一种电池浆料的除铁装置和配送装置的制作方法
本技术涉及电池制造,尤其涉及一种电池浆料的除铁装置和配送装置。
背景技术:
1、目前,在锂电行业的锂电池电芯生产过程中,浆料的稳定性、均匀性是至关重要的。且电池正极材料混有铁磁杂质如单质fe、ni、co等,对成品电池的放电以及安全性有很大影响。因此,必须在涂布工序前将这些杂质进行处理。
2、目前采用的除铁装置是在管道内置一根或数根永磁体的圆柱罐状装置。此种除铁装置,磁力无法调节,磁吸杂质效果不稳定;而且由于永磁体整体收容于除铁装置的管道内腔,后期修理、维护需要取出或者小空间操作,较为不便。
技术实现思路
1、鉴于上述问题,本申请提供了一种电池浆料的除铁装置,以克服上述问题或者至少部分地解决上述问题。
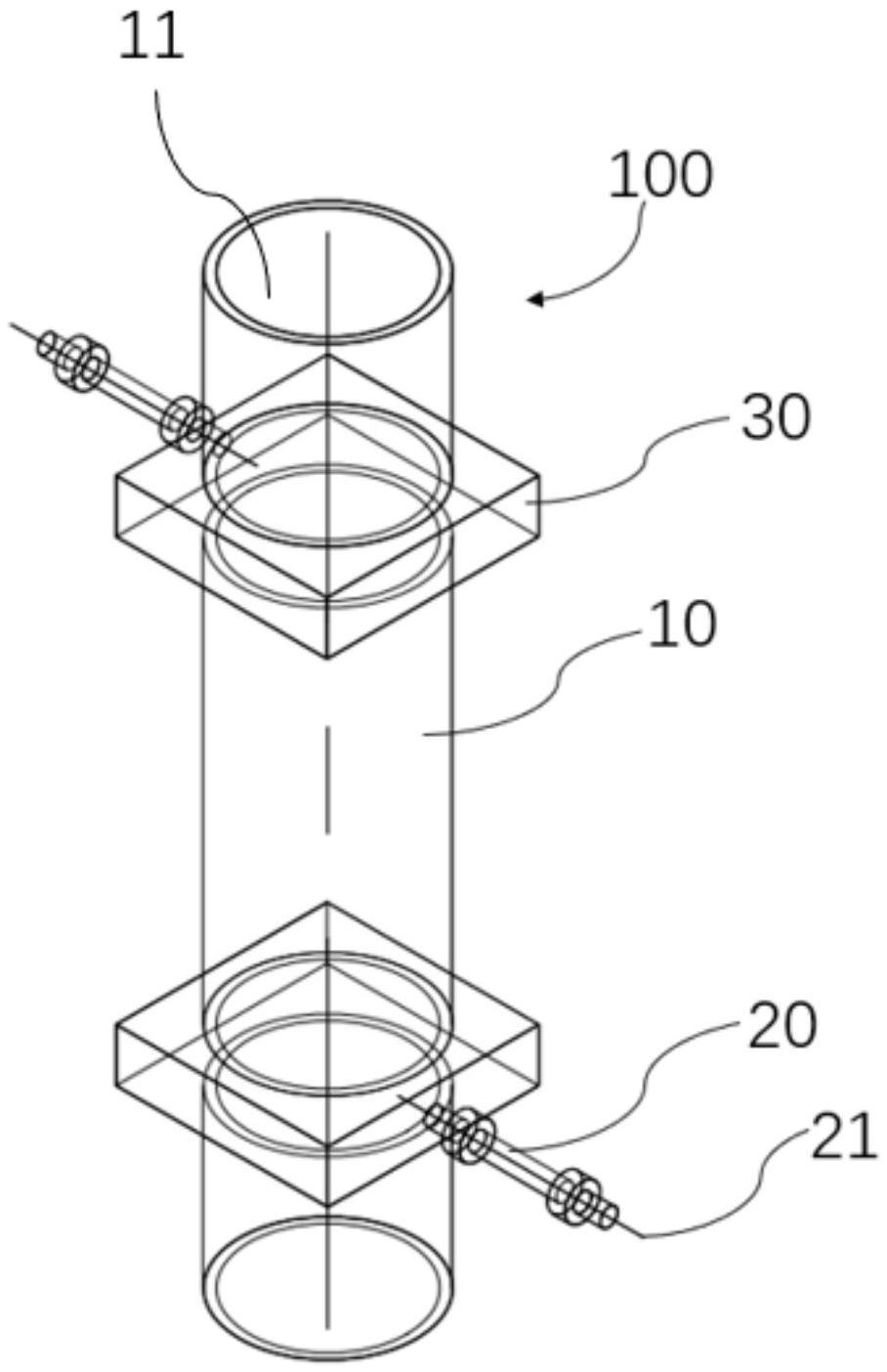
2、电池浆料的除铁装置包括管道,设置有内腔,内腔能与电池浆料配送管道相连通;支座,安装于管道外;电磁组件,安装于支座且插入内腔,用于通电后吸附电池浆料中的磁性杂质。
3、在上述实施方式中,能够根据除铁工艺的要求,通过调节电流大小的方式来控制电磁组件的磁力强弱,磁力调节方便,且有利于实现整个电池浆料除铁装置运行过程的自动化或程序化控制。
4、进一步的,电磁组件为多个,支座为多个,多个电磁组件与多个支座一一对应地设置;多个电磁组件沿管道的轴向错开且非对称布置。
5、在上述实施方式中,通过与电磁组件一一对应设置的支座将多个电磁组件沿管道的轴向错开且非对称布置。如此,多个电磁组件通电时其磁场分布相互干扰弱,能大大提高电池浆料的除铁效率。
6、进一步的,电磁组件包括铁芯棒,铁芯棒设置于支座上且沿管道的径向延伸至内腔。
7、在上述实施方式中,通过使铁芯棒沿管道的径向延伸至内腔,铁芯棒占用管道内腔的轴向空间少,减少了浆料在运输过程中的沿程阻力,提高了除铁效率。
8、进一步的,电磁组件还包括导电绕组,导电绕组缠绕在铁芯棒上。
9、在上述实施方式中,通过改变缠绕导电绕组的电流大小即可灵活控制电磁组件的磁力大小,以满足不同除铁工艺对于磁力强弱不同的要求,有利于实现程序化或自动化控制。
10、进一步的,铁芯棒螺纹安装于所述支座上。
11、在上述实施方式中,支座与电磁组件的铁芯棒之间为螺纹连接,使得电磁组件的更换、后期维护更方便。
12、进一步的,支座套设于管道的外部并焊接固定。
13、在上述实施方式中,如此设置支座的固定效果好,且加工成本低。
14、第二方面,本申请还提供了一种电池浆料的配送装置,包括电池浆料配送管道,用于配送电池浆料;和上述任意一项电池浆料的除铁装置,管道与浆料配送管道相连通。
15、进一步的,管道与浆料配送管道直通连接,且其内径相同。
16、在上述实施方式中,通过将除铁装置的管道直接连接于浆料配送管道,无需弯头设计,减少了浆料配送的阻力。
17、进一步的,所述管道通过法兰或卡扣与所述浆料配送管道可拆卸连接。
18、在上述实施方式中,通过法兰或卡扣连接浆料配送管道和除铁装置的管道,结构简单且成本低。
技术特征:
1.一种电池浆料的除铁装置,其特征在于,包括:
2.根据权利要求1所述电池浆料的除铁装置,其特征在于:
3.根据权利要求1或2所述电池浆料的除铁装置,其特征在于:
4.根据权利要求3所述电池浆料的除铁装置,其特征在于:
5.根据权利要求3所述电池浆料的除铁装置,其特征在于,
6.根据权利要求1所述电池浆料的除铁装置,其特征在于,
7.一种电池浆料的配送装置,其特征在于,包括:
8.根据权利要求7所述电池浆料的配送装置,其特征在于,
9.根据权利要求7或8所述电池浆料的配送装置,其特征在于,
技术总结
本技术涉及一种电池浆料的除铁装置和配送装置。除铁装置包括管道,支座和电磁组件,管道的内腔能与电池浆料配送管道相连通;支座,安装于管道外;电磁组件,安装于支座且插入内腔,用于通电后吸附电池浆料中的磁性杂质。本技术中电池浆料的除铁装置的磁力可调,有利于实现自动化控制,且修理维护方便。
技术研发人员:杨立华
受保护的技术使用者:上海兰钧新能源科技有限公司
技术研发日:20230407
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!