一种密封圈的缺陷检测设备及检测方法与流程
本发明涉及物料光学定位,具体为一种密封圈的缺陷检测设备及检测方法。
背景技术:
1、当前,工业自动化水平越来越高,消费者对产品质量要求也愈加严格,产品质量关乎生产厂商的生命线和未来发展,缺陷检测技术被广泛应用于布匹瑕疵检测、工件表面质量检测、航空航天领域等。工业产品检测不仅可以保证产品质量,还可以反映生产工艺中存在的问题,是工业生产中必不可少的环节。目前,工业界普遍采取的产品缺陷检测的方式主要有两种:(1)人工检测;(2)基于机器视觉的检测方法。其中,人工检测存在效率低、成本高、人工易产生疲倦等诸多缺点;在大批量工业生产中,基于机器视觉的缺陷检测方法在准确率、速度、成本等方面都优于人工方法,因此,采用基于机器视觉的智能检测手段来取代人工方法是工业质量检测的必然趋势。
2、但是传统的检测设备在使用存在不足:
3、1、在进行尺寸和外观检测时,通过拉伸对物料进行固定检测,但是拉伸的密封圈在尺寸检测时会出现一定误差,需要气动元件对外观检测装置和尺寸检测装置进行驱动,成本高效率低的缺点;
4、2、同时在对密封圈通过弹簧进行张紧,该张紧的方式缺点是线径范围小,动作及其的不平稳,且悬挂密封圈的挂轮上置,在下料时需要多余的卸料操作,出现变形和翘曲的密封圈上料难;
5、3、在卸料时,上置的密封圈需要通过机械臂或者转动的方式进行卸料,不仅增加设计的成本同时耽误效率。
技术实现思路
1、本发明的目的在于提供一种密封圈的缺陷检测设备及检测方法,以解决上述背景技术中提出的相关问题。
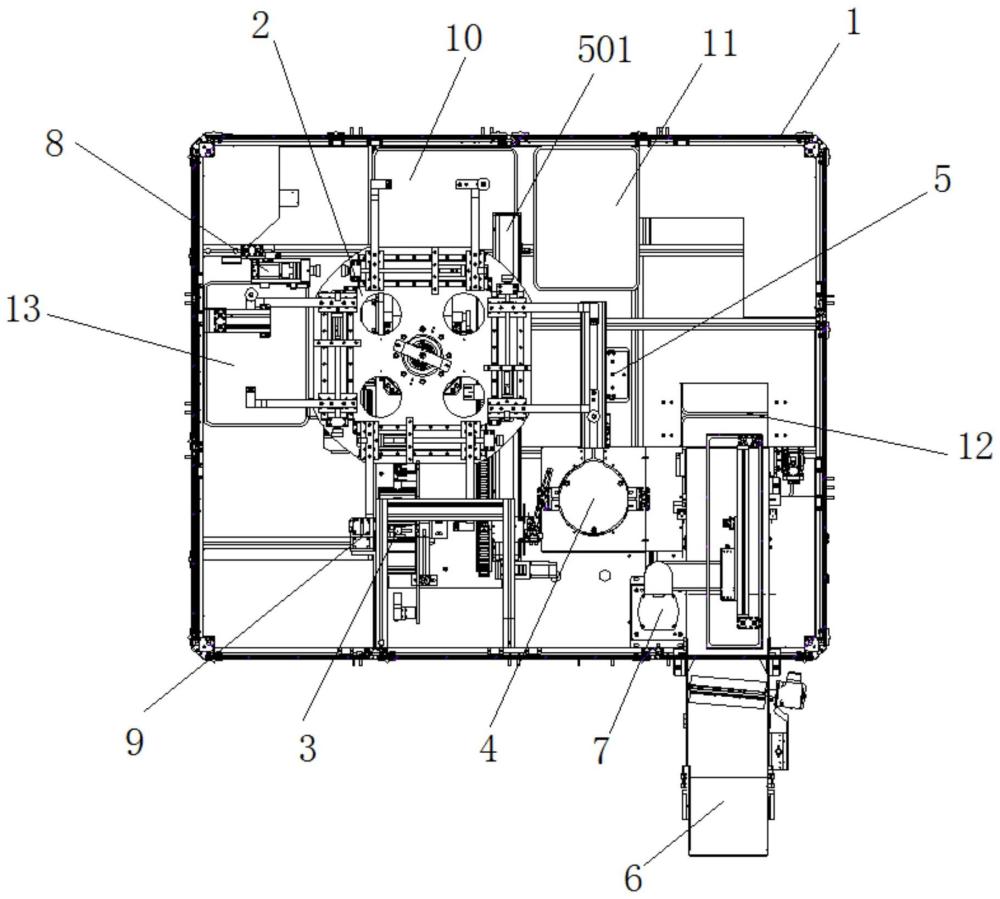
2、为实现上述目的,本发明提供如下技术方案:一种密封圈的缺陷检测设备,包括装置框架,所述装置框架正面一端的一侧设置有转载视觉定位装置,所述转载视觉定位装置一侧的中间位置处设置有机械臂,所述转载视觉定位装置的背面一端设置有未检回料口,所述转载视觉定位装置靠近机械臂一侧的背面一端设置有尺寸检测组件,所述装置框架内部正面一端的中间位置处设置有外观检测组件,所述装置框架内部的底部设置有上料平台装置,所述装置框架内部底部的中间位置处设置有四工位转盘组件,所述装置框架内部一侧的中间位置处设置有外观合格下料口,所述装置框架内部背面一端设置有外观不良下料口和尺寸不良下料口,所述装置框架内部一侧的背面一端设置有尺寸调节装置,所述装置框架顶部的一侧设置有第一伺服电机。
3、优选的,所述四工位转盘组件包括安装在装置框架底部的分割器,所述分割器的输入端设置有第三联轴器,所述分割器的输出端设置有转盘,所述转盘顶部的两侧和两端设置有导轨,所述导轨的外侧滑动设置有第一支架和第二支架,所述第一支架和第二支架的内部螺纹连接有丝杆,所述丝杆的一侧设置有第一联轴器,所述第一支架和第二支架的底部设置有挂轮,所述第一支架的顶部设置有第二联轴器。
4、优选的,所述外观检测组件包括安装在装置框架内部正面一端的中间位置处的基座,所述基座的背面一端设置有四组第一光源,所述基座背面一端的边缘处设置有五组第一相机,所述第一光源的一侧设置有第二相机。
5、优选的,所述尺寸检测组件包括安装在装置框架内部顶部的两组相机支架以及位于装置框架内部底部的尺寸检测平台,两组所述相机支架相互靠近的一侧设置有第三相机,所述第三相机的底部设置有镜头,所述尺寸检测平台的顶部设置有透镜,所述尺寸检测平台内部的底部设置有第二光源。
6、优选的,所述上料平台装置包括安装在装置框架内部底部的直线模组和第二升降气缸,所述第二升降气缸的输出端设置有载料平台,所述载料平台的一侧设置有导向槽,所述直线模组远离导向槽的一侧设置有线缆拖链,所述线缆拖链靠近导向槽的一侧设置有第一升降气缸,所述第一升降气缸的输出端设置有旋转气缸,所述旋转气缸的输出端设置有摆杆。
7、优选的,所述尺寸调节装置包括位于装置框架靠近外观合格下料口一侧的第二气缸,所述第二气缸的输出端设置有第一气缸,所述第一气缸的输出端设置有第二伺服电机。
8、优选的,所述尺寸检测平台底部的一侧设置有上料导口,所述导向槽位于上料导向口的一侧并对齐。
9、优选的,所述导向槽位于第二支架和第一支架的下方,两组所述挂轮位于导向槽的正上方。
10、优选的,所述第一支架底部的挂轮通过胶圈与第二联轴器相互连接。
11、一种密封圈的缺陷检测设备的使用方法,使用步骤如下:
12、步骤一:上料:物料经装置框架末端装载,输送至前端,并视觉对密封圈进行定位;
13、步骤二:搬运:通过机械臂将“视觉定位”的密封圈搬运至“尺寸检测位”工位的检测区域,即搬运至透镜的上方;
14、步骤三:尺寸检测:第三相机对密封圈进行扫描,第二光源对密封圈进行打光,通过“视觉算法”检测密封圈尺寸;
15、步骤四:搬运:通过上料平台装置将密封圈搬运至“四工位转盘”靠近上料平台装置的“上料位”或尺寸不良下料口处;
16、步骤五:密封圈夹持:搬运至“上料位”的密封圈由“四工位转盘”的“夹持组件”夹持固定;
17、步骤六:搬运:四工位转盘组件顺时针旋转,将密封圈由“上料位”搬运至“外观检测位”;
18、步骤七:外观检测:外观检测组件通过“视觉算法”检测密封圈外观质量;
19、步骤八:搬运:“四工位转盘”顺时针旋转,将外观检测后的密封圈搬运至指定下料口,循环往复以上动作,实现密封圈的自动化检测。
20、与现有技术相比,本发明提供了一种密封圈的缺陷检测设备,具备以下
21、有益效果:
22、1、尺寸检测装置位置前置,消除外观检测时,因物料的拉伸,对后续尺寸检测精度的影响,尺寸检测装置取消翻板机构及气动驱动元件,效率高,成本低,动作可靠、性能稳定,优化外观检测装置结构,取消气动元件,结构简单,成本低,效率高;
23、2、夹持组件取消弹簧张紧,采用气缸张紧的方式,兼容胶圈线径范围更广泛,动作平稳;夹持组件取消挂轮上置,采用挂轮下置的方式,依托重力下料,结构简单效率高;夹持组件取消挂轮上置,采用挂轮下置的方式,解决变形、翘曲物料上料难的问题;夹持组件取消摩擦轴传动,采用磁力传动,传动平稳、噪音低、扭矩大、效率高、无磨损;
24、3、采用重力落料方式,减少下料装置,成本更低;采用重力落料方式,减少下料装置搬运物料的操作时间,效率更高;优化结构布局,增设回料,尺寸不良剔除出口,结构更合理。
技术特征:
1.一种密封圈的缺陷检测设备,包括装置框架(1),其特征在于:所述装置框架(1)正面一端的一侧设置有转载视觉定位装置(6),所述转载视觉定位装置(6)一侧的中间位置处设置有机械臂(7),所述转载视觉定位装置(6)的背面一端设置有未检回料口(12),所述转载视觉定位装置(6)靠近机械臂(7)一侧的背面一端设置有尺寸检测组件(4),所述装置框架(1)内部正面一端的中间位置处设置有外观检测组件(3),所述装置框架(1)内部的底部设置有上料平台装置(5),所述装置框架(1)内部底部的中间位置处设置有四工位转盘组件(2),所述装置框架(1)内部一侧的中间位置处设置有外观合格下料口(13),所述装置框架(1)内部背面一端设置有外观不良下料口(10)和尺寸不良下料口(11),所述装置框架(1)内部一侧的背面一端设置有尺寸调节装置(8),所述装置框架(1)顶部的一侧设置有第一伺服电机(9)。
2.根据权利要求1所述的一种密封圈的缺陷检测设备,其特征在于:所述四工位转盘组件(2)包括安装在装置框架(1)底部的分割器(201),所述分割器(201)的输入端设置有第三联轴器(209),所述分割器(201)的输出端设置有转盘(210),所述转盘(210)顶部的两侧和两端设置有导轨(202),所述导轨(202)的外侧滑动设置有第一支架(206)和第二支架(208),所述第一支架(206)和第二支架(208)的内部螺纹连接有丝杆(203),所述丝杆(203)的一侧设置有第一联轴器(205),所述第一支架(206)和第二支架(208)的底部设置有挂轮(204),所述第一支架(206)的顶部设置有第二联轴器(207)。
3.根据权利要求1所述的一种密封圈的缺陷检测设备,其特征在于:所述外观检测组件(3)包括安装在装置框架(1)内部正面一端的中间位置处的基座(301),所述基座(301)的背面一端设置有四组第一光源(303),所述基座(301)背面一端的边缘处设置有五组第一相机(302),所述第一光源(303)的一侧设置有第二相机(304)。
4.根据权利要求1所述的一种密封圈的缺陷检测设备,其特征在于:所述尺寸检测组件(4)包括安装在装置框架(1)内部顶部的两组相机支架(401)以及位于装置框架(1)内部底部的尺寸检测平台(406),两组所述相机支架(401)相互靠近的一侧设置有第三相机(402),所述第三相机(402)的底部设置有镜头(403),所述尺寸检测平台(406)的顶部设置有透镜(404),所述尺寸检测平台(406)内部的底部设置有第二光源(405)。
5.根据权利要求1所述的一种密封圈的缺陷检测设备,其特征在于:所述上料平台装置(5)包括安装在装置框架(1)内部底部的直线模组(501)和第二升降气缸(507),所述第二升降气缸(507)的输出端设置有载料平台(506),所述载料平台(506)的一侧设置有导向槽(505),所述直线模组(501)远离导向槽(505)的一侧设置有线缆拖链(508),所述线缆拖链(508)靠近导向槽(505)的一侧设置有第一升降气缸(503),所述第一升降气缸(503)的输出端设置有旋转气缸(504),所述旋转气缸(504)的输出端设置有摆杆(502)。
6.根据权利要求1所述的一种密封圈的缺陷检测设备,其特征在于:所述尺寸调节装置(8)包括位于装置框架(1)靠近外观合格下料口(13)一侧的第二气缸(801),所述第二气缸(801)的输出端设置有第一气缸(802),所述第一气缸(802)的输出端设置有第二伺服电机(803)。
7.根据权利要求4所述的一种密封圈的缺陷检测设备,其特征在于:所述尺寸检测平台(406)底部的一侧设置有上料导口,所述导向槽(505)位于上料导向口的一侧并对齐。
8.根据权利要求5所述的一种密封圈的缺陷检测设备,其特征在于:所述导向槽(505)位于第二支架(208)和第一支架(206)的下方,两组所述挂轮(204)位于导向槽(505)的正上方。
9.根据权利要求2所述的一种密封圈的缺陷检测设备,其特征在于:所述第一支架(206)底部的挂轮(204)通过胶圈与第二联轴器(207)相互连接。
10.一种密封圈的缺陷检测设备的使用方法,包括如权利要求1-9任一项所述的一种密封圈的缺陷检测设备,使用方法步骤如下:
技术总结
本发明公开了一种密封圈的缺陷检测设备及检测方法,包括装置框架,所述装置框架正面一端的一侧设置有转载视觉定位装置,所述转载视觉定位装置一侧的中间位置处设置有机械臂,所述转载视觉定位装置的背面一端设置有未检回料口,所述转载视觉定位装置靠近机械臂一侧的背面一端设置有尺寸检测组件,所述装置框架内部正面一端的中间位置处设置有外观检测组件,所述装置框架内部的底部设置有上料平台装置;本发明通过尺寸检测装置位置前置,消除外观检测时,因物料的拉伸,对后续尺寸检测精度的影响,尺寸检测装置取消翻板机构及气动驱动元件,效率高,成本低,动作可靠、性能稳定,优化外观检测装置结构,取消气动元件,结构简单,成本低,效率高。
技术研发人员:韦文波,屠存亮,钱昊,吕政
受保护的技术使用者:合肥安徒视智能科技有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!