缺陷手套检测剔除系统及方法与流程
本发明涉及一次性手套加工,具体涉及一种缺陷手套检测剔除系统及方法。
背景技术:
1、在一次性手套生产领域,现有的缺陷手套检测装置设置在手套未完全脱模(手套的全部或部分保留在手模上)的工位,例如手掌工位、撑口工位和下垂工位等,当手套生产线进入下垂工位经手套点数机摘取下垂状态的半脱模的手套,摘取下的手套经点数码沓之后,成沓的手套即进入包装环节,最终流入市场。例如授权公告号为cn115318671a的基于多工位视觉检测的缺陷手套识别及剔除系统,生产线的不同生产工位分别设计了不同的视觉检测系统,增加了检测的精度与检测速度。而实际生产时,点数机摘取手套的过程中,会产生手套撕破的情况,而此时由于点数机撕破的手套已经在点数机的料盒中码放成一沓,进入到后端包装环节,最终流入市场,使终端客户存在暴露风险,对公司而言则面临着投诉更甚者会造成生产事故,给双方都带来损失。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种缺陷手套检测剔除系统及方法,将点数机撕破的手套识别后进行剔除,避免流入市场及终端用户。
2、本发明的技术方案为:
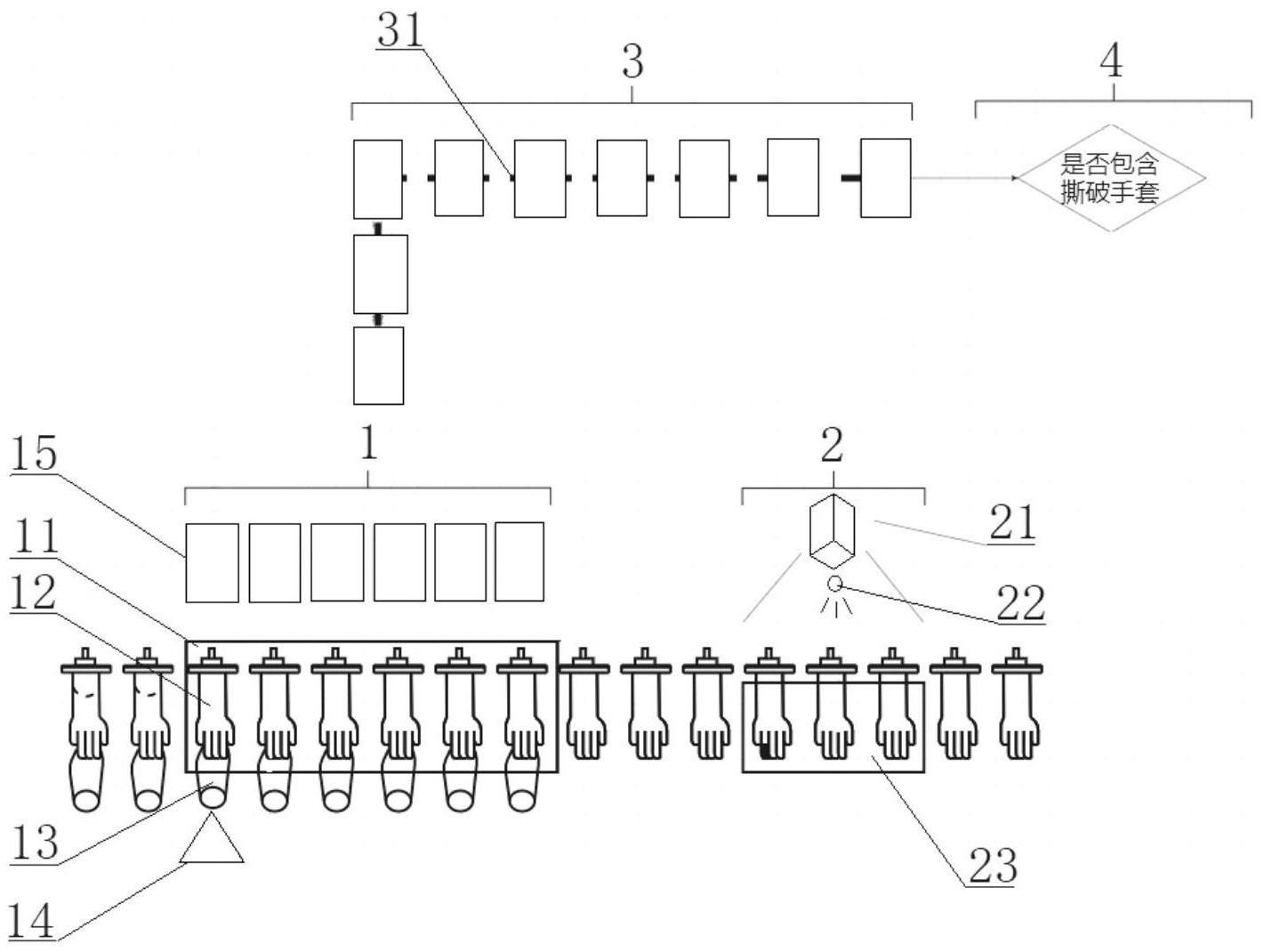
3、一种缺陷手套检测剔除系统,包括手模视觉缺陷检测系统,手模视觉缺陷检测系统对手模进行编码,系统还包括手套剔除模块,手模视觉缺陷检测系统识别缺陷手模并进行标识后发送手套剔除模块,手套剔除模块接收手模视觉缺陷检测系统检测出的缺陷手模的编码,并根据编码对应识别缺陷手套的位置,将缺陷手套进行剔除。
4、优选地,所述手套剔除模块包括plc控制器和剔除装置,手模视觉缺陷检测系统包括视觉检测模块,根据手套剔除模块标识的缺陷手模的位置,plc控制器控制剔除装置将对应的缺陷手套或缺陷手套所在的一沓手套剔除。
5、优选地,所述剔除装置设置在点数机区域,和/或输送装置区域,和/或装盒区域。
6、优选地,所述视觉检测模块设置于手套点数机工位之后的工位,对手套点数机脱模后的手模进行缺陷检测。
7、优选地,所述缺陷手套的位置包括点数机,和/或输送装置,和/或装盒区域。
8、本发明的技术方案为:
9、一种缺陷手套检测剔除方法,包括:
10、手模视觉缺陷检测系统对所有手模进行编码,并检测缺陷手模后得到缺陷手模编码;
11、手模视觉缺陷检测系统将缺陷手模编码发送手套剔除模块,手套剔除模块根据缺陷手模编码确定缺陷手套,并根据手模编码、缺陷手模编码定位缺陷手模对应的缺陷手套的位置,将缺陷手套进行剔除。
12、优选地,所述缺陷手套的位置,通过点数机最左侧手模与缺陷手模之间编码的偏差值,取余点数机摘取手套个数来确定。
13、优选地,所述偏差值=(最左侧手模编码-缺陷手摸编码)+1,取余点数机摘取手套个数=偏差值/点数机摘取手套个数。
14、优选地,所述缺陷手套的位置包括点数机,和/或输送装置,和/或装盒区域;缺陷手套的剔除位置对应设置在点数机区域,和/或输送装置区域,和/或装盒区域。
15、优选地,所述缺陷手套在检测过程中,根据点数机料盒中的手套数量是否已达到设定数量,判断缺陷手套是否已离开点数机。
16、本发明与现有技术相比,具有以下有益效果:
17、通过对点数机后脱模的手模进行拍照分析,识别出缺陷手模,根据缺陷手模上的手套残片确认点数机工位上产生出缺陷手套,并判断出缺陷手套的位置,对缺陷手套进行剔除。实现了点数机后工位缺陷手套的识别定位及剔除。避免由于点数机撕破的手套已经在点数机的料盒中码放成一沓,进入到后端包装环节,最终流入市场,使终端客户存在暴露风险。
技术特征:
1.一种缺陷手套检测剔除系统,包括手模视觉缺陷检测系统,手模视觉缺陷检测系统对手模(12)进行编码,其特征在于,系统还包括手套剔除模块,手模视觉缺陷检测系统识别缺陷手模并进行标识后发送手套剔除模块,手套剔除模块接收手模视觉缺陷检测系统检测出的缺陷手模的编码,并根据编码对应识别缺陷手套的位置,将缺陷手套进行剔除。
2.如权利要求1所述的缺陷手套检测剔除系统,其特征在于,所述手套剔除模块包括plc控制器和剔除装置,手模视觉缺陷检测系统包括视觉检测模块(2),根据手套剔除模块标识的缺陷手模的位置,plc控制器控制剔除装置将对应的缺陷手套或缺陷手套所在的一沓手套(13)剔除。
3.如权利要求2所述的缺陷手套检测剔除系统,其特征在于,所述剔除装置设置在点数机(11)区域,和/或输送装置(31)区域,和/或装盒区域。
4.如权利要求2所述的缺陷手套检测剔除系统,其特征在于,所述视觉检测模块(2)设置于手套点数机工位之后的工位,对手套点数机脱模后的手模进行缺陷检测。
5.如权利要求1所述的缺陷手套检测剔除系统,其特征在于,所述缺陷手套的位置包括点数机(11),和/或输送装置(31),和/或装盒区域。
6.一种缺陷手套检测剔除方法,其特征在于,包括:
7.如权利要求6所述的缺陷手套检测剔除方法,其特征在于,所述缺陷手套的位置,通过点数机(11)最左侧手模与缺陷手模之间编码的偏差值,取余点数机(11)摘取手套(13)个数来确定。
8.如权利要求7所述的缺陷手套检测剔除方法,其特征在于,所述偏差值=(最左侧手模编码-缺陷手摸编码)+1,取余点数机(11)摘取手套(13)个数=偏差值/点数机(11)摘取手套(13)个数。
9.如权利要求8所述的缺陷手套检测剔除方法,其特征在于,所述缺陷手套的位置包括点数机(11),和/或输送装置(31),和/或装盒区域;缺陷手套的剔除位置对应设置在点数机(11)区域,和/或输送装置(31)区域,和/或装盒区域。
10.如权利要求8所述的缺陷手套检测剔除方法,其特征在于,所述缺陷手套在检测过程中,根据点数机料盒中的手套数量是否已达到设定数量,判断缺陷手套是否已离开点数机。
技术总结
本发明涉及一次性手套加工技术领域,具体涉及一种缺陷手套检测剔除系统及方法。本发明包括手模视觉缺陷检测系统,手模视觉缺陷检测系统对手模进行编码,系统还包括手套剔除模块,手模视觉缺陷检测系统识别缺陷手模并进行标识后发送手套剔除模块,手套剔除模块接收手模视觉缺陷检测系统检测出的缺陷手模的编码,并根据编码对应识别缺陷手套的位置,将缺陷手套进行剔除。本发明通过对点数机后脱模的手模进行拍照分析,识别出缺陷手模,根据缺陷手模上的手套残片确认点数机工位上产生出缺陷手套,并判断出缺陷手套的位置,对缺陷手套进行剔除;实现了点数机后工位缺陷手套的识别定位及剔除。避免流入市场,使终端客户存在暴露风险。
技术研发人员:李彬,梁文鑫,臧杰,王鹏,闫蕾
受保护的技术使用者:山东瑞邦智能装备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!