一种节流阀阀芯座自动化质检设备
本发明涉及机械加工领域,具体涉及到一种节流阀阀芯座自动化质检设备。
背景技术:
1、在工业生产工作过程中,由于现有技术、工作环境等因素,极易造成产品的质量问题,物体表面缺陷是产品质量问题最直观的体现。物体表面缺陷检测,既是对成品产品进行表面检查,以识别工业生产过程中造成的划痕、污渍、毛刺等缺陷。因此,物体表面缺陷检测是工业质检领域的一项重要课题,是确保自动化生产过程中产品质量的重要环节。早年,产品检测还是依托于人眼,但是人眼检测的稳定性远小于机器检测。随着制造业的全面智能化发展,对工业产品的质量检测提出新的要求,各式机器检测系统逐渐代替了人工检测,极大地降低了生产成本,提高了生产效率。本发明围绕阀芯座座的质检展开,旨在设计一套一体化方案,实现精确检测,切实解决企业人工检测不够精确的问题。
技术实现思路
1、为了克服上述现有技术中的缺陷,本发明提供了一种节流阀阀芯座自动化质检设备,通过孔壁对光线的遮挡效果以及毛刺对铝制探杆的阻挡效果,全自动的实现对阀芯座孔位以及毛刺的质检,整体结构安装便捷,成本低,能够节省人力成本,检测稳定效率高,检测准确度高。
2、技术方案
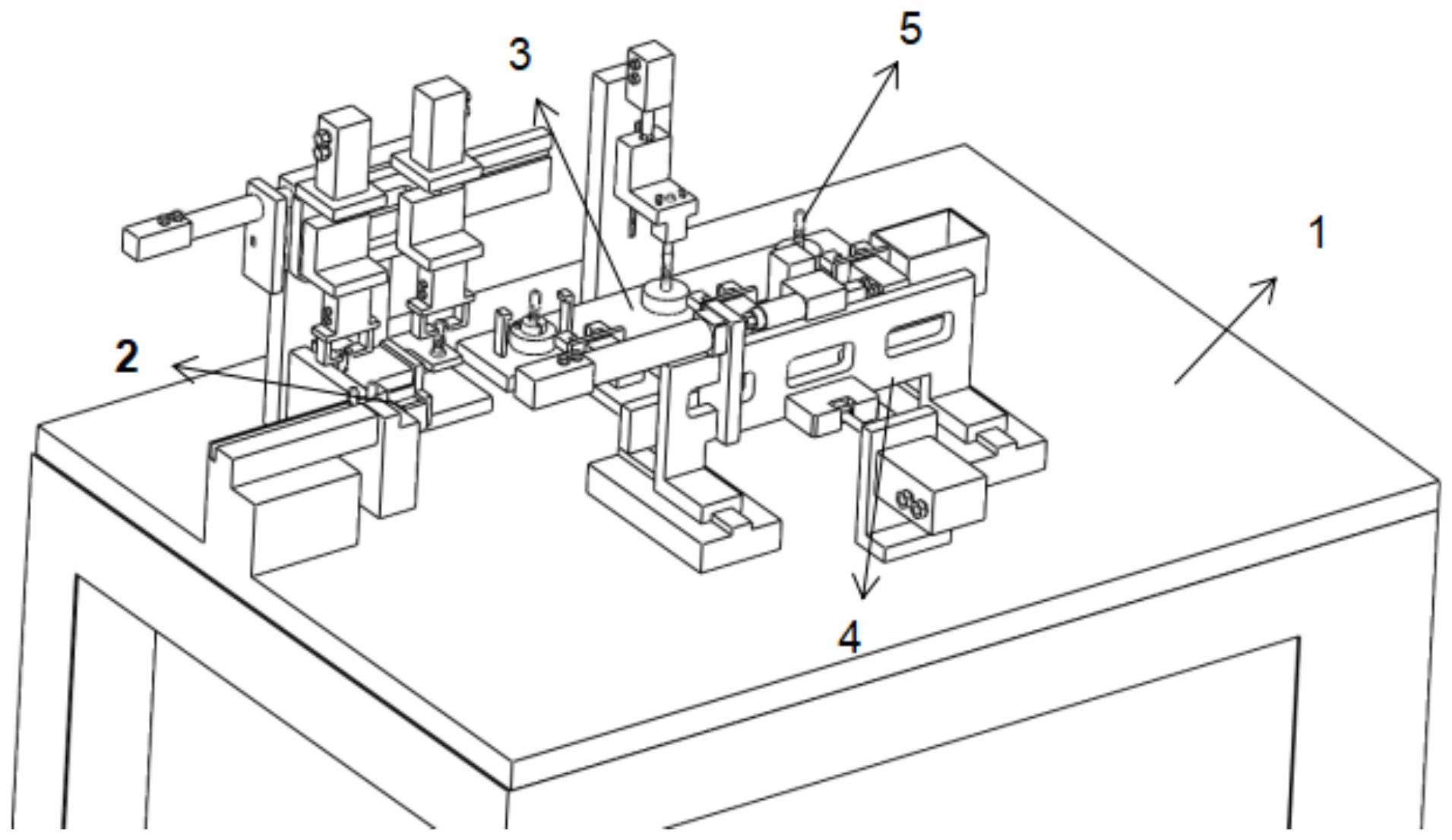
3、一种节流阀阀芯座自动化质检设备,包括总装台,所述总装台上设置有用于提供待检测的阀芯座的上料模块,所述上料模块的右侧设置有用于检测所述阀芯座孔位与毛刺的检测模块,所述检测模块的前侧设置有用于在检测过程中运输所述阀芯座以及实现所述阀芯座下料的运输模块。
4、进一步的,所述上料模块包括固设于所述总装台上的导轨支撑架,所述导轨支撑架的上侧固设有导轨,所述导轨的右侧设置有固设于所述总装台上的定位架,所述定位架的后侧固设有滑轨支撑架,所述滑轨支撑架的前侧固设有推料板气缸,所述推料板气缸的前端连接有第一活塞杆,所述第一活塞杆的上侧固设有滑动连接于所述定位架上的推料板,所述推料板上设置有用于对所述阀芯座实现运输与限位的半圆式槽口。
5、进一步的,所述滑轨支撑架上固定连接有一个支撑架气缸,所述支撑架气缸的输出端固定连接有滑动连接于所述滑轨支撑架的滑轨板,所述滑轨板上固定连接有固定架,所述固定架上固定设置有两个第一位移气缸,所述第一位移气缸的下侧输出端固定连接有定位板,所述定位板的下侧固定连接有第一松紧气缸,所述第一松紧气缸的下侧连接有第一机械抓手,右侧的所述第一机械抓手的下侧设置有一个置料台。
6、进一步的,所述置料台上设置有圆柱销。
7、进一步的,所述检测模块包括固设于所述安装台上的固定架,所述固定架的前侧固定连接有检测平台,所述检测平台上从左至右依次等间距设置有第一置物台、第二置物台、第三置物台,所述第一置物台上设置有旋转气缸,所述旋转气缸的上侧固定连接有所述圆柱销,所述阀芯座插装于所述圆柱销,所述旋转气缸的两侧还设置有一组第一光电传感器,所述第二置物台、所述第三置物台上固定设置有所述圆柱销,所述固定架上固设有第二位移气缸,所述第二位移气缸的下侧固定连接有活塞杆滑块,所述活塞杆滑块上贯穿并滑动连接有铝制探杆,所述铝制探杆的上端设置有台阶且会被所述活塞杆滑块通孔处台阶挡住,所述活塞杆滑块上表面两侧设置有第二光电传感器。
8、进一步的,所述第一光电传感器包括置于所述旋转气缸一侧的发射器以及置于所述旋转气缸另一侧的接收器。
9、进一步的,所述第二光电传感器包括置于所述活塞杆滑块上表面一侧的发射器以及置于所述活塞杆滑块上表面另一侧的接收器。
10、进一步的,所述运输模块包括位于所述检测平台前侧的固定台,所述固定台上固设有第三位移气缸,所述第三位移气缸的后侧连接有第二活塞杆,所述第二活塞杆的后端固定连接有固定板,所述固定板的下侧滑动连接有固设于所述总装台上的滑块,所述固定板上固定设置有第四位移气缸,所述第四位移气缸上连接有第三活塞杆,所述第三活塞杆上固定连接有滑轨架,所述滑轨架的前侧固定连接有第五位移气缸,所述第五位移气缸的下端固定连接有一个安装板,所述安装板上固定安装有三个第二松紧气缸,所述第二松紧气缸的前侧固定连接有第二机械抓手。
11、进一步的,所述第三置物台的右侧设置有固设于所述总装台上的良品件料盒,所述第三置物台的前侧设置有固设于所述总装台上的瑕疵件料盒。
12、有益效果
13、本发明与现有技术相比,具有以下有益效果:
14、通过孔壁对光线的遮挡效果以及毛刺对铝制探杆的阻挡效果,全自动的实现对阀芯座孔位以及毛刺的质检,整体结构安装便捷,成本低,能够节省人力成本,检测稳定效率高,检测准确度高,设计集成度较高,空间占用较小,值得推广。
技术特征:
1.一种节流阀阀芯座自动化质检设备,其特征在于:包括总装台(1),所述总装台(1)上设置有用于提供待检测的阀芯座(5)的上料模块(2),所述上料模块(2)的右侧设置有用于检测所述阀芯座(5)孔位与毛刺的检测模块(3),所述检测模块(3)的前侧设置有用于在检测过程中运输所述阀芯座(5)以及实现所述阀芯座(5)下料的运输模块(4)。
2.根据权利要求1所述的一种节流阀阀芯座自动化质检设备,其特征在于:所述上料模块(2)包括固设于所述总装台(1)上的导轨支撑架(6),所述导轨支撑架(6)的上侧固设有导轨(7),所述导轨(7)的右侧设置有固设于所述总装台(1)上的定位架(9),所述定位架(9)的后侧固设有滑轨支撑架(13),所述滑轨支撑架(13)的前侧固设有推料板气缸(11),所述推料板气缸(11)的前端连接有第一活塞杆(10),所述第一活塞杆(10)的上侧固设有滑动连接于所述定位架(9)上的推料板(8),所述推料板(8)上设置有用于对所述阀芯座(5)实现运输与限位的半圆式槽口。
3.根据权利要求2所述的一种节流阀阀芯座自动化质检设备,其特征在于:所述滑轨支撑架(13)上固定连接有一个支撑架气缸(12),所述支撑架气缸(12)的输出端固定连接有滑动连接于所述滑轨支撑架(13)的滑轨板(20),所述滑轨板(20)上固定连接有固定架(14),所述固定架(14)上固定设置有两个第一位移气缸(15),所述第一位移气缸(15)的下侧输出端固定连接有定位板(16),所述定位板(16)的下侧固定连接有第一松紧气缸(17),所述第一松紧气缸(17)的下侧连接有第一机械抓手(18),右侧的所述第一机械抓手(18)的下侧设置有一个置料台(19)。
4.根据权利要求3所述的一种节流阀阀芯座自动化质检设备,其特征在于:所述置料台(19)上设置有圆柱销。
5.根据权利要求4所述的一种节流阀阀芯座自动化质检设备,其特征在于:所述检测模块(3)包括固设于所述安装台(1)上的固定架(37),所述固定架(37)的前侧固定连接有检测平台(44),所述检测平台(44)上从左至右依次等间距设置有第一置物台(45)、第二置物台(35)、第三置物台(36),所述第一置物台(45)上设置有旋转气缸(34),所述旋转气缸(34)的上侧固定连接有所述圆柱销,所述阀芯座(5)插装于所述圆柱销,所述旋转气缸(34)的两侧还设置有一组第一光电传感器(33),所述第二置物台(35)、所述第三置物台(36)上固定设置有所述圆柱销,所述固定架(37)上固设有第二位移气缸(38),所述第二位移气缸(38)的下侧固定连接有活塞杆滑块(39),所述活塞杆滑块(39)上贯穿并滑动连接有铝制探杆(41),所述铝制探杆(41)的上端设置有台阶且会被所述活塞杆滑块(39)通孔处台阶挡住,所述活塞杆滑块(39)上表面两侧设置有第二光电传感器(40)。
6.根据权利要求5所述的一种节流阀阀芯座自动化质检设备,其特征在于:所述第一光电传感器(33)包括置于所述旋转气缸(34)一侧的发射器以及置于所述旋转气缸(34)另一侧的接收器。
7.根据权利要求6所述的一种节流阀阀芯座自动化质检设备,其特征在于:所述第二光电传感器(40)包括置于所述活塞杆滑块(39)上表面一侧的发射器以及置于所述活塞杆滑块(39)上表面另一侧的接收器。
8.根据权利要求7所述的一种节流阀阀芯座自动化质检设备,其特征在于:所述运输模块(4)包括位于所述检测平台(44)前侧的固定台(22),所述固定台(22)上固设有第三位移气缸(23),所述第三位移气缸(23)的后侧连接有第二活塞杆(24),所述第二活塞杆(24)的后端固定连接有固定板(25),所述固定板(25)的下侧滑动连接有固设于所述总装台(1)上的滑块(21),所述固定板(25)上固定设置有第四位移气缸(27),所述第四位移气缸(27)上连接有第三活塞杆(28),所述第三活塞杆(28)上固定连接有滑轨架(29),所述滑轨架(29)的前侧固定连接有第五位移气缸(30),所述第五位移气缸(30)的下端固定连接有一个安装板(26),所述安装板(26)上固定安装有三个第二松紧气缸(31),所述第二松紧气缸(31)的前侧固定连接有第二机械抓手(32)。
9.根据权利要求8所述的一种节流阀阀芯座自动化质检设备,其特征在于:所述第三置物台(36)的右侧设置有固设于所述总装台(1)上的良品件料盒(42),所述第三置物台(36)的前侧设置有固设于所述总装台(1)上的瑕疵件料盒(43)。
技术总结
本发明公开了一种节流阀阀芯座自动化质检设备,总装台,所述总装台上设置有用于提供待检测的阀芯座的上料模块,所述上料模块的右侧设置有用于检测所述阀芯座孔位与毛刺的检测模块,所述检测模块的前侧设置有用于在检测过程中运输所述阀芯座以及实现所述阀芯座下料的运输模块,本发明通过孔壁对光线的遮挡效果以及毛刺对铝制探杆的阻挡效果,全自动的实现对阀芯座孔位以及毛刺的质检,整体结构安装便捷,成本低,能够节省人力成本,检测稳定效率高,检测准确度高。
技术研发人员:刘宜胜,王姚灿,王伟东
受保护的技术使用者:浙江理工大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!