一种用于组合柜生产的自动分拣方法及系统与流程
本发明主要涉及机械加工分拣,具体涉及一种用于组合柜生产的自动分拣方法及系统。
背景技术:
1、组合柜是通过多个板材工件组合形成的柜体,目前的组合柜生产过程中,通过加工各种型号的板材工件,将不同型号的板材工件分拣组合形成组合柜。现有的组合柜生产线依靠视觉识别板材工件的型号,并通过机械臂进行分拣,由于现有的生产线的分拣和装配操作是相互独立的工序,导致生产线上板材工件分拣出现堆积的情况,影响板材工件分拣的便捷性,从而影响组合柜生产线的装配效率。
技术实现思路
1、本发明的目的在于克服现有技术的不足,本发明提供了一种用于组合柜生产的自动分拣方法及系统,所述分拣方法通过获取板材工件的型号,并确定板材工件的位置编号信息,根据装配操作端的装配需求对板材工件进行查询和分拣,提高板材工件分拣的便捷性以及组合柜的装配效率。
2、本发明提供了一种用于组合柜生产的自动分拣方法,所述分拣方法包括:
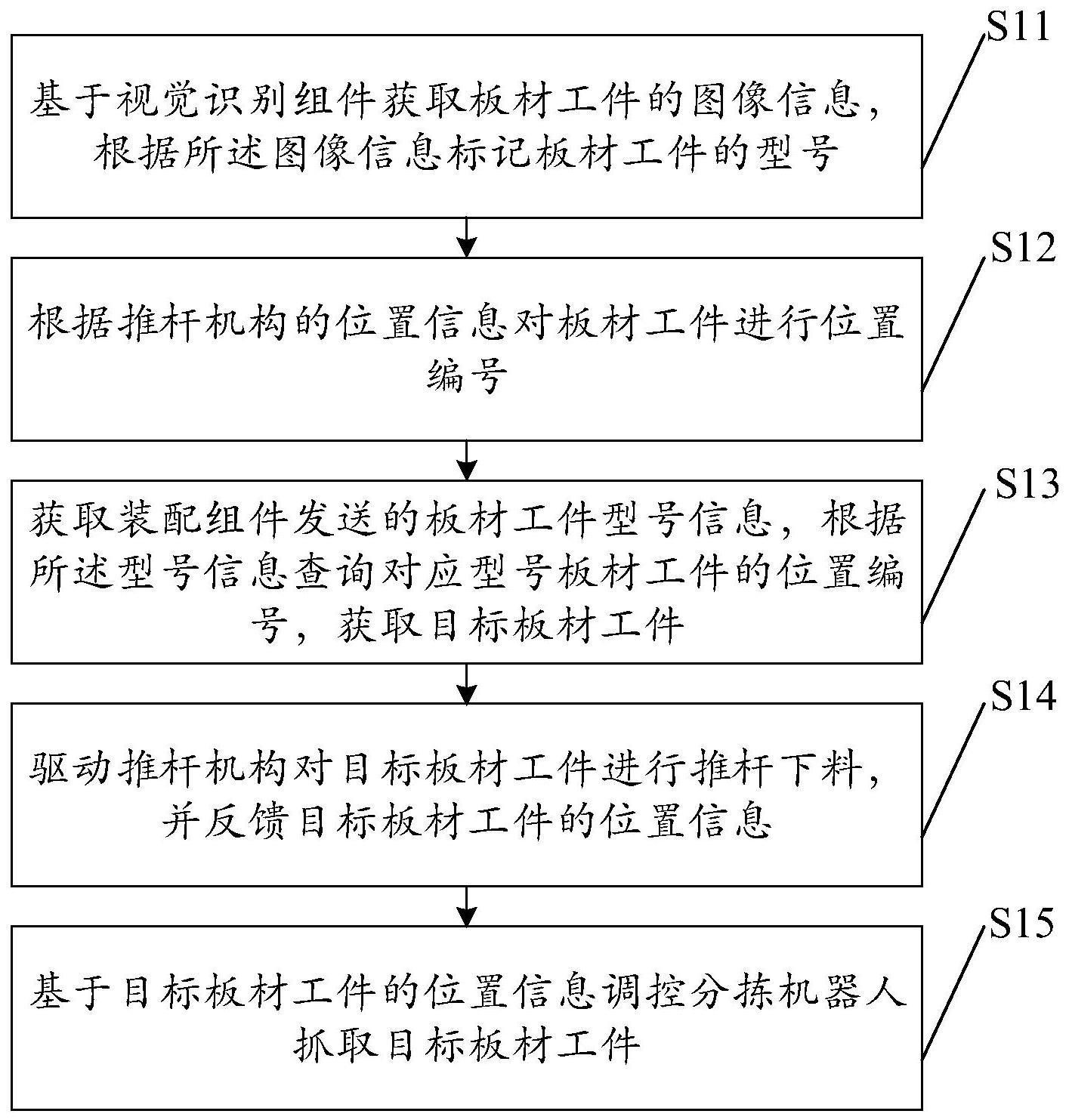
3、基于视觉识别组件获取板材工件的图像信息,根据所述图像信息标记板材工件的型号;
4、根据推杆机构的位置信息对板材工件进行位置编号;
5、获取装配操作端发送的板材工件型号信息,根据所述型号信息查询对应型号板材工件的位置编号,获取目标板材工件;
6、驱动推杆机构对目标板材工件进行推杆下料,并反馈目标板材工件的位置信息;
7、基于目标板材工件的位置信息调控分拣机器人抓取目标板材工件。
8、进一步的,所述基于视觉识别组件获取板材工件的图像信息,根据所述图像信息标记板材工件的型号包括:
9、基于视觉识别组件获取板材工件的图像信息,对所述图像信息进行图像处理,提取板材工件的尺寸和形状特征;
10、根据板材工件的尺寸和形状特征确定板材工件的型号并进行标记。
11、进一步的,所述根据推杆机构的位置信息对板材工件进行位置编号包括:
12、根据推杆机构的排列设置计数数组,通过所述计数数组对进入推杆机构工作范围内的板材工件进行位置编号。
13、进一步的,所述根据推杆机构的位置信息对板材工件进行位置编号还包括:
14、根据板材工件的运输和推杆机构的动作,对所述计数数组进行动态更新。
15、进一步的,所述根据板材工件的运输和推杆机构的动作,对所述计数数组进行动态更新包括:
16、子控系统根据分拣传输带对板材工件的运输,对计数数组内板材工件信息进行动态更新;
17、子控系统查询上一推杆机构的板材工件信息,并根据上一推杆机构的板材工件信息对当前推杆机构的板材工件信息进行更新。
18、进一步的,所述根据上一推杆机构的板材工件信息对当前推杆机构的板材工件信息进行更新包括:
19、子控系统查询上一推杆机构是否执行推杆指令操作,若是,子控系统对当前推杆机构的板材工件信息标记为空。
20、进一步的,所述获取装配操作端发送的板材工件型号信息,根据所述型号信息查询对应型号板材工件的位置编号,获取目标板材工件包括:
21、获取装配操作端发送的板材工件型号信息,根据所述型号信息查询推杆机构下的板材工件型号,得到对应型号的板材工件的位置编号。
22、进一步的,所述驱动推杆机构对目标板材工件进行推杆下料,并反馈目标板材工件的位置信息包括:
23、根据目标板材工件的位置编号生成推杆指令,基于推杆指令驱动推杆机构对目标板材工件进行推杆下料。
24、进一步的,所述基于目标板材工件的位置信息调控分拣机器人抓取目标板材工件包括:
25、根据目标板材工件的位置信息生成搬运指令,分拣机器人基于所述搬运指令执行目标板材工件的搬运操作。
26、本发明还提供了一种用于组合柜生产的自动分拣系统,所述自动分拣系统包括主控系统、子控系统、分拣传输带、若干个分拣机器人和若干个装配操作端;
27、所述主控系统与所述若干个装配操作端以及若干个分拣机器人连接,所述子控系统与所述分拣传输带连接,所述主控系统与所述子控系统信号连接;
28、所述自动分拣系统用于执行所述自动分拣方法。
29、本发明提供了一种用于组合柜生产的自动分拣方法及系统,所述分拣方法通过获取板材工件的型号,并确定板材工件的位置编号信息,根据装配操作端的装配需求对板材工件进行查询和分拣,提高板材工件分拣的便捷性以及组合柜的装配效率。
技术特征:
1.一种用于组合柜生产的自动分拣方法,其特征在于,所述分拣方法包括:
2.如权利要求1所述的用于组合柜生产的自动分拣方法,其特征在于,所述基于视觉识别组件获取板材工件的图像信息,根据所述图像信息标记板材工件的型号包括:
3.如权利要求1所述的用于组合柜生产的自动分拣方法,其特征在于,所述根据推杆机构的位置信息对板材工件进行位置编号包括:
4.如权利要求3所述的用于组合柜生产的自动分拣方法,其特征在于,所述根据推杆机构的位置信息对板材工件进行位置编号还包括:
5.如权利要求4所述的用于组合柜生产的自动分拣方法,其特征在于,所述根据板材工件的运输和推杆机构的动作,对所述计数数组进行动态更新包括:
6.如权利要求5所述用于组合柜生产的自动分拣方法,其特征在于,所述根据上一推杆机构的板材工件信息对当前推杆机构的板材工件信息进行更新包括:
7.如权利要求1所述的用于组合柜生产的自动分拣方法,其特征在于,所述获取装配操作端发送的板材工件型号信息,根据所述型号信息查询对应型号板材工件的位置编号,获取目标板材工件包括:
8.如权利要求1所述的用于组合柜生产的自动分拣方法,其特征在于,所述驱动推杆机构对目标板材工件进行推杆下料,并反馈目标板材工件的位置信息包括:
9.如权利要求1所述的用于组合柜生产的自动分拣方法,其特征在于,所述基于目标板材工件的位置信息调控分拣机器人抓取目标板材工件包括:
10.一种用于组合柜生产的自动分拣系统,其特征在于,所述自动分拣系统包括主控系统、子控系统、分拣传输带、若干个分拣机器人和若干个装配操作端;
技术总结
本发明公开了一种用于组合柜生产的自动分拣方法及系统,所述分拣方法包括:基于视觉识别组件获取板材工件的图像信息,根据所述图像信息标记板材工件的型号;根据推杆机构的位置信息对板材工件进行位置编号;获取装配操作端发送的板材工件型号信息,根据所述型号信息查询对应型号板材工件的位置编号,获取目标板材工件;驱动推杆机构对目标板材工件进行推杆下料,并反馈目标板材工件的位置信息;基于目标板材工件的位置信息调控分拣机器人抓取目标板材工件。所述分拣方法通过获取板材工件的型号,并确定板材工件的位置编号信息,根据装配操作端的装配需求对板材工件进行查询和分拣,提高板材工件分拣的便捷性以及组合柜的装配效率。
技术研发人员:蒲小红,吴小波
受保护的技术使用者:广东煜丰实业(集团)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!