一种在线称重分拣系统的制作方法
本技术涉及产品转运,具体为一种在线称重分拣系统。
背景技术:
1、切片机是常见的加工设备,一般是长条状的原材经过进行切割后呈片状的片材,常见的操作是工人将输送带上输送过来的产品逐个放到秤上进行称重,称重完毕后再人工堆叠起来,效率很低,人力劳动强度大,而且人工操作时可能会对一些物料有影响,而一些企业为了提高效率,使用皮带称重方式,在皮带输送机上增加称重传感器,一边输送一边称重,虽然分类效率高,但精确度较差,容易出现称重误差,影响产品的精确分类。
技术实现思路
1、为了解决现有产品分类精度和效率无法兼容问题,本实用新型提供了一种在线称重分拣系统,其能够实现产品精确的分类,提高效率。
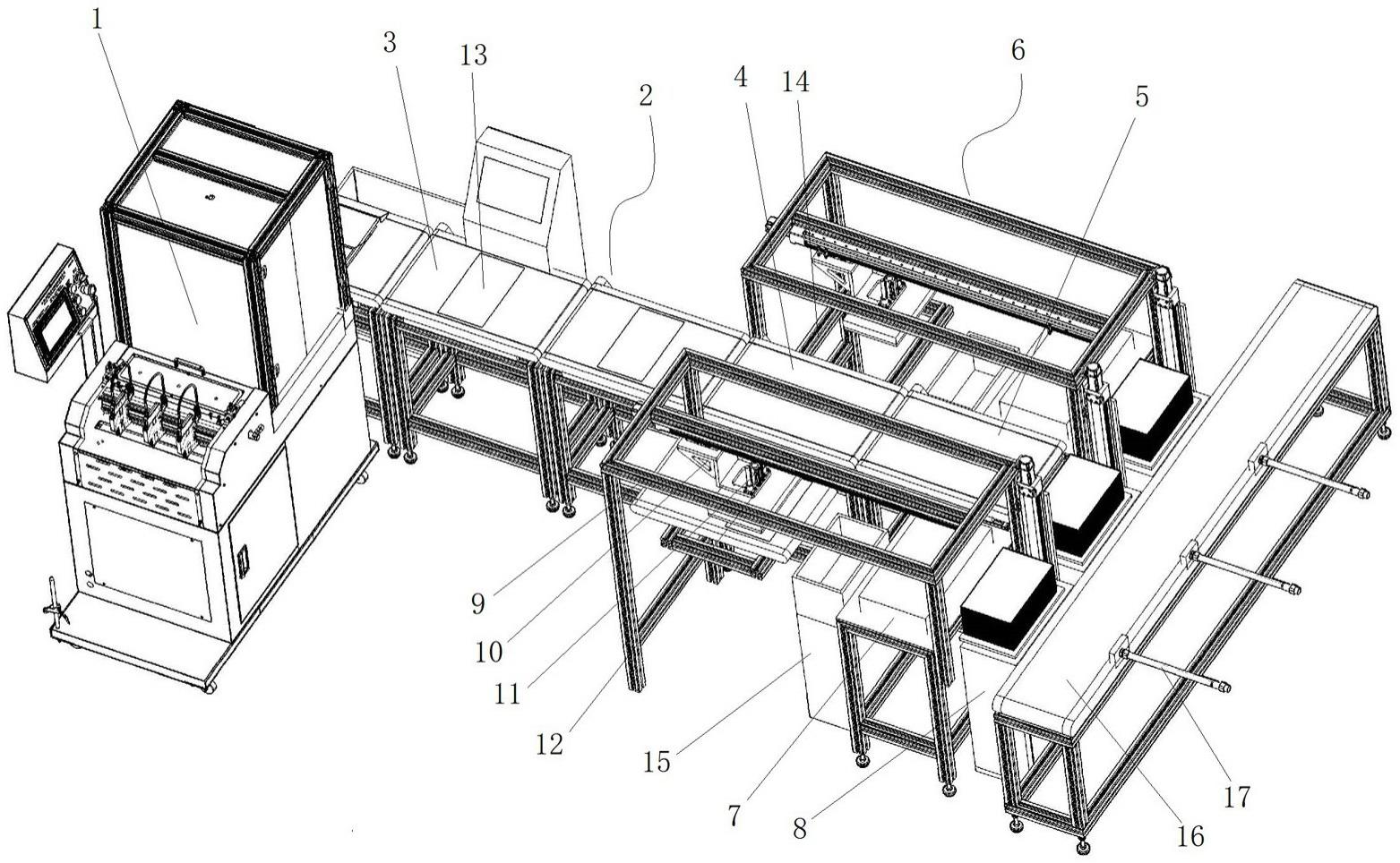
2、其技术方案是这样的:一种在线称重分拣系统,其包括切片机,所述切片机的出料口处设置有输送带机构,其特征在于,所述输送带机构包括顺次布置的皮带秤、交替横移皮带机、尾部皮带机;位于所述交替横移皮带机处,所述输送带机构两侧分别设置有抓料机构,所述抓料机构下方设置有静态秤,所述尾部皮带机末端和所述抓料机构末端均设置有码垛机。
3、其进一步特征在于,所述抓料机构包括抓料支架,所述抓料支架上安装有连接纵向驱动机构的纵向移动架,所述纵向移动架上安装有升降气缸,所述升降气缸的活塞杆上安装有吸盘;
4、所述交替横移皮带机包括两个并排布置的中间皮带机,所述中间皮带机滑动安装于横移架,所述中间皮带机连接横移驱动机构;
5、所述静态秤旁设置有ng桶;
6、所有的所述码垛机同一侧设置有皮带输送机。
7、采用本实用新型后,切片后板材经过皮带秤在线称重,称重正常的直接经过交替横移皮带机和尾部皮带机后送到尾部的码垛机,称重异常的可以在交替横移皮带机处横移至抓料机构处,由抓料机构抓取送至静态秤处复秤,复秤合格的由抓料机构末端的码垛机,两侧分别设置抓料机构可以处理连续两片称重异常的片材复称,利用动态称重和静态称重结合确保片材重量分类精确,提高了效率。
技术特征:
1.一种在线称重分拣系统,其包括切片机,所述切片机的出料口处设置有输送带机构,其特征在于,所述输送带机构包括顺次布置的皮带秤、交替横移皮带机、尾部皮带机;位于所述交替横移皮带机处,所述输送带机构两侧分别设置有抓料机构,所述抓料机构下方设置有静态秤,所述尾部皮带机末端和所述抓料机构末端均设置有码垛机。
2.根据权利要求1所述的一种在线称重分拣系统,其特征在于,所述抓料机构包括抓料支架,所述抓料支架上安装有连接纵向驱动机构的纵向移动架,所述纵向移动架上安装有升降气缸,所述升降气缸的活塞杆上安装有吸盘。
3.根据权利要求1所述的一种在线称重分拣系统,其特征在于,所述交替横移皮带机包括两个并排布置的中间皮带机,所述中间皮带机滑动安装于横移架,所述中间皮带机连接横移驱动机构。
4.根据权利要求1所述的一种在线称重分拣系统,其特征在于,所述静态秤旁设置有ng桶。
5.根据权利要求1所述的一种在线称重分拣系统,其特征在于,所有的所述码垛机同一侧设置有皮带输送机。
技术总结
本技术涉及产品转运技术领域,具体为一种在线称重分拣系统,其能够实现产品精确的分类,提高效率,其包括切片机,所述切片机的出料口处设置有输送带机构,其特征在于,所述输送带机构包括顺次布置的皮带秤、交替横移皮带机、尾部皮带机;位于所述交替横移皮带机处,所述输送带机构两侧分别设置有抓料机构,所述抓料机构下方设置有静态秤,所述尾部皮带机末端和所述抓料机构末端均设置有码垛机。
技术研发人员:朱宏亮,马正光,潘晓龙,金诚
受保护的技术使用者:无锡理奇智能装备有限公司
技术研发日:20221206
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!