一种铸件分拣系统的制作方法
本发明涉及智能塔吊,特别涉及一种铸件分拣系统。
背景技术:
1、铸件经过打箱及粗清处理后,通常呈现散乱无序的状态,打箱是铸件浇注后待铸件凝固并冷却后将型砂打碎,从砂箱中取出铸件的过程,粗清是铸件打箱后将浇冒口与铸件分离的过程,浇冒口包括浇口和冒口,浇口是铸件提供充型的通道,冒口是给铸件提供补缩和出气的通道;而后续的工序需要对铸件来料要求整理成整齐一致的状态。
2、现有技术中,在对来料口的铸件进行整理摆放时,铸件由无序堆叠状态到整齐摆放通常由人工完成,该过程劳动强度大,效率低。
技术实现思路
1、本申请实施例提供了一种铸件分拣系统。为了对披露的实施例的一些方面有一个基本的理解,下面给出了简单的概括。该概括部分不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围。其唯一目的是用简单的形式呈现一些概念,以此作为后面的详细说明的序言。
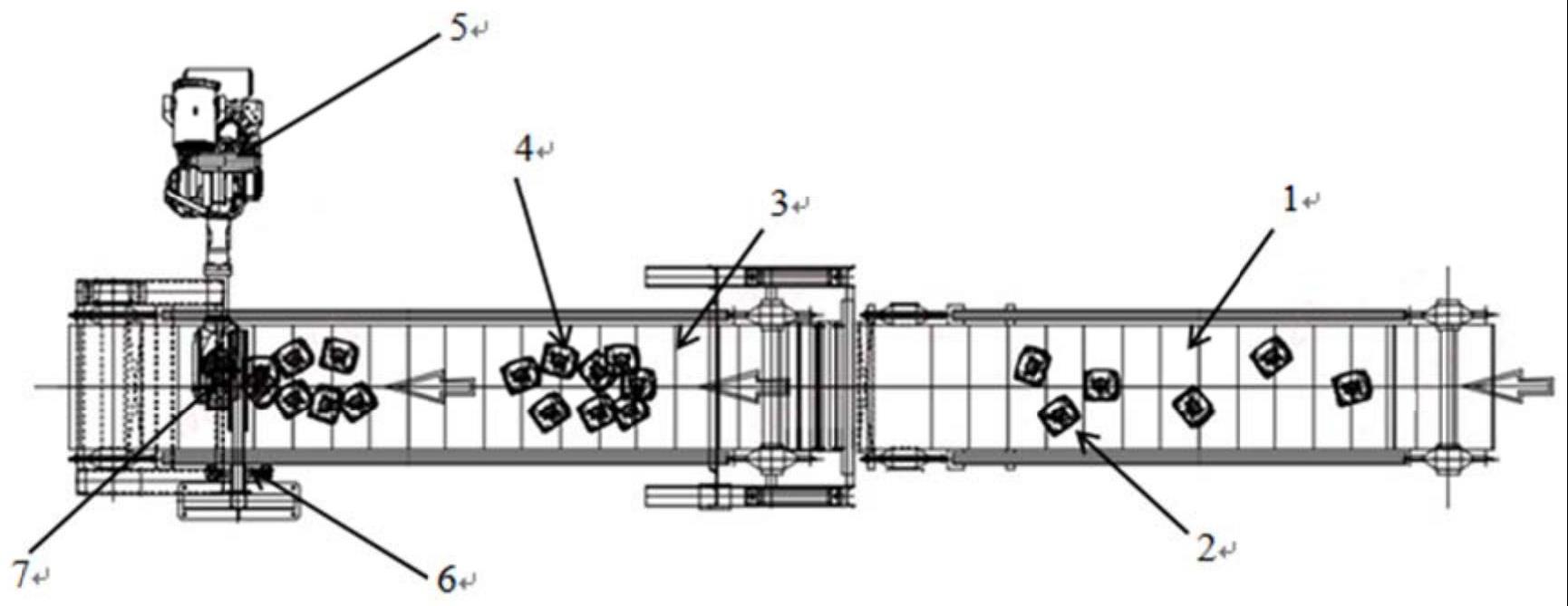
2、第一方面,本申请实施例提供了一种铸件分拣系统,系统包括:
3、第一链板线、第二链板线、3d视觉组件以及智能夹取模块;其中,
4、第一链板线的一端指向进料口,另一端指向第二链板线的一端;第二链板线的另一端指向出料口;3d视觉组件以及智能夹取模块设置于第二链板线上;
5、第一链板线,用于传输出料口的铸件至第二链板线;
6、第二链板线,用于接收来自第一链板线的铸件,并在接收到运转指令时,启动运转;
7、3d视觉组件,用于在检测到铸件时,以控制第二链板线停止运转,并将检测的结果发送至智能夹取模块;
8、智能夹取模块,用于根据接收的检测结果对检测到的铸件进行分拣。
9、可选的,第一链板线的另一端与第二链板线的一端之间的距离在预设第一范围内;第一链板线的另一端与第二链板线的一端之间具有高度差,高度差在预设第二范围内。
10、可选的,第一链板线的另一端与第二链板线的一端之间设置有斜槽;其中,
11、斜槽,用于接收来自第一链板线的铸件,使其滑落到第二链板线上。
12、可选的,智能夹取模块包括机器人以及机器人分拣夹具;其中,
13、机器人与机器人分拣夹具之间通信连接;其中,
14、机器人,用于接收检测的结果,并根据该结果控制机器人分拣夹具对检测到的铸件进行夹取,以对检测到的铸件进行分拣。
15、可选的,机器人分拣夹具包括底座、吸盘模块以及夹具模块;其中,
16、吸盘模块以及夹具模块设置在底座上;其中,
17、吸盘模块,用于调整检测到的铸件的位置和方向;
18、夹具模块,用于夹取调整位置和方向后的铸件。
19、可选的,吸盘模块包括缓冲器、电磁吸盘以及吸盘气缸;其中,
20、缓冲器、电磁吸盘以及吸盘气缸设置与底座上;其中,
21、缓冲器与电磁吸盘活动连接,电磁吸盘与吸盘气缸活动连接。
22、可选的,缓冲器,用于缓冲电磁吸盘转动所产生的转动力;
23、电磁吸盘,用于吸附检测到的铸件;
24、吸盘气缸,用于控制电磁吸盘进行转动。
25、可选的,夹具模块包括移动夹臂模块和固定夹臂模块;其中,
26、移动夹臂模块和固定夹臂模块分别设置于底座上;
27、移动夹臂模块,用于控制与固定夹臂模块之间的距离,以实现对检测到的铸件进行夹取。
28、可选的,移动夹臂模块包括导轨、移动侧夹臂、夹紧油缸和位移传感器;其中,
29、导轨设置于底座上,位移传感器设置于导轨的侧面,移动侧夹臂与导轨活动连接;夹紧油缸的一端与移动侧夹臂连接,另一端与导轨活动连接;其中,
30、移动侧夹臂和夹紧油缸能够在导轨上进行滑动;
31、夹紧油缸,用于对移动侧夹臂提供滑动的动力;
32、位移传感器,用于检测移动侧夹臂的移动距离。
33、可选的,固定夹臂模块包括固定侧夹臂、齿形压块;其中,
34、固定侧夹臂的一端与底座连接,另一端与齿形压块连接。
35、本申请实施例提供的技术方案可以包括以下有益效果:
36、在本申请实施例中,通过第一链板线将物料传输到第二链板线上进行堆叠,在堆叠到一定程度后,控制第二链板线开始运转,在3d视觉组件在检测到铸件时,控制第二链板线停止运转,控制智能夹取模块对检测到的铸件进行分拣。由于3d视觉组件可自动识别出铸件,并自动通过智能夹取模块对铸件进行分拣,从而可实现铸件的自动化无序分拣工作,无需人工参与,提高了无序分拣过程的效率和可靠性。
37、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
技术特征:
1.一种铸件分拣系统,其特征在于,所述系统包括:
2.根据权利要求1所述的一种铸件分拣系统,其特征在于,所述第一链板线的另一端与所述第二链板线的一端之间的距离在预设第一范围内;所述第一链板线的另一端与所述第二链板线的一端之间具有高度差,所述高度差在预设第二范围内。
3.根据权利要求1所述的一种铸件分拣系统,其特征在于,
4.根据权利要求1所述的一种铸件分拣系统,其特征在于,
5.根据权利要求4所述的一种铸件分拣系统,其特征在于,
6.根据权利要求5所述的一种铸件分拣系统,其特征在于,
7.根据权利要求6所述的一种铸件分拣系统,其特征在于,
8.根据权利要求5所述的一种铸件分拣系统,其特征在于,
9.根据权利要求8所述的一种铸件分拣系统,其特征在于,
10.根据权利要求8所述的一种铸件分拣系统,其特征在于,
技术总结
本发明公开了一种铸件分拣系统,系统包括:第一链板线、第二链板线、3D视觉组件以及智能夹取模块;第一链板线的一端指向进料口,另一端指向第二链板线的一端;第二链板线的另一端指向出料口;3D视觉组件以及智能夹取模块设置于第二链板线上;第一链板线用于传输出料口的铸件至第二链板线;第二链板线用于接收来自第一链板线的铸件,并在接收到运转指令时,启动运转;3D视觉组件在检测到铸件时,以控制第二链板线停止运转,并将检测的结果发送至智能夹取模块;智能夹取模块用于根据接收的检测结果对检测到的铸件进行分拣。因此,采用本申请实施例,可实现铸件的自动化无序分拣工作,无需人工参与,提高了无序分拣过程的效率和可靠性。
技术研发人员:伍启华,王志,齐亚平,王超,鲍玉娟
受保护的技术使用者:潍柴动力股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!