一种轴承钢球毛坯自动化检测分选装置的使用方法与流程
本发明涉及轴承钢球毛坯分选装置的使用,尤其是一种轴承钢球毛坯自动化检测分选装置的使用方法。
背景技术:
1、目前,轴承的钢球是它最常用的滚动体,钢球的质量影响着轴承的精度及其使用寿命,制约球轴承质量提高的主要因素.钢球表面缺陷是质量检测的关卡;现有的钢球生产企业使用的钢球质量自动检测手段为成品钢球出厂检测的最后一道工序来进行,由于钢球热处理之前,钢球毛坯存在平头钢球,表面磕伤,表面裂纹,表面凹坑,表面麻点的缺陷,通常的生产企业有人工目测分选,但人员劳动强度大,漏检率高,使用分选的人员较多,分选效率低下,加大了检验成本,造成了成品钢球检测是不合格率较高;鉴于上述的诸多原因,现提出一种轴承钢球毛坯自动化检测分选装置的使用方法。
技术实现思路
1、本发明的目的是为了克服现有钢球生产企业使用的钢球质量自动检测手段为成品钢球出厂检测的最后一道工序来进行,由于钢球热处理之前,钢球毛坯存在平头钢球,表面磕伤,表面裂纹,表面凹坑,表面麻点的缺陷,通常的生产企业有人工目测分选,但人员劳动强度大,漏检率高,使用分选的人员较多,分选效率低下,加大了检验成本,造成了成品钢球检测是不合格率较高;现通过合理的设计,提供一种轴承钢球毛坯自动化检测分选装置的使用方法;本发明的轴承钢球毛坯自动化检测分选装置为热处理之前的钢球毛坯进行分拣,能够降低工作量、提供生产效率,由光电探头对通过检测管段的钢球毛坯进行光电检测,当检测到的钢球毛坯为具有毛刺或不完整的球体时,通过分拣排除管段由分拣气缸弹出进行分选,钢球毛坯为动态分选,提高了检验效率,增加了班次的产量,从而提高企业的声誉。
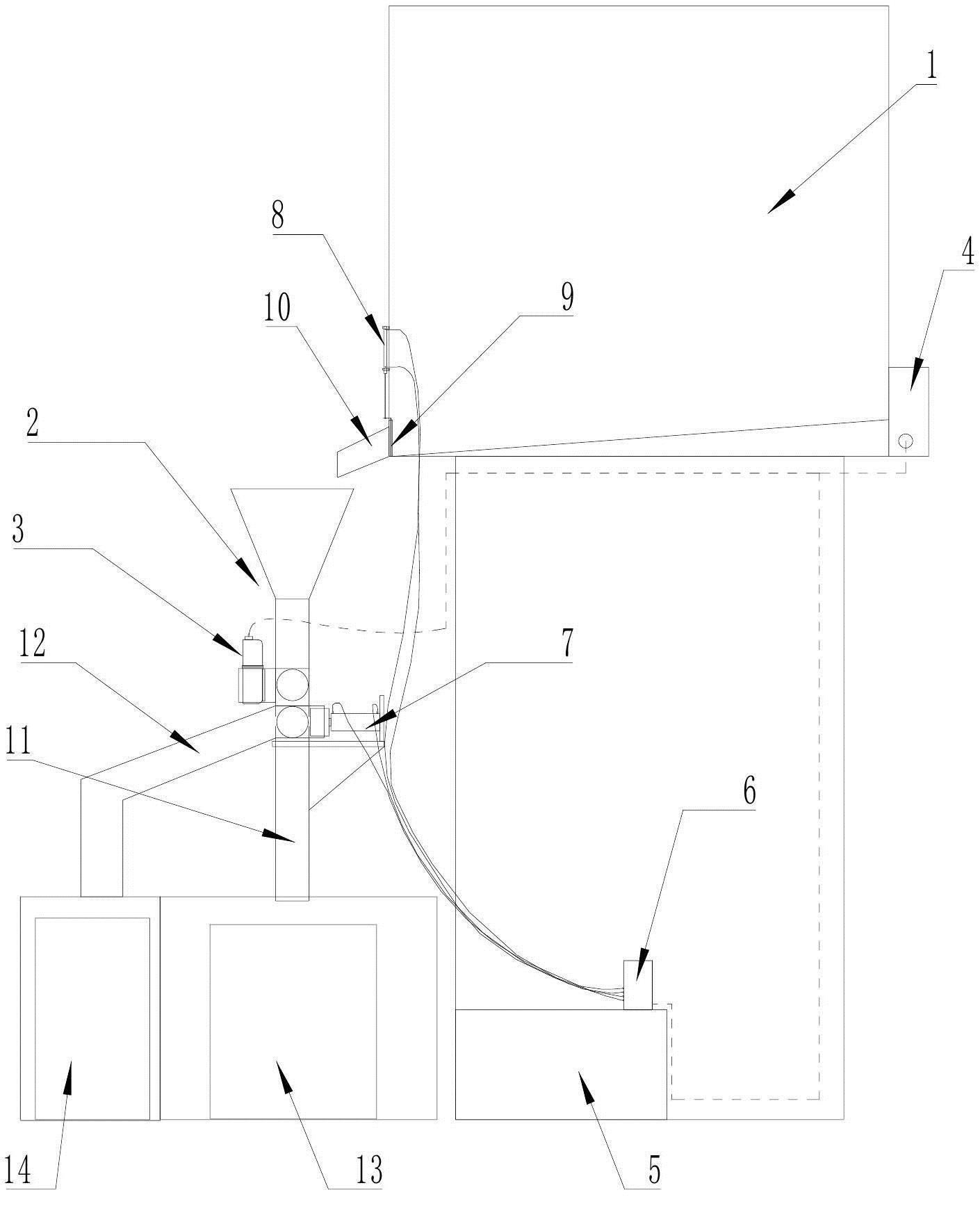
2、本发明为了实现上述目的,采用如下技术方案,一种轴承钢球毛坯自动化检测分选装置的使用方法,所述的轴承钢球毛坯自动化检测分选装置,是由待分拣钢球料斗、钢球分选装置、分拣钢球下料斗、钢球分拣下料管道、检测管段、分拣排除管段、光电探头、光电探头箱、控制台、控制板、控制中心、信号反馈模块、插板气缸执行模块、拣气缸执行模块、气泵、气阀控制箱、电磁阀、分拣气缸、插板气缸、插板阀、下料槽、成品钢球管道、带毛刺钢球管道、成品钢球箱、毛刺钢球箱、控制电源构成;待分拣钢球料斗下方设有料斗支架,料斗支架之间的地面上设置气泵,气泵上端设置气阀控制箱;待分拣钢球料斗一侧设置钢球分选装置,待分拣钢球料斗另一侧下部设置控制台;钢球分选装置上端设置分拣钢球下料斗,钢球分选装置下方设有支架,支架下方分别设置成品钢球箱、毛刺钢球箱;待分拣钢球料斗下部一侧出口设置下料槽,下料槽下端出口对应分拣钢球下料斗设置,下料槽进口端与待分拣钢球料斗出口之间设置插板阀,插板阀上方设置插板气缸,插板气缸的缸杆向下设置,插板气缸的缸杆下端与插板阀上端之间设置为连接螺栓;
3、钢球分选装置下部设置为成品钢球管道,成品钢球管道中部分别设置为检测管段、分拣排除管段;检测管段一侧预留检测口,检测口一侧设置光电探头箱,光电探头箱中设置光电探头,光电探头的检测端对应检测管段的检测口设置;检测管段下方设置分拣排除管段,分拣排除管段两端贯穿预留一对对穿孔,一对对穿孔一端设置分拣气缸,分拣气缸的杠杆端对应分拣排除管段设置,一对对穿孔另一端设置出口端设置分拣气缸;
4、气阀控制箱中设置两对往返的电磁阀,一对电磁阀设置为分拣气缸电磁阀,另一对电磁阀设置为插板气缸电磁阀,分拣气缸、插板气缸分别与气阀控制箱的两对往返电磁阀之间设置往返的高压管道;
5、控制台中设置控制板,控制板上方设置控制电源,控制电源与两对往返电磁阀、气泵之间设置电源线路,控制板上方设置控制中心,控制中心下方分别设置三个模块,三个模块分别设置信号反馈模块、插板气缸执行模块、拣气缸执行模块,信号反馈模块、插板气缸执行模块、拣气缸执行模块的上端分别与控制中心之间设置数据线;信号反馈模块与光电探头之间设置数据线,插板气缸执行模块与插板气缸电磁阀之间设置数据线,拣气缸执行模块与分拣气缸电磁阀之间设置数据线;
6、钢球毛坯热处理加工之前进行分选,钢球毛坯分选之前,人工开启控制电源后,人工通过控制台分别启动气泵、控制中心,气泵别启后进行加压、控制中心自动控制光电探头进行运行检测,待气泵加压完成后,插板气缸、分拣气缸自动试运行后复位、待运行后,控制中心完成预检测,同时,待分拣钢球料斗加满钢球毛坯;控制中心完成预检测、分拣钢球料斗中加满钢球毛坯后,完成钢球分选装置的钢球毛坯检测前准备。
7、检测过程中,控制中心通过插板气缸执行模块自动控制插板气缸伸缩,控制插板气缸收缩带动插板阀打开,钢球毛坯通过下料槽依次进入分拣钢球下料斗、成品钢球管道、检测管段、分拣排除管段;当钢球毛坯通过检测管段时,光电探头通过光电照射检测钢球毛坯为完整的球体时,完整的钢球通过分拣排除管段、成品钢球管道、落入成品钢球箱中进行成品钢球的收集。
8、当钢球毛坯通过检测管段时,光电探头通过光电照射检测钢球毛坯的为具有毛刺或不完整的球体时,具有毛刺或不完整的钢球通过分拣排除管段时,控制中心通过拣气缸执行模块控制分拣气缸的杠杆弹出,分拣气缸的杠杆推动具有毛刺或不完整的钢球弹出,具有毛刺或不完整的钢球通过带毛刺钢球管道进入毛刺钢球箱中进行毛刺或不完整的钢球的收集;具有毛刺或不完整的钢球弹出后、拣气缸执行模块控制分拣气缸的杠杆回归原位等待再次弹出;按照上述流程连续对钢球毛坯进行分选,完成钢球毛坯热处理前的分选。
9、有益效果:本发明的轴承钢球毛坯自动化检测分选装置为热处理之前的钢球毛坯进行分拣,能够降低工作量、提供生产效率,由光电探头对通过检测管段的钢球毛坯进行光电检测,当检测到的钢球毛坯为具有毛刺或不完整的球体时,通过分拣排除管段由分拣气缸弹出进行分选,钢球毛坯为动态分选,提高了检验效率,增加了班次的产量,从而提高企业的声誉。
技术特征:
1.一种轴承钢球毛坯自动化检测分选装置的使用方法,所述的轴承钢球毛坯自动化检测分选装置,是由待分拣钢球料斗(1)、钢球分选装置(2)、分拣钢球下料斗(2-1)、钢球分拣下料管道(2-2)、检测管段(2-3)、分拣排除管段(2-4)、光电探头(3)、光电探头箱(3-1)、控制台(4)、控制板(4-1)、控制中心(4-2)、信号反馈模块(4-3)、插板气缸执行模块(4-4)、拣气缸执行模块(4-5)、气泵(5)、气阀控制箱(6)、电磁阀(6-1)、分拣气缸(7)、插板气缸(8)、插板阀(9)、下料槽(10)、成品钢球管道(11)、带毛刺钢球管道(12)、成品钢球箱(13)、毛刺钢球箱(14)、控制电源(15)构成;其特征在于:待分拣钢球料斗(1)下方设有料斗支架,料斗支架之间的地面上设置气泵(5),气泵(5)上端设置气阀控制箱(6);待分拣钢球料斗(1)一侧设置钢球分选装置(2),待分拣钢球料斗(1)另一侧下部设置控制台(4);钢球分选装置(2)上端设置分拣钢球下料斗(2-1),钢球分选装置(2)下方设有支架,支架下方分别设置成品钢球箱(13)、毛刺钢球箱(14);待分拣钢球料斗(1)下部一侧出口设置下料槽(10),下料槽(10)下端出口对应分拣钢球下料斗(2-1)设置,下料槽(10)进口端与待分拣钢球料斗(1)出口之间设置插板阀(9),插板阀(9)上方设置插板气缸(8),插板气缸(8)的缸杆向下设置,插板气缸(8)的缸杆下端与插板阀(9)上端之间设置为连接螺栓;
2.根据权利要求1所述的一种轴承钢球毛坯自动化检测分选装置的使用方法,其特征在于:检测过程中,控制中心(4-2)通过插板气缸执行模块(4-4)自动控制插板气缸(8)伸缩,控制插板气缸(8)收缩带动插板阀(9)打开,钢球毛坯通过下料槽(10)依次进入分拣钢球下料斗(2-1)、成品钢球管道(11)、检测管段(2-3)、分拣排除管段(2-4);当钢球毛坯通过检测管段(2-3)时,光电探头(3)通过光电照射检测钢球毛坯为完整的球体时,完整的钢球通过1分拣排除管段(2-4)、成品钢球管道1、落入成品钢球箱(13)中进行成品钢球的收集。
3.根据权利要求1所述的一种轴承钢球毛坯自动化检测分选装置的使用方法,其特征在于:当钢球毛坯通过检测管段(2-3)时,光电探头(3)通过光电照射检测钢球毛坯的为具有毛刺或不完整的球体时,具有毛刺或不完整的钢球通过分拣排除管段(2-4)时,控制中心(4-2)通过拣气缸执行模块(4-5)控制分拣气缸(7)的杠杆弹出,分拣气缸(7)的杠杆推动具有毛刺或不完整的钢球弹出,具有毛刺或不完整的钢球通过带毛刺钢球管道(12)进入毛刺钢球箱(14)中进行毛刺或不完整的钢球的收集;具有毛刺或不完整的钢球弹出后、拣气缸执行模块(4-5)控制分拣气缸(7)的杠杆回归原位等待再次弹出;按照上述流程连续对钢球毛坯进行分选,完成钢球毛坯热处理前的分选。
技术总结
一种轴承钢球毛坯自动化检测分选装置的使用方法,钢球毛坯分选之前,人工开启控制中心完成钢球分选装置的钢球毛坯检测前准备;检测过程中,当钢球毛坯通过检测管段时,光电探头通过光电照射检测钢球毛坯为完整的球体落入成品钢球箱;当钢球毛坯通过检测管段时,光电探头通过光电照射检测钢球毛坯的为具有毛刺或不完整的球体时,控制中心通过拣气缸执行模块控制分拣气缸的杠杆弹出进入毛刺钢球箱;本发明的轴承钢球毛坯自动化检测分选装置为热处理之前的钢球毛坯进行分拣,能够降低工作量、提供生产效率,增加了班次的产量,从而提高企业的声誉。
技术研发人员:王富扬,杨旭超
受保护的技术使用者:洛阳鼎辉特钢制品股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!