一种自动包装机的烟包分类剔除装置的制作方法
本技术涉及烟草自动化物流领域,特别涉及一种自动包装机的烟包分类剔除装置。
背景技术:
1、现有技术中烟包在自动裹膜包装后,无论出现裹膜褶皱还是印刷异常,都是通过设备自身的同一个剔除口进行剔除,人工还需要对剔除物料进行二次分类,以便重新利用部分裹膜轻微褶皱的物料。但现有的利用人工进行二次分类的方式,浪费人力资源,其生产效率低,且容易出错。
技术实现思路
1、本实用新型的目的是提供一种自动包装机的烟包分类剔除装置,旨在解决现有烟包分类剔除装置中存在的耗费人力、生产效率低等问题。
2、本实用新型提供一种自动包装机的烟包分类剔除装置,其包括:
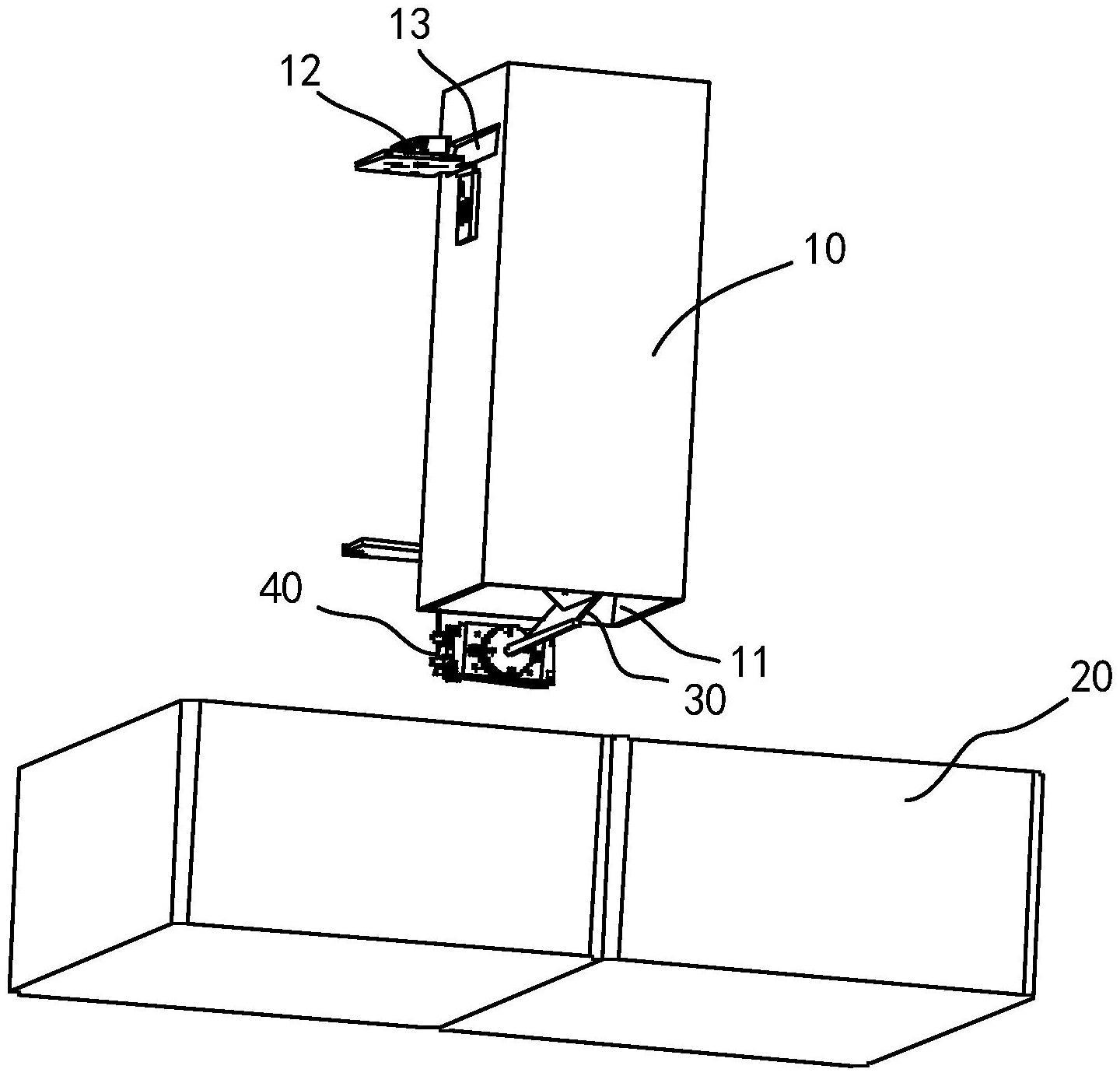
3、一竖向设置的剔除通道,上下两端均开设有开口,所述剔除通道上端的开口与所述自动包装机的剔除口对接;
4、至少两个并排设置的分类收集箱,与所述剔除通道下端的开口对接,至少两个所述分类收集箱的交界线与所述剔除通道下端的开口的中线重合;
5、烟包检测光电装置,安装于所述剔除通道上端开口的侧边;
6、旋转摆臂,安装于所述剔除通道下端的开口内,且所述旋转摆臂的旋转轴位于底部,且与所述剔除通道下端的开口的中线重合;
7、驱动装置,所述驱动装置的输出端与所述旋转轴驱动连接,用于驱动所述旋转轴转动。
8、进一步的,所述剔除通道顶部的侧壁开设有检测窗,所述烟包检测光电装置正对所述检测窗。
9、进一步的,还包括一第一l形板,所述第一l形板的竖直板贴合固定于所述剔除通道顶部的侧壁外,所述第一l形板的水平板朝外连接于所述竖直板的顶端,所述烟包检测光电装置安装于所述水平板上。
10、进一步的,所述旋转摆臂的顶部在旋转到位后与所述剔除通道的内壁抵接。
11、进一步的,所述驱动装置安装于所述自动包装机或者剔除通道外壁上。
12、进一步的,所述驱动装置通过一第二l形板安装于所述自动包装机或者剔除通道外壁上。
13、进一步的,所述旋转摆臂的旋转轴位于所述分类收集箱的上方,且间隔预定距离。
14、进一步的,所述驱动装置为旋转气缸。
15、进一步的,所述剔除通道为方形通道。
16、进一步的,所述检测窗为矩形检测窗。
17、本实用新型公开了一种自动包装机的烟包分类剔除装置,所述自动包装机的烟包分类剔除装置用于包装机进行分类剔除,其中:所述自动包装机的烟包分类剔除装置包括上下两端均开设有开口的一个剔除通道、两个并排设置的分类收集箱、安装于所述剔除通道上端开口的侧边的烟包光电检测装置、安装于所述剔除通道下端的开口内的旋转摆臂;还包括驱动装置,所述驱动装置的输出端与所述旋转轴驱动连接,用于驱动旋转轴转动。本实用新型实施例在烟包光电检测装置检测到烟包落下时,驱动装置驱动旋转摆臂做出动作,使下落的烟包沿着旋转摆臂滑落到正确的分类收集箱中,完成异常烟包的分类剔除,从而提高生产效率。
技术特征:
1.一种自动包装机的烟包分类剔除装置,其特征在于,包括:
2.根据权利要求1所述的自动包装机的烟包分类剔除装置,其特征在于:所述剔除通道顶部的侧壁开设有检测窗,所述烟包检测光电装置正对所述检测窗。
3.根据权利要求2所述的自动包装机的烟包分类剔除装置,其特征在于:还包括一第一l形板,所述第一l形板的竖直板贴合固定于所述剔除通道顶部的侧壁外,所述第一l形板的水平板朝外连接于所述竖直板的顶端,所述烟包检测光电装置安装于所述水平板上。
4.根据权利要求1所述的自动包装机的烟包分类剔除装置,其特征在于:所述旋转摆臂的顶部在旋转到位后与所述剔除通道的内壁抵接。
5.根据权利要求1所述的自动包装机的烟包分类剔除装置,其特征在于:所述驱动装置安装于所述自动包装机或者剔除通道外壁上。
6.根据权利要求5所述的自动包装机的烟包分类剔除装置,其特征在于:所述驱动装置通过一第二l形板安装于所述自动包装机或者剔除通道外壁上。
7.根据权利要求5所述的自动包装机的烟包分类剔除装置,其特征在于:所述旋转摆臂的旋转轴位于所述分类收集箱的上方,且间隔预定距离。
8.根据权利要求5所述的自动包装机的烟包分类剔除装置,其特征在于:所述驱动装置为旋转气缸。
9.根据权利要求1所述的自动包装机的烟包分类剔除装置,其特征在于:所述剔除通道为方形通道。
10.根据权利要求2所述的自动包装机的烟包分类剔除装置,其特征在于:所述检测窗为矩形检测窗。
技术总结
本技术公开了一种自动包装机的烟包分类剔除装置,其中:所述自动包装机的烟包分类剔除装置包括上下两端均开设有开口的一个剔除通道、两个并排设置的分类收集箱、安装于所述剔除通道上端开口的侧边的烟包光电检测装置、安装于所述剔除通道下端的开口内的旋转摆臂;还包括驱动装置,所述驱动装置的输出端与所述旋转轴驱动连接,用于驱动旋转轴转动。本技术在烟包光电检测装置检测到烟包落下时,驱动装置驱动旋转摆臂做出动作,使下落的烟包沿着旋转摆臂滑落到正确的分类收集箱中,完成异常烟包的分类剔除,从而提高生产效率。
技术研发人员:解转正,许亚军,邵健锋
受保护的技术使用者:深圳市今天国际物流技术股份有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!