一种产品检验流水线系统的制作方法
本申请属于产品检验,尤其涉及一种产品检验流水线系统。
背景技术:
1、产品在入库或出库时,一般都需要检验产品外观是否正常,若正常,则为良品,若不正常,则为不良品。
2、现有的产品检验流水线系统中,通常在流水线入口设置有投料工位,在流水线中部设置有检验工位,在流水线出口设置有收料工位,产品检验流程如下:
3、首先,投料工位的投料员开箱取出单件产品,用手持扫码装置(例如pda)扫描产品标签读取产品的sn码(serialnumber,产品序列号),系统开始检验计时并记录该单件产品的开始检验时间,投料员扫码完成后将产品交给检验工位的检验员;
4、然后,检验员检验产品外观是否正常,若不正常(即产品为不良品),则用空白的不良标签粘贴在产品的不良部位,并手写不良类型代码(良品则不用贴不良标签),检验完成后将产品交给收料工位的收料员;
5、最后,收料员用手持扫码装置扫描产品标签读取产品的sn码,系统结束检验计时并记录该单件产品的结束检验时间,扫码后,收料员根据产品是否粘贴有不良标签来判断是否为不良品,良品则直接在出入库系统界面点击确认选项,不良品则需要在出入库系统界面点击选择不良品选项,同时对不良部位拍照,并手动输入检验员手写的不良标签上的不良类型代码,在出入库系统操作完毕后,再将产品分别装入良品箱或不良品箱。
6、通过上述检验流程可知,现有的产品检验流水线系统中,对于不良品标签,在检验工位是通过检验员手写,且在收料工位是由收料人员肉眼识别和手动输入不良品类型,手写标签不仅操作麻烦,费时费力,工作效率低,且每个人字迹不同,容易造成不良类型不好辨认,从而使得收料工位的人员容易认读错误,影响检验结果的准确性。
技术实现思路
1、针对现有技术中的缺陷,本申请的目的是提供一种产品检验流水线系统,检验工位和收料工位操作更加简单,有效提高工作效率,且可有效避免因不良类型认读错误而导致影响检验结果准确性的问题。
2、为了实现上述目的,本申请提供如下方案:
3、本申请提供了一种产品检验流水线系统,包括产品检验流水线,所述产品检验流水线的产品入口端设有投料工位,所述产品检验流水线的产品出口端设有收料工位;所述产品检验流水线的投料工位和收料工位之间设有检验工位,还包括:
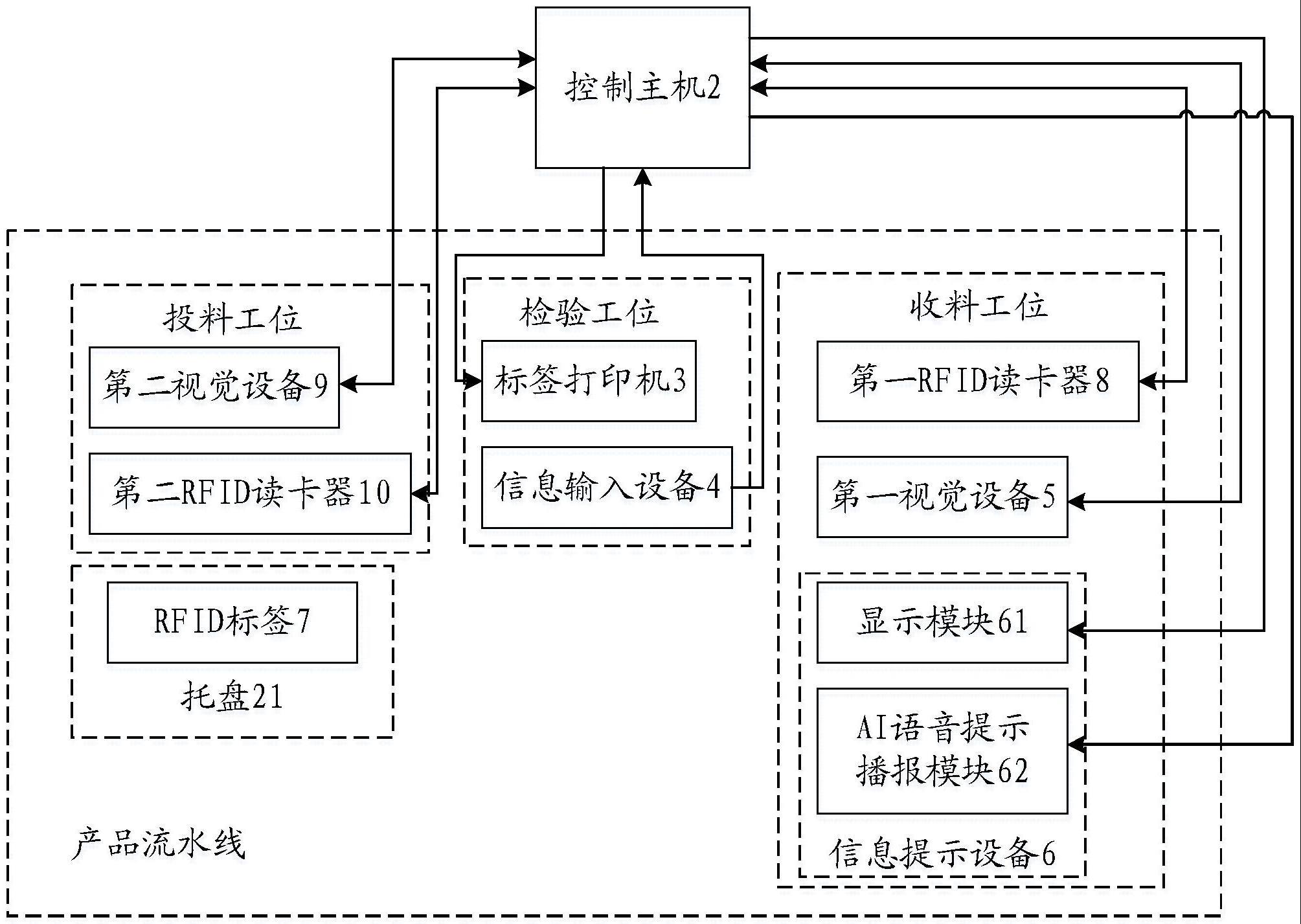
4、控制主机、标签打印机、信息输入设备、第一视觉设备和信息提示设备,所述标签打印机和所述信息输入设备设置于所述检验工位,所述第一视觉设备和信息提示设备设置于所述收料工位,所述标签打印机、信息输入设备、第一视觉设备和信息提示设备分别与所述控制主机连接,其中,
5、所述信息输入设备用于供检验工位的检验员输入目标检验产品的不良类型代码,并将不良类型代码发送至所述控制主机;
6、所述标签打印机用于在所述控制主机的控制下打印记录有所述不良类型代码的不良标签;
7、所述第一视觉设备用于在所述控制主机的控制下对所述目标检验产品进行拍照以获取所述目标检验产品的检验结果信息;
8、所述信息提示设备用于在所述控制主机的控制下输出所述目标检验产品的检验结果提示信息。
9、优选地,所述产品检验流水线系统还包括rfid标签和第一rfid读卡器,所述第一rfid读卡器与所述控制主机连接,其中,
10、所述rfid标签设置于用于在检验过程中放置所述目标检验产品的托盘底部;
11、所述第一rfid读卡器设置于所述收料工位,其用于感应所述rfid标签,并在感应到所述rfid标签时发送触发信号至所述控制主机,以使所述控制主机在所述触发信号的触发下控制所述第一视觉设备拍照。
12、优选地,所述产品检验流水线系统还包括第二视觉设备,所述第二视觉设备与所述控制主机连接,其中,
13、所述第二视觉设备设置于所述投料工位,其用于在所述控制主机的控制下对所述目标检验产品进行拍照以获取所述目标检验产品的sn码。
14、优选地,所述产品检验流水线系统还包括第二rfid读卡器,所述第二rfid读卡器设置于所述投料工位,其中,
15、所述第二rfid读卡器用于感应所述rfid标签,并在感应到所述rfid标签时发送触发信号至所述控制主机,以使所述控制主机在所述触发信号的触发下控制所述第二视觉设备拍照。
16、优选地,所述产品检验流水线包括工作架和从上至下依次安装在所述工作架上的收料传送机构、检验传送机构和托盘传送机构,各传送机构由产品检验流水线的产品入口端向产品出口端延伸。
17、优选地,所述收料传送机构包括由产品入口端向产品出口端倾斜设置的流利条;所述检验传送机构包括水平设置的传送带和用于驱动所述传送带的调速电机;所述托盘传送机构包括由产品出口端向产品入口端倾斜设置的流利条。
18、优选地,所述产品检验流水线还包括设置于所述传送带的产品入口端的投料操作台、设置于所述传送带两侧的检验操作台和设置于所述传送带的产品出口端的收料操作台,所述投料操作台、检验操作台和收料操作台分别与所述工作架固定连接。
19、优选地,所述信息输入设备为无线手持终端。
20、优选地,所述信息提示设备包括显示模块和/或ai语音提示播报模块。
21、优选地,所述第一视觉设备和第二视觉设备为ccd工业相机。
22、由于采用了上述技术方案,本申请具有如下有益效果:
23、本申请通过在检验工位设置标签打印机来打印不良标签和信息输入设备来供检验员输入不良类型代码,并在收料工位设置第一视觉设备来运用视觉识别技术识别判断不良品和信息提示设备来进行检验结果信息提示,检验工位和收料工位操作更加简单,有效提高工作效率,且可有效避免因不良类型认读错误而导致影响检验结果准确性的问题。
24、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.一种产品检验流水线系统,包括产品检验流水线,所述产品检验流水线的产品入口端设有投料工位,所述产品检验流水线的产品出口端设有收料工位;所述产品检验流水线的投料工位和收料工位之间设有检验工位,其特征在于,还包括:
2.根据权利要求1所述的产品检验流水线系统,其特征在于,还包括rfid标签和第一rfid读卡器,所述第一rfid读卡器与所述控制主机连接,其中,
3.根据权利要求2所述的产品检验流水线系统,其特征在于,还包括第二视觉设备,所述第二视觉设备与所述控制主机连接,其中,
4.根据权利要求3所述的产品检验流水线系统,其特征在于,还包括第二rfid读卡器,所述第二rfid读卡器设置于所述投料工位,其中,
5.根据权利要求2-4任一项所述的产品检验流水线系统,其特征在于,所述产品检验流水线包括工作架和从上至下依次安装在所述工作架上的收料传送机构、检验传送机构和托盘传送机构,各传送机构由产品检验流水线的产品入口端向产品出口端延伸。
6.根据权利要求5所述的产品检验流水线系统,其特征在于,所述收料传送机构包括由产品入口端向产品出口端倾斜设置的流利条;所述检验传送机构包括水平设置的传送带和用于驱动所述传送带的调速电机;所述托盘传送机构包括由产品出口端向产品入口端倾斜设置的流利条。
7.根据权利要求6所述的产品检验流水线系统,其特征在于,所述产品检验流水线还包括设置于所述传送带的产品入口端的投料操作台、设置于所述传送带两侧的检验操作台和设置于所述传送带的产品出口端的收料操作台,所述投料操作台、检验操作台和收料操作台分别与所述工作架固定连接。
8.根据权利要求1、2、3、4、6或7所述的产品检验流水线系统,其特征在于,所述信息输入设备为无线手持终端。
9.根据权利要求1、2、3、4、6或7所述的产品检验流水线系统,其特征在于,所述信息提示设备包括显示模块和/或ai语音提示播报模块。
10.根据权利要求3、4、6或7所述的产品检验流水线系统,其特征在于,所述第一视觉设备和第二视觉设备为ccd工业相机。
技术总结
本申请公开了一种产品检验流水线系统,包括产品检验流水线、控制主机、标签打印机、信息输入设备、第一视觉设备和信息提示设备,标签打印机和信息输入设备设置于检验工位,第一视觉设备和信息提示设备设置于收料工位,标签打印机、信息输入设备、第一视觉设备和信息提示设备分别与控制主机连接。本申请使得检验工位和收料工位操作更加简单,有效提高工作效率,且可有效避免因不良类型认读错误而导致影响检验结果准确性的问题。
技术研发人员:滕伟,欧阳德姿,王顺国
受保护的技术使用者:重庆利惠耀智能科技有限公司
技术研发日:20221216
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!