热锻加工件温度筛选装置的制作方法
本技术涉及热锻加工件,具体为热锻加工件温度筛选装置。
背景技术:
1、在金属再结晶温度以上进行的锻造工艺称为热锻。热煅又称热模锻,锻造时变形金属流动剧烈,锻件与模具接触时间较长。因此要求模具材料具有高的热稳定性、高温强度和硬度、冲击韧性、耐热疲劳性和耐磨性且便于加工。较轻工作负荷的热锻模可用低合金钢来制造,在热锻工艺中,会需要对加工件进行温度筛选,因此用到温度筛选装置。
2、经检索,现有专利(公开号:cn210730222u)公开了产品温度筛选装置,包括底板、转动电机、从动杆、直齿轮、传动链、放置座、限位板、电力座和收集箱,该产品温度筛选装置,通过收集箱的设置,收集箱会在加热时因为加热管升温温度不同而使收集口打开不同角度,在加热管落入收集箱内时因为收集口的不同角度落入分隔板的不同位置,从而在加热试验过程中自动完成后续的分类步骤,增加加热试验筛选的效率,通过电力座的设置,将加热试验步骤简化为下压安装板与松开安装板两步,进一步增加加热试验的效率,加热试验时通过加热座的阻隔,避免使用者与加热管和导电装置的误触,增加加热试验的安全性和加热试验的效率。
3、发明人在实现本实用新型的过程中发现现有技术存在如下问题:传统的热锻加工件温度筛选装置在对热锻加工件进行温度筛选时,很难达到自动剔除的效果,需要先对加工件进行温度检测,其次再需要工作人员来人工对温度偏高或者偏低的加工件来进行剔除加;
4、因此,针对上述问题提出热锻加工件温度筛选装置。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了热锻加工件温度筛选装置,解决了上述背景技术提到传统的热锻加工件温度筛选装置在对热锻加工件进行温度筛选时,很难达到自动剔除的效果,需要先对加工件进行温度检测,其次再需要工作人员来人工对温度偏高或者偏低的加工件来进行剔除的问题。
3、(二)技术方案
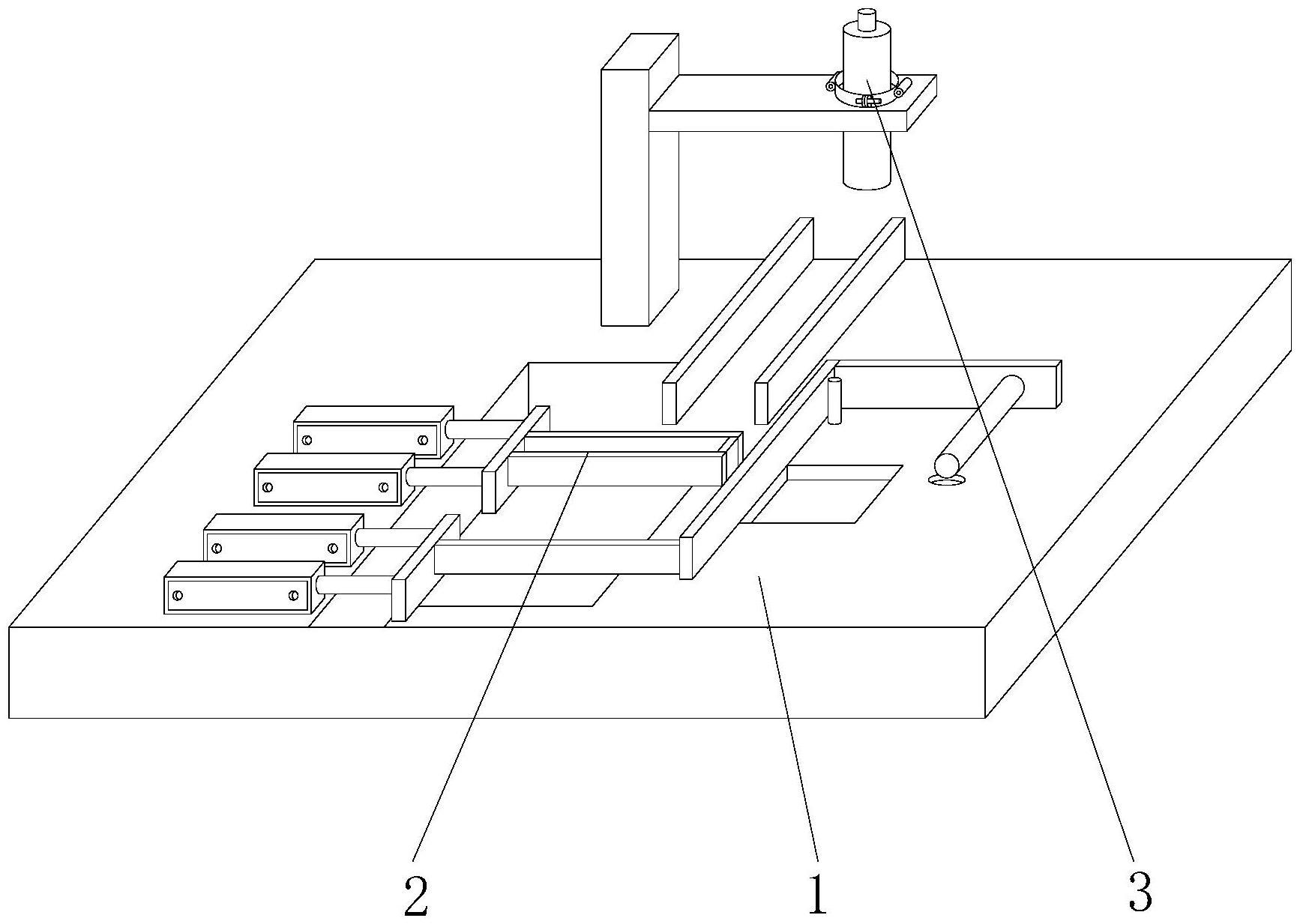
4、为实现上述目的,本实用新型提供如下技术方案:热锻加工件温度筛选装置,包括支撑板,所述支撑板上方设置有筛选机构,所述筛选机构包括弹簧、压料板、转轴、推动块、第一气缸、第二气缸、连接块和出料口,所述支撑板上方焊接有弹簧,所述弹簧一侧焊接有压料板,所述压料板一侧设置有转轴,所述压料板一侧设置有推动块,所述推动块一侧焊接有第一气缸,所述第一气缸一侧设置有第二气缸,所述第二气缸一端焊接有连接块,所述连接块一侧开设有出料口。
5、作为优选方案,所述压料板通过弹簧与支撑板构成伸缩结构,且支撑板与压料板平行分布。
6、作为优选方案,所述压料板通过转轴与支撑板构成旋转结构,且压料板为“l”型结构。
7、作为优选方案,所述推动块通过第一气缸与支撑板构成伸缩结构,且第一气缸以推动块的中轴线对称设置。
8、作为优选方案,所述连接块通过第二气缸与支撑板构成伸缩结构,且第二气缸以连接块的中轴线对称设置。
9、作为优选方案,所述支撑板上方设置有安装机构,所述安装机构包括测温探头、合页、卡箍、限位槽和限位杆,所述支撑板上方设置有测温探头,所述测温探头一侧设置有合页,所述合页一侧螺钉连接有卡箍。
10、作为优选方案,所述卡箍表面开设有限位槽,所述限位槽内侧配合安装有限位杆。
11、本实用新型提供了热锻加工件温度筛选装置。具备以下有益效果:
12、(1)、该热锻加工件温度筛选装置,通过设置有筛选机构,在热锻加工件温度筛选装置工作使用时,可以先将第一气缸的开关打开,在第一气缸的作用下,利用第一气缸带动第一气缸进行移动,同时利用第一气缸带动压料板进行移动,对合格产品进行输送筛选,加工件沿轨道继续下滑准备送入模具加工,再将第二气缸的开关打开,在第二气缸的作用下,利用第二气缸带动连接块进行移动,可以对不合格的产品进行推送,把工件推到轨道外侧的出料口落回废料桶,且在弹簧的伸缩复位性作用下,可以带动压料板进行伸缩,同时转轴会带动压料板进行旋转,便于后续持续工作,避免在对热锻加工件进行温度筛选时,很难达到自动剔除的效果,需要先对加工件进行温度检测,其次再需要工作人员来人工对温度偏高或者偏低的加工件来进行剔除。
技术特征:
1.热锻加工件温度筛选装置,包括支撑板(1),其特征在于:所述支撑板(1)上方设置有筛选机构(2),所述筛选机构(2)包括弹簧(201)、压料板(202)、转轴(203)、推动块(204)、第一气缸(205)、第二气缸(206)、连接块(207)和出料口(208),所述支撑板(1)上方焊接有弹簧(201),所述弹簧(201)一侧焊接有压料板(202),所述压料板(202)一侧设置有转轴(203),所述压料板(202)一侧设置有推动块(204),所述推动块(204)一侧焊接有第一气缸(205),所述第一气缸(205)一侧设置有第二气缸(206),所述第二气缸(206)一端焊接有连接块(207),所述连接块(207)一侧开设有出料口(208)。
2.根据权利要求1所述的热锻加工件温度筛选装置,其特征在于:所述压料板(202)通过弹簧(201)与支撑板(1)构成伸缩结构,且支撑板(1)与压料板(202)平行分布。
3.根据权利要求2所述的热锻加工件温度筛选装置,其特征在于:所述压料板(202)通过转轴(203)与支撑板(1)构成旋转结构,且压料板(202)为“l”型结构。
4.根据权利要求1所述的热锻加工件温度筛选装置,其特征在于:所述推动块(204)通过第一气缸(205)与支撑板(1)构成伸缩结构,且第一气缸(205)以推动块(204)的中轴线对称设置。
5.根据权利要求1所述的热锻加工件温度筛选装置,其特征在于:所述连接块(207)通过第二气缸(206)与支撑板(1)构成伸缩结构,且第二气缸(206)以连接块(207)的中轴线对称设置。
6.根据权利要求1所述的热锻加工件温度筛选装置,其特征在于:所述支撑板(1)上方设置有安装机构(3),所述安装机构(3)包括测温探头(301)、合页(302)、卡箍(303)、限位槽(304)和限位杆(305),所述支撑板(1)上方设置有测温探头(301),所述测温探头(301)一侧设置有合页(302),所述合页(302)一侧螺钉连接有卡箍(303)。
7.根据权利要求6所述的热锻加工件温度筛选装置,其特征在于:所述卡箍(303)表面开设有限位槽(304),所述限位槽(304)内侧配合安装有限位杆(305)。
技术总结
本技术涉及热锻加工件技术领域,且公开了热锻加工件温度筛选装置,包括支撑板,所述支撑板上方设置有筛选机构,所述筛选机构包括弹簧、压料板、转轴、推动块、第一气缸、第二气缸、连接块和出料口。该热锻加工件温度筛选装置通过设置有筛选机构,在热锻加工件温度筛选装置工作使用时,利用第一气缸带动压料板进行移动,对合格产品进行输送筛选,加工件沿轨道继续下滑准备送入模具加工,第二气缸带动连接块进行移动,可以对不合格的产品进行推送,把工件推到轨道外侧的出料口落回废料桶,且在弹簧的伸缩复位性作用下,可以带动压料板进行伸缩,同时转轴会带动压料板进行旋转,便于后续持续工作。
技术研发人员:李志兴
受保护的技术使用者:淮安创之联自动化设备有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!