一种薄膜产品双仓上料检测装置的制作方法
本技术涉及一种检测装置,尤其是一种薄膜产品双仓上料检测装置。
背景技术:
1、现有的中大张偏光片检测设备大多采用人工上料方式,而人工上料则需要停机上料,因此上料会占用很长时间,导致产能下降。并且,现有设备为一位置一料仓的结构,停机上料时,产品重量较大,人工搬运上料不方便,依靠滚珠滑动搬运,但滚珠直接安装在料仓托板上,高度方向占用空间较多,导致每次上料的数量就会减少,设备的产能就会降低。
2、同时,现有设备的检测工位只有彩色、境界、同轴和光栅工位,缺少栅格、划伤和片反等工位,因此检测精度并不高。
3、此外,现有设备的传输流道大多由皮带与传动机构组成,由于流道在经过长时间运行后容易出现磨损情况,例如,传动机构的传动轴以及轴承等零部件需要根据不同的磨损程度进行更换。基于现有的传输流道的结构,如果要单独更换轴与轴承,则需要将检测设备的侧板拆除,然后再分别拆除轴和轴承,同时皮带由于没有了支撑因此需要一并拆卸,这样一来,不仅拆除的零部件较多,拆除比较困难,而且拆除的过程也相当繁琐;同样的,拆除维护后的组装过程也是如此。
技术实现思路
1、本实用新型要解决的技术问题是:提供一种薄膜产品双仓上料检测装置,解决了薄膜产品需停机上料、设备宽度过宽、上料数量少产能低、检测的精度及效率低以及维护不方便等问题。
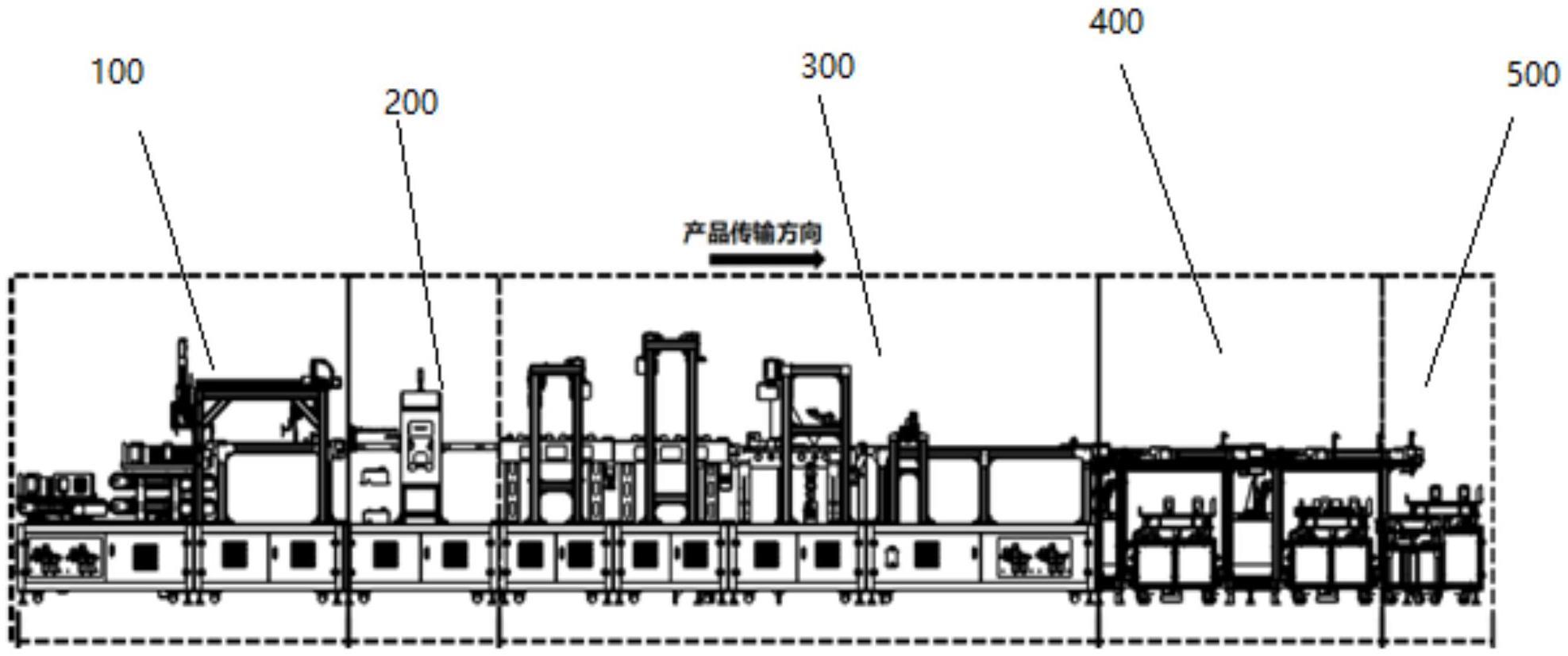
2、本实用新型解决其技术问题所采用的技术方案是:一种薄膜产品双仓上料检测装置,包括依次设置的发片模块、前清扫模块、aoi检测模块、ng剔除模块和收料模块;所述的发片模块包括ab仓上料装置,所述的ab仓上料装置进行往复不停机自动发料;所述的前清扫模块对片料进行清洁;所述的aoi检测模块依次进行彩色、境界、划伤、同轴、栅格和片反工位检测;所述的ng剔除模块将不合格产品剔除,合格产品通过收料模块进行收料。
3、进一步的说,本实用新型所述的ab仓上料装置包括a仓托板、b仓托板、前上料顶升组件和后上料顶升组件,所述a仓托板宽度尺寸大于b仓托板宽度尺寸,a仓托板和b仓托板轮流上料;所述前上料顶升组件和后上料顶升组件前后设置,前上料顶升组件的正上方设置有上料流道,后上料顶升组件的正上方由下至上分别设置有下层传输流道和上层传输流道,所述上料流道和下层传输流道对接且上料流道和下层传输流道的宽度相等,所述上层传输流道的宽度大于下层传输流道的宽度。
4、进一步的说,本实用新型所述a仓托板位于上料流道时,后上料顶升组件抬升b仓托板使b仓托板停留在上料位,
5、a仓托板由前上料顶升组件抬升至上层传输流道时,b仓托板由后上料顶升组件带动下降至下层传输流道上,
6、a仓托板由上层传输流道传输至上料位时,前上料顶升组件降下,b仓托板由下层传输流道传送至上料流道上。
7、进一步的说,本实用新型所述b仓托板由上料流道传输到下层传输流道时,前上料顶升组件升起,a仓托板由上层传输流道回退到前上料顶升组件上,
8、a仓托板由前上料顶升组件带动降下到上料流道时,b仓托板由后上料顶升组件抬升,从上层传输流道的中间区域穿过到达上料位。
9、进一步的说,本实用新型所述a仓托板和b仓托板上均具有若干通孔,上料流道的中间位置设置有滚珠机构,空的a仓托板或b仓托板返回至上料流道后,滚珠机构顶升并穿过a仓托板和b仓托板上的通孔,用于实现减小放料时产品与托板间的摩擦,放料完成后滚珠机构下降。
10、进一步的说,本实用新型所述滚珠机构包括滚珠、滚珠安装板、滚珠升降气缸和滚珠升降导轨,所述滚珠的数量与a仓托板和b仓托板上通孔数量相等,滚珠转动安装在滚珠安装板安装板上,滚珠升降气缸驱动滚珠安装板沿滚珠升降导轨垂直上下运动。
11、进一步的说,本实用新型还包括传输流道;所述的传输流道流经发片模块、前清扫模块、aoi检测模块、以及ng剔除模块;所述的传输流道包括支架,所述的支架上设置有型材,所述的型材上套设有平皮带,所述的平皮带的中部通过型材进行承托,平皮带的两端套设于传动组件上并通过传动组件涨紧;所述的传动组件包括驱动电机以及一体设置的转轴组件,所述的驱动电机通过联轴器与转轴组件连接以提供平皮带流转的动力。
12、再进一步的说,本实用新型所述的平皮带的设置方向与型材的设置方向垂直。
13、进一步的说,本实用新型所述的转轴组件包括转轴,所述的转轴上套设有涨紧防滑套,所述的平皮带通过涨紧防滑套与转轴连接;所述的转轴两端通过轴承设置于轴承座上,转轴的中部通过回转支撑件设置于支架上。
14、进一步的说,本实用新型维护时,所述的转轴组件拆卸后,所述的平皮带落于型材表面。
15、本实用新型的有益效果是,解决了背景技术中存在的缺陷,通过ab仓轮流上料,实现了半自动不停机自动上料,提高上料的工作效率;针对不同规格尺寸的薄膜产品,增加多个检测工位,扩大了同一设备可检测多种产品的规格范围,进一步保证检测的精度及效率;并且传输流道具有维护方便、拆装简单等特点。
技术特征:
1.一种薄膜产品双仓上料检测装置,其特征在于:包括依次设置的发片模块、前清扫模块、aoi检测模块、ng剔除模块和收料模块;所述的发片模块包括ab仓上料装置,所述的ab仓上料装置进行往复不停机自动发料;所述的前清扫模块对片料进行清洁;所述的aoi检测模块依次进行彩色、境界、划伤、同轴、栅格和片反工位检测;所述的ng剔除模块将不合格产品剔除,合格产品通过收料模块进行收料。
2.如权利要求1所述的一种薄膜产品双仓上料检测装置,其特征在于:所述的ab仓上料装置包括a仓托板、b仓托板、前上料顶升组件和后上料顶升组件,所述a仓托板宽度尺寸大于b仓托板宽度尺寸,a仓托板和b仓托板轮流上料;所述前上料顶升组件和后上料顶升组件前后设置,前上料顶升组件的正上方设置有上料流道,后上料顶升组件的正上方由下至上分别设置有下层传输流道和上层传输流道,所述上料流道和下层传输流道对接且上料流道和下层传输流道的宽度相等,所述上层传输流道的宽度大于下层传输流道的宽度。
3.如权利要求2所述的一种薄膜产品双仓上料检测装置,其特征在于:所述a仓托板位于上料流道时,后上料顶升组件抬升b仓托板使b仓托板停留在上料位,
4.如权利要求2所述的一种薄膜产品双仓上料检测装置,其特征在于:所述b仓托板由上料流道传输到下层传输流道时,前上料顶升组件升起,a仓托板由上层传输流道回退到前上料顶升组件上,
5.如权利要求2所述的一种薄膜产品双仓上料检测装置,其特征在于:所述a仓托板和b仓托板上均具有若干通孔,上料流道的中间位置设置有滚珠机构,空的a仓托板或b仓托板返回至上料流道后,滚珠机构顶升并穿过a仓托板和b仓托板上的通孔,用于实现减小放料时产品与托板间的摩擦,放料完成后滚珠机构下降。
6.如权利要求5所述的一种薄膜产品双仓上料检测装置,其特征在于:所述滚珠机构包括滚珠、滚珠安装板、滚珠升降气缸和滚珠升降导轨,所述滚珠的数量与a仓托板和b仓托板上通孔数量相等,滚珠转动安装在滚珠安装板安装板上,滚珠升降气缸驱动滚珠安装板沿滚珠升降导轨垂直上下运动。
7.如权利要求1所述的一种薄膜产品双仓上料检测装置,其特征在于:还包括传输流道;所述的传输流道流经发片模块、前清扫模块、aoi检测模块、以及ng剔除模块;所述的传输流道包括支架,所述的支架上设置有型材,所述的型材上套设有平皮带,所述的平皮带的中部通过型材进行承托,平皮带的两端套设于传动组件上并通过传动组件涨紧;所述的传动组件包括驱动电机以及一体设置的转轴组件,所述的驱动电机通过联轴器与转轴组件连接以提供平皮带流转的动力。
8.如权利要求7所述的一种薄膜产品双仓上料检测装置,其特征在于:所述的平皮带的设置方向与型材的设置方向垂直。
9.如权利要求8所述的一种薄膜产品双仓上料检测装置,其特征在于:所述的转轴组件包括转轴,所述的转轴上套设有涨紧防滑套,所述的平皮带通过涨紧防滑套与转轴连接;所述的转轴两端通过轴承设置于轴承座上,转轴的中部通过回转支撑件设置于支架上。
10.如权利要求9所述的一种薄膜产品双仓上料检测装置,其特征在于:维护时,所述的转轴组件拆卸后,所述的平皮带落于型材表面。
技术总结
本技术涉及一种薄膜产品双仓上料检测装置,包括依次设置的发片模块、前清扫模块、AOI检测模块、NG剔除模块和收料模块;所述的发片模块包括AB仓上料装置,AB仓上料装置进行往复不停机自动发料;所述的前清扫模块对片料进行清洁;所述的AOI检测模块依次进行彩色、境界、划伤、同轴、栅格和片反工位检测;所述的NG剔除模块将不合格产品剔除,合格产品通过收料模块进行收料。本技术通过AB仓轮流上料,实现了半自动不停机自动上料,提高上料的工作效率;针对不同规格尺寸的薄膜产品,增加多个检测工位,扩大了同一设备可检测多种产品的规格范围,进一步保证检测的精度及效率;并且传输流道具有维护方便、拆装简单等特点。
技术研发人员:和江镇,王岩松,王郑,侯建飞,汪涛
受保护的技术使用者:征图新视(江苏)科技股份有限公司
技术研发日:20221130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!