术能够针对螺纹异常以及缺陷瑕疵问题进行全自动精准检测,避免出现严重裂痕或者其他类型瑕疵缺陷,检测效率更高。
技术研发人员:许峰,闫明,徐晖
受保护的技术使用者:苏州近藤精密部件有限公司
技术研发日:20221128
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!