一种等静压石墨筒料制备工艺的制作方法
本申请涉及等静压石墨的,尤其是涉及一种等静压石墨筒料制备工艺。
背景技术:
1、等静压石墨在生产过程中,由于参数的不同,等静压石墨也具有不同的形状,例如筒状且镂空的等静压石墨,但是在使用中,对圆筒状镂空的等静压石墨往往需要人工质检,从而导致效率较为低下。
技术实现思路
1、针对现有技术存在的不足,本申请的目的之一是提供一种等静压石墨筒料制备工艺,其具有质检效率较高的优点。
2、本申请的上述目的是通过以下技术方案得以实现的:
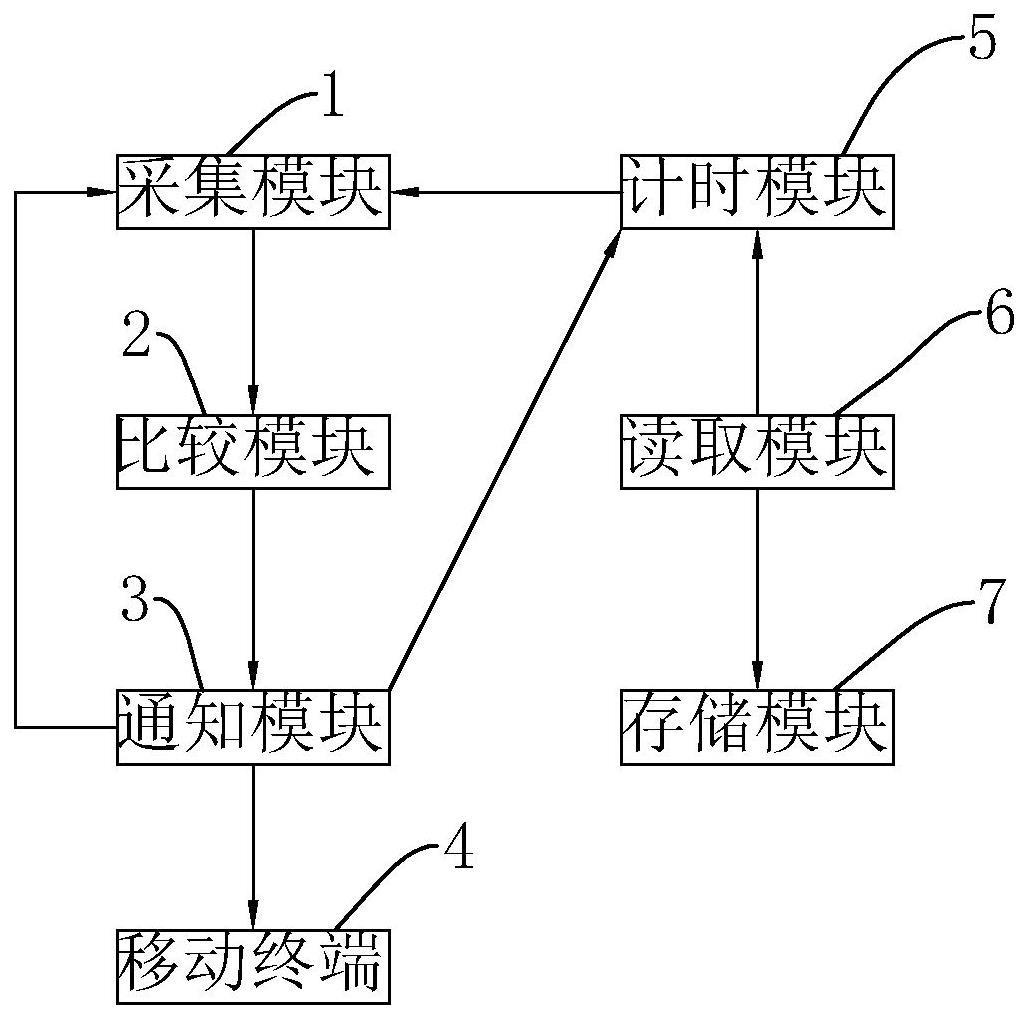
3、一种等静压石墨筒料制备工艺,包括质检工序,所述的质检工序采用质检系统和质检装置,所述的质检装置包括旋转台和夹持装置,所述的夹持装置用于将物料夹持至旋转台上,所述的夹持装置还用于将灯柱放置在物料内,所述的旋转台用于带动所述的物料转动,所述的质检系统包括采集模块、比较模块和通知模块,所述的采集模块用于对转动的物料进行图像采集,并将采集的图像发送至比较模块,所述的比较模块用于对接收到的图像与标准图像进行比较,若不相同,发送不合格信号至通知模块,通知模块接收到不合格信号后,进行通知。
4、通过采用上述技术方案,在检测过程中,通过将灯柱放置筒状镂空的等静压石墨内,使得能够对等静压石墨进行照亮,并通过采集模块对图像进行采集,从而使得对等静压石墨的质检效果更好。
5、本申请在一较佳示例中可以进一步配置为:所述的质检系统还包括存储模块和读取模块,所述的读取模块用于读取存储模块内存储的当前生产的物料的内径,并控制夹持装置夹持对应的灯柱。
6、通过采用上述技术方案,在质检中,通过对生产的物料的内径进行读取并转移相应的灯柱,使得检测效果更好。
7、本申请在一较佳示例中可以进一步配置为:所述的质检系统还包括计时模块,所述的读取模块在读取存储模块内存储的内径后,发送计时信号至计时模块,计时模块接收到计时信号后,进行计时,并在计时接收到发送采集信号至采集模块,采集模块接收到采集信号后,对物料位置进行图像采集,并将采集到的图像发送至比较模块,比较模块接收到的图像与标准图像进行比较,若不一致,发送灯柱异常信号至通知模块。
8、通过采用上述技术方案,计时模块的存在,使得在将灯柱放置在等静压石墨内时,在计时结束后,进行图像采集,因此当灯柱未放置在等静压石墨内时,能够及时发现。
9、本申请在一较佳示例中可以进一步配置为:通知模块接收到灯柱异常信号后,控制夹持装置将灯柱转移至标准模具处,并发送采集信号至采集模块,采集模块对标准模具位置进行图像采集,并发送至比较模块,比较模块将接收到的图像与标准图像进行比对,若一致,发送产品异常信号至通知模块。
10、通过采用上述技术方案,当灯柱未放置在等静压石墨内时,将灯珠转移至对应的标准模具处,若灯柱能够进入对应的标准模具内,表明产品出现异常。
11、本申请在一较佳示例中可以进一步配置为:若比较模块接收到的图像与标准图像不一致,发送存储错误信号至通知模块。
12、通过采用上述技术方案,若灯柱不能够进入至标准模具内,表明存储模块内的存储信息出错。
13、本申请在一较佳示例中可以进一步配置为:质检系统还包括移动终端,通知模块在接收到存储错误信号后,发送生产错误信号至移动终端,移动终端接收到生产错误信号后,进行显示。
14、通过采用上述技术方案,移动终端进行信息显示,从而便于操作人员进行检修。
15、本申请在一较佳示例中可以进一步配置为:所述的通知模块在接收到产品异常信号后,发送计时信号至计时模块,并控制夹持装置,将标准模具转移至旋转台上,并将灯柱放置在标准模具内,计时模块接收到计时信号后,进行计时,并在计时接收到发送采集信号至采集模块,采集模块接收到采集信号后,对物料位置进行图像采集,并将采集到的图像发送至比较模块,比较模块将接收到的图像与标准图像进行比较,若不一致,发送旋转台异常信号至通知模块。
16、通过采用上述技术方案,通过将标准模具转移至旋转台上,并将灯柱再次放置在标准模具内,若无法放置在标准模具内,则表明旋转台出现问题。
17、本申请在一较佳示例中可以进一步配置为:通知模块在接收到旋转台异常信号后,发送检验信号至采集模块,所述的采集模块响应检验信号对旋转台进行图像采集,并发送至比较模块进行比较,比较模块将接收到的图像与标准图像进行比较,若不一致,发送确认信号至通知模块。
18、通过采用上述技术方案,通过对旋转台进行图像采集,若旋转台存在问题,通知模块进行通知。
技术特征:
1.一种等静压石墨筒料制备工艺,其特征在于:包括质检工序,所述的质检工序采用质检系统和质检装置,所述的质检装置包括旋转台和夹持装置,所述的夹持装置用于将物料夹持至旋转台上,所述的夹持装置还用于将灯柱放置在物料内,所述的旋转台用于带动所述的物料转动,所述的质检系统包括采集模块(1)、比较模块(2)和通知模块(3),所述的采集模块(1)用于对转动的物料进行图像采集,并将采集的图像发送至比较模块(2),所述的比较模块(2)用于对接收到的图像与标准图像进行比较,若不相同,发送不合格信号至通知模块(3),通知模块(3)接收到不合格信号后,进行通知。
2.根据权利要求1所述的一种等静压石墨筒料制备工艺,其特征在于:所述的质检系统还包括存储模块(7)和读取模块(6),所述的读取模块(6)用于读取存储模块(7)内存储的当前生产的物料的内径,并控制夹持装置夹持对应的灯柱。
3.根据权利要求2所述的一种等静压石墨筒料制备工艺,其特征在于:所述的质检系统还包括计时模块(5),所述的读取模块(6)在读取存储模块(7)内存储的内径后,发送计时信号至计时模块(5),计时模块(5)接收到计时信号后,进行计时,并在计时接收到发送采集信号至采集模块(1),采集模块(1)接收到采集信号后,对物料位置进行图像采集,并将采集到的图像发送至比较模块(2),比较模块(2)接收到的图像与标准图像进行比较,若不一致,发送灯柱异常信号至通知模块(3)。
4.根据权利要求3所述的一种等静压石墨筒料制备工艺,其特征在于:通知模块(3)接收到灯柱异常信号后,控制夹持装置将灯柱转移至标准模具处,并发送采集信号至采集模块(1),采集模块(1)对标准模具位置进行图像采集,并发送至比较模块(2),比较模块(2)将接收到的图像与标准图像进行比对,若一致,发送产品异常信号至通知模块(3)。
5.根据权利要求4所述的一种等静压石墨筒料制备工艺,其特征在于:若比较模块(2)接收到的图像与标准图像不一致,发送存储错误信号至通知模块(3)。
6.根据权利要求5所述的一种等静压石墨筒料制备工艺,其特征在于:质检系统还包括移动终端(4),通知模块(3)在接收到存储错误信号后,发送生产错误信号至移动终端(4),移动终端(4)接收到生产错误信号后,进行显示。
7.根据权利要求4所述的一种等静压石墨筒料制备工艺,其特征在于:所述的通知模块(3)在接收到产品异常信号后,发送计时信号至计时模块(5),并控制夹持装置,将标准模具转移至旋转台上,并将灯柱放置在标准模具内,计时模块(5)接收到计时信号后,进行计时,并在计时接收到发送采集信号至采集模块(1),采集模块(1)接收到采集信号后,对物料位置进行图像采集,并将采集到的图像发送至比较模块(2),比较模块(2)将接收到的图像与标准图像进行比较,若不一致,发送旋转台异常信号至通知模块(3)。
8.根据权利要求7所述的一种等静压石墨筒料制备工艺,其特征在于:通知模块(3)在接收到旋转台异常信号后,发送检验信号至采集模块(1),所述的采集模块(1)响应检验信号对旋转台进行图像采集,并发送至比较模块(2)进行比较,比较模块(2)将接收到的图像与标准图像进行比较,若不一致,发送确认信号至通知模块(3)。
技术总结
本申请涉及一种等静压石墨筒料制备工艺,涉及等静压石墨的技术领域,包括质检工序,所述的质检工序采用质检系统和质检装置,所述的质检装置包括旋转台和夹持装置,所述的夹持装置用于将物料夹持至旋转台上,所述的夹持装置还用于将灯柱放置在物料内,所述的旋转台用于带动所述的物料转动,所述的质检系统包括采集模块、比较模块和通知模块,所述的采集模块用于对转动的物料进行图像采集,并将采集的图像发送至比较模块,所述的比较模块用于对接收到的图像与标准图像进行比较,若不相同,发送不合格信号至通知模块,通知模块接收到不合格信号后,进行通知。本申请具有质检效率较高的优点。
技术研发人员:吴庆斌,周大伟,沈永辉,杨程,王雪诚
受保护的技术使用者:江苏宏基高新材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!