一种手机中框自动下料设备的制作方法
本申请涉及自动化生产的,特别涉及一种手机中框自动下料设备。
背景技术:
1、随着时代的发展,企业产线自动化生产已然是制造行业的必然趋势。对于3c行业的制造企业而言,技术更迭时间短、速度快,自动化生产更是紧跟行业步伐、提高经济效益的重要实现途径。在现代的3c行业中,产品通常由众多零部件组装而成,并需在组装完成后进行外观、功能等检测,将ok、ng品分类挑出,分别放到不同的指定tray盘或位置中,等待转运到下一工序。
2、而当前,在制造企业中的手机中框制造过程中,仍有采用全人工手动组装的流水线,即手机中框放在皮带流水线上,通过不同工位的人工将零部件组装到手机中框中。还有的是半自动组装设备,即单一个设备完成单一工序。
3、无论是人工方式或是半自动组装方式,其下料工作依旧需要通过人工手动操作,且为了区分不同类别的产品,需要摆放不同的tray盘,从而将ok品和ng品分类下料,长时间重复的动作,易使人工出现疲惫,再加上人工操作手法不规范,品质容易不良,造成不可控的风险。
技术实现思路
1、本发明所要解决的技术问题是克服现有技术的不足,提供了一种全自动化作业、工作效率高且能够完成分类下料的手机中框自动下料设备。
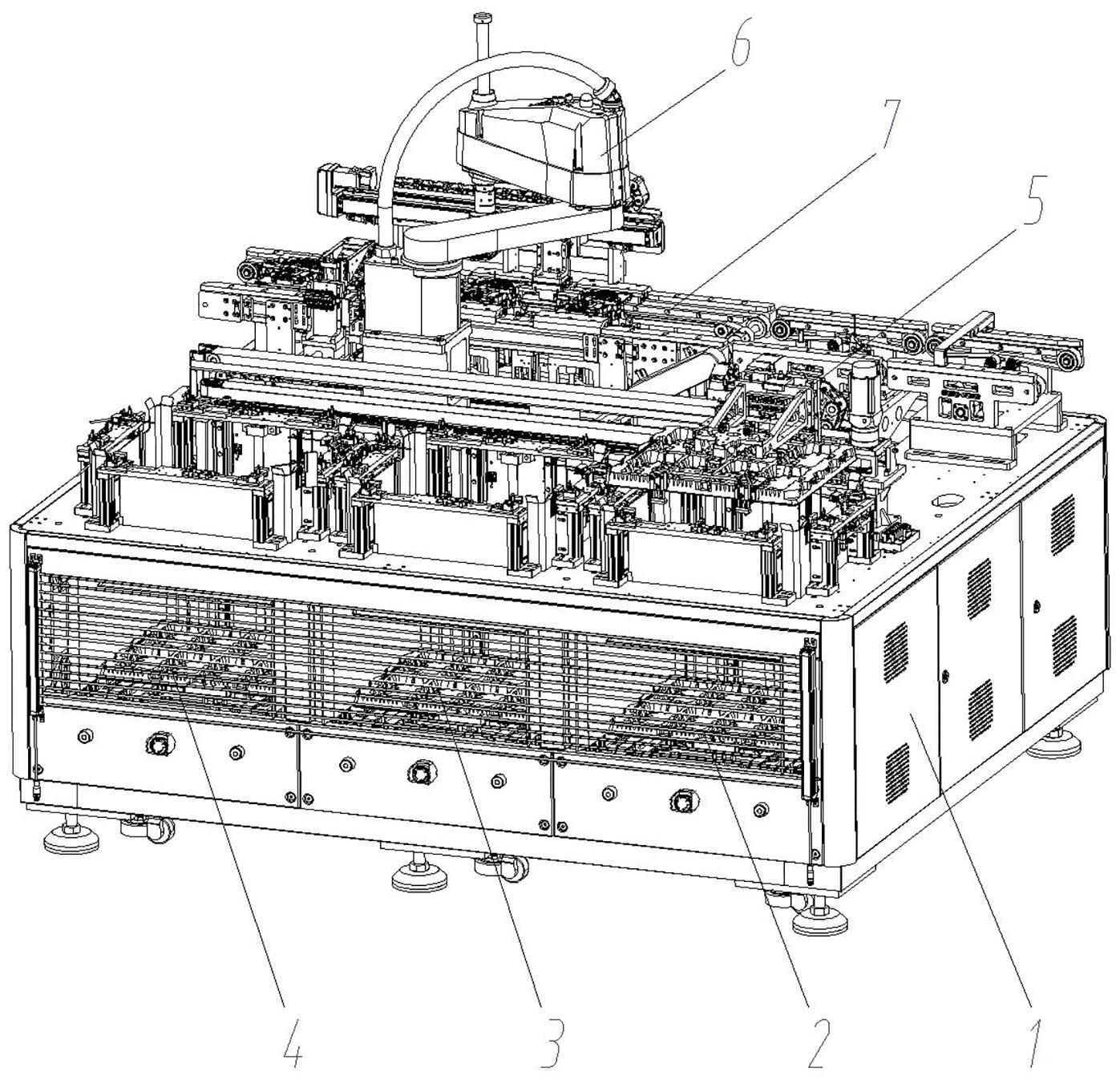
2、本发明所采用的技术方案是:本发明包括机柜及设置在所述机柜上的空托盘上料机构、合格品下料机构、不良品下料机构、托盘转移机构、取料机械手和产品输送机构;
3、所述空托盘上料机构用于空托盘进行自动上料;
4、所述合格品下料机构和所述不良品下料机构分别用于合格产品和不合格产品的下料;
5、所述托盘转移机构用于将空托盘从所述空托盘上料机构取出,转移至所述合格品下料机构和所述不良品下料机构处,实现空托盘转移;
6、所述取料机械手用于将产品从所述产品输送机构上取出,并分类放置在所述合格品下料机构和所述不良品下料机构处,实现分类下料;
7、所述产品输送机构用于产品的自动输送,从而对产品持续下料。
8、进一步,所述空托盘上料机构包括相配合的空托盘输送线和空托盘顶升组件,所述空托盘顶升组件包括位于所述空托盘输送线的后侧的第一竖板,所述第一竖板上设置有第一丝杆驱动组件,所述第一竖板的前侧滑动设置有第一升降台,所述第一升降台与所述第一丝杆驱动组件的动作端连接,所述第一升降台位于所述空托盘输送线的上方。
9、进一步,所述托盘转移机构包括横向设置在所述机柜上的x轴直线模组,所述x轴直线模组的动作端设置有第一安装座,所述第一安装座上滑动设置有第一升降座和与所述第一升降座连接的大z轴气缸,所述第一升降座上设置有平行气缸,所述平行气缸的两个动作端均设置有相对称的l型板。
10、进一步,所述产品输送机构包括载具输送线以及依次设置在所述载具输送线上的载具开盖组件、载具定位组件、载具关盖组件,所述载具输送线用于输送装载产品的产品载具,所述载具开盖组件和所述载具关盖组件分别用于对产品载具进行开盖和关盖,所述载具定位组件用于对开盖后的产品载具进行定位并与所述取料机械手配合进行产品取料。
11、进一步,所述取料机械手包括六轴机械手,所述六轴机械手的动作端连接有吸盘安装座,所述吸盘安装座的两端均开设有安装横槽,所述安装横槽中部设有安装方孔,所述安装横槽的两端均排列开设有若干固定孔,所述安装横槽内设置有若干吸盘固定片,所述吸盘固定片的两端设有与所述安装方孔配合的横腰型孔,所述吸盘固定片的中部设有用于真空吸盘安装的竖腰型孔。
12、进一步,所述合格品下料机构和所述不良品下料机构均包括满托盘输送线、满托盘顶升组件和满托盘定位组件,所述满托盘定位组件位于所述满托盘输送线的后端上方,所述满托盘顶升组件处在所述满托盘定位组件和所述满托盘输送线的之间。
13、进一步,所述空托盘上料机构还包括空托盘定位组件,所述空托盘定位组件包括呈矩形设置的前、后、左、右四个定位支座,四个所述定位支座的两端均设置有定位气缸,所述定位气缸的动作端设置有定位块。
14、进一步,所述平行气缸的两个动作端均设置有纵向长板,所述纵向长板的中部与所述第一升降座滑动配合,所述纵向长板的一端与所述平行气缸的动作端连接,所述纵向长板的另一端连接有横向长板,所述横向长板的两端均设置有所述l型板和小z轴气缸,所述小z轴气缸的动作端设置有分盘叉,所述第一升降座的两侧均浮动设置有托盘压柱。
15、进一步,所述产品输送机构还包括载具回流输送线和载具换向组件,所述载具回流输送线设置在所述机柜内并处在所述载具输送线的下方,所述载具换向组件位于所述载具输送线的出料端以及所述载具回流输送线的入料端。
16、进一步,所述载具输送线的入料端设置有载具阻挡组件,所述载具阻挡组件包括前后设置的第一阻挡气缸和第二阻挡气缸,所述第一阻挡气缸的动作端设置有阻挡竖杆,所述阻挡竖杆的顶端转动设置有第一转轮,所述第二阻挡气缸上设置有阻挡座,所述阻挡座上铰接有铰接块,所述第二阻挡气缸的动作端与所述铰接块的一端连接,所述铰接块上转动设置有第二转轮。
17、本发明的有益效果是:本发明能够实现全自动作业,可以持续工作,工作效率高,并且可以根据产品的优劣进行ok品和ng品分类下料,完成自动分类下料,人工参与少,机械化程度高,可有效避免主观错误,保证产品质量的一致性。
技术特征:
1.一种手机中框自动下料设备,其特征在于:它包括机柜(1)及设置在所述机柜(1)上的空托盘上料机构(2)、合格品下料机构(3)、不良品下料机构(4)、托盘转移机构(5)、取料机械手(6)和产品输送机构(7);
2.根据权利要求1所述的一种手机中框自动下料设备,其特征在于:所述空托盘上料机构(2)包括相配合的空托盘输送线(21)和空托盘顶升组件(22),所述空托盘顶升组件(22)包括位于所述空托盘输送线(21)的后侧的第一竖板(221),所述第一竖板(221)上设置有第一丝杆驱动组件(222),所述第一竖板(221)的前侧滑动设置有第一升降台(223),所述第一升降台(223)与所述第一丝杆驱动组件(222)的动作端连接,所述第一升降台(223)位于所述空托盘输送线(21)的上方。
3.根据权利要求1所述的一种手机中框自动下料设备,其特征在于:所述托盘转移机构(5)包括横向设置在所述机柜(1)上的x轴直线模组(51),所述x轴直线模组(51)的动作端设置有第一安装座(52),所述第一安装座(52)上滑动设置有第一升降座(53)和与所述第一升降座(53)连接的大z轴气缸(54),所述第一升降座(53)上设置有平行气缸(55),所述平行气缸(55)的两个动作端均设置有相对称的l型板(56)。
4.根据权利要求1所述的一种手机中框自动下料设备,其特征在于:所述产品输送机构(7)包括载具输送线(71)以及依次设置在所述载具输送线(71)上的载具开盖组件(72)、载具定位组件(73)、载具关盖组件(74),所述载具输送线(71)用于输送装载产品的产品载具,所述载具开盖组件(72)和所述载具关盖组件(74)分别用于对产品载具进行开盖和关盖,所述载具定位组件(73)用于对开盖后的产品载具进行定位并与所述取料机械手(6)配合进行产品取料。
5.根据权利要求1所述的一种手机中框自动下料设备,其特征在于:所述取料机械手(6)包括六轴机械手(61),所述六轴机械手(61)的动作端连接有吸盘安装座(62),所述吸盘安装座(62)的两端均开设有安装横槽(63),所述安装横槽(63)中部设有安装方孔(64),所述安装横槽(63)的两端均排列开设有若干固定孔(65),所述安装横槽(63)内设置有若干吸盘固定片(66),所述吸盘固定片(66)的两端设有与所述安装方孔(64)配合的横腰型孔(67),所述吸盘固定片(66)的中部设有用于真空吸盘(68)安装的竖腰型孔(69)。
6.根据权利要求1所述的一种手机中框自动下料设备,其特征在于:所述合格品下料机构(3)和所述不良品下料机构(4)均包括满托盘输送线、满托盘顶升组件和满托盘定位组件,所述满托盘定位组件位于所述满托盘输送线的后端上方,所述满托盘顶升组件处在所述满托盘定位组件和所述满托盘输送线的之间。
7.根据权利要求2所述的一种手机中框自动下料设备,其特征在于:所述空托盘上料机构(2)还包括空托盘定位组件(23),所述空托盘定位组件(23)包括呈矩形设置的前、后、左、右四个定位支座(231),四个所述定位支座(231)的两端均设置有定位气缸(232),所述定位气缸(232)的动作端设置有定位块(233)。
8.根据权利要求3所述的一种手机中框自动下料设备,其特征在于:所述平行气缸(55)的两个动作端均设置有纵向长板(57),所述纵向长板(57)的中部与所述第一升降座(53)滑动配合,所述纵向长板(57)的一端与所述平行气缸(55)的动作端连接,所述纵向长板(57)的另一端连接有横向长板(58),所述横向长板(58)的两端均设置有所述l型板(56)和小z轴气缸(59),所述小z轴气缸(59)的动作端设置有分盘叉(510),所述第一升降座(53)的两侧均浮动设置有托盘压柱(511)。
9.根据权利要求4所述的一种手机中框自动下料设备,其特征在于:所述产品输送机构(7)还包括载具回流输送线(75)和载具换向组件(76),所述载具回流输送线(75)设置在所述机柜(1)内并处在所述载具输送线(71)的下方,所述载具换向组件(76)位于所述载具输送线(71)的出料端以及所述载具回流输送线(75)的入料端。
10.根据权利要求4所述的一种手机中框自动下料设备,其特征在于:所述载具输送线(71)的入料端设置有载具阻挡组件(77),所述载具阻挡组件(77)包括前后设置的第一阻挡气缸(771)和第二阻挡气缸(772),所述第一阻挡气缸(771)的动作端设置有阻挡竖杆(773),所述阻挡竖杆(773)的顶端转动设置有第一转轮(774),所述第二阻挡气缸(772)上设置有阻挡座(775),所述阻挡座(775)上铰接有铰接块(776),所述第二阻挡气缸(772)的动作端与所述铰接块(776)的一端连接,所述铰接块(776)上转动设置有第二转轮(777)。
技术总结
本发明旨在提供一种全自动化作业、工作效率高且能够完成分类下料的手机中框自动下料设备。本发明包括机柜及设置在所述机柜上的空托盘上料机构、合格品下料机构、不良品下料机构、托盘转移机构、取料机械手和产品输送机构。本发明涉及自动化生产的技术领域。
技术研发人员:潘孔斌,张本伍,朱亮,胡仁有
受保护的技术使用者:珠海市运泰利自动化设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!